You might also like
- Development of Finite Element Computer Code For Thermal AnalysisDocument10 pagesDevelopment of Finite Element Computer Code For Thermal AnalysisshahbazNo ratings yet
- Kelly 1999Document6 pagesKelly 1999karenNo ratings yet
- Ga 201Document31 pagesGa 201venezuelanNo ratings yet
- Bomba de ConcretoDocument12 pagesBomba de ConcretoDennis ValeraNo ratings yet
- Kane 458 Operating ManualDocument64 pagesKane 458 Operating ManualP_Davies0% (1)
- Mpc-605 - 150 MM Kga ValveDocument1 pageMpc-605 - 150 MM Kga ValveTim Rahul ferrometNo ratings yet
- AFBMA Bearing InterchangeDocument1 pageAFBMA Bearing InterchangevandoNo ratings yet
- 85M 2S折臂吊机操作手册Document317 pages85M 2S折臂吊机操作手册joseflores888No ratings yet
- BBC 16W 34W Safety & Operating InstructionsDocument184 pagesBBC 16W 34W Safety & Operating InstructionsJimFricksNo ratings yet
- Kits de Mantenimiento Generador GeneracDocument1 pageKits de Mantenimiento Generador GeneracAlejandro Antonio Alvarez BalveroNo ratings yet
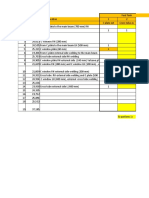
- Size MI N (In) Size MA X (In) Abrev Short Word Details Component SDocument16 pagesSize MI N (In) Size MA X (In) Abrev Short Word Details Component SAnthony InostrozaNo ratings yet
- Proprtional ValvesDocument60 pagesProprtional ValvesY.EbadiNo ratings yet
- D7100 en PDFDocument19 pagesD7100 en PDFSasko DimitrovNo ratings yet
- 7010 Rexnord and Link Belt Roller Chains Catalog PDocument118 pages7010 Rexnord and Link Belt Roller Chains Catalog PMarceloNo ratings yet
- Pressure Valves Type MV.., DMV.. and SV..: 1. GeneralDocument6 pagesPressure Valves Type MV.., DMV.. and SV..: 1. GeneralvimaleviNo ratings yet
- Managment of Change: Request By: Requested Date: Title: Record Title & NumberDocument2 pagesManagment of Change: Request By: Requested Date: Title: Record Title & NumberAnonymous C7QaTTvMNo ratings yet
- Simulation of Soil Compaction With Vibratory Rollers PDFDocument13 pagesSimulation of Soil Compaction With Vibratory Rollers PDFSandeep KumarNo ratings yet
- Particleworks-Avances 2019Document6 pagesParticleworks-Avances 2019Oscar Choque JaqquehuaNo ratings yet
- 00-110 - Balder PDFDocument3 pages00-110 - Balder PDFMoe Latt0% (1)
- Sinotruk Howo Hw19710 Transmission: Spare Parts CatalogDocument24 pagesSinotruk Howo Hw19710 Transmission: Spare Parts Catalogየብእር ስምNo ratings yet
- Datasheet BombaDocument4 pagesDatasheet BombasaculNo ratings yet
- 07-01 MafDocument5 pages07-01 MafJuan Roberto López BetanzosNo ratings yet
- Deleliste Atlas Copco BBC 16 W WS PDFDocument20 pagesDeleliste Atlas Copco BBC 16 W WS PDFGerman RodriguezNo ratings yet
- Bomba Centrifuga Frame A LD17Document56 pagesBomba Centrifuga Frame A LD17richard_580No ratings yet
- CentiStokes and SSUDocument3 pagesCentiStokes and SSUzopita0% (1)
- Instruction Manualual Vacuum Blasting - 178941Document170 pagesInstruction Manualual Vacuum Blasting - 178941sajsigalomaNo ratings yet
- FEM Analysis of An Amphibious Hydraulic Excavator's Boom and StickDocument5 pagesFEM Analysis of An Amphibious Hydraulic Excavator's Boom and StickVinod YbNo ratings yet
- ES Damen DOP 12-2016Document23 pagesES Damen DOP 12-2016shoaib lodhiNo ratings yet
- VBNVBDocument15 pagesVBNVBPercy Herrera ZeballosNo ratings yet
- Fontaine Quinta RuedaDocument2 pagesFontaine Quinta RuedaHamilton MirandaNo ratings yet
- Bachem High Lub l474 2Document1 pageBachem High Lub l474 2FitriRamayantiNo ratings yet
- Mi Ether CatalogDocument76 pagesMi Ether CatalogcirclelineNo ratings yet
- Repair Manual ZF 25 A - ZF 25 - ZF 45 A - ZF 45-1 Code 310.01.00 PDFDocument76 pagesRepair Manual ZF 25 A - ZF 25 - ZF 45 A - ZF 45-1 Code 310.01.00 PDFAzhar mehmoodNo ratings yet
- Pressure-Reducing Valve, Pilot-Controlled Type VDM: Product DocumentationDocument15 pagesPressure-Reducing Valve, Pilot-Controlled Type VDM: Product DocumentationY.EbadiNo ratings yet
- Valve TrimDocument1 pageValve Trimjsrplc7952No ratings yet
- API 653 - Chapter 6 - Inspection PDFDocument1 pageAPI 653 - Chapter 6 - Inspection PDFMohammed KadhimNo ratings yet
- XMZ 210Document3 pagesXMZ 210Carlos GutierrezNo ratings yet
- MacRoy G PDFDocument60 pagesMacRoy G PDFJuan Pablo NavasNo ratings yet
- Ews-100000-6-Ts-0008 - 1 Torque de Pernos en Flanges PDFDocument35 pagesEws-100000-6-Ts-0008 - 1 Torque de Pernos en Flanges PDFjoispeNo ratings yet
- SNL 517 + 2217 K + HA 317 Soporte de Pie Con Rodamiento y Manguito PDFDocument4 pagesSNL 517 + 2217 K + HA 317 Soporte de Pie Con Rodamiento y Manguito PDFLeandro SienraNo ratings yet
- Din19704 2Document10 pagesDin19704 2Ilana Barbie HdzNo ratings yet
- MANUAL BANCO DE PRUEBA NT2001& - NT3000 - PLCoperation - ManualDocument19 pagesMANUAL BANCO DE PRUEBA NT2001& - NT3000 - PLCoperation - ManualCarlos Alberto ErrobidartNo ratings yet
- Maintenance Interval Schedule c15 MCW PDFDocument3 pagesMaintenance Interval Schedule c15 MCW PDFVictor NunezNo ratings yet
- Specification For Bridge Construction (England)Document35 pagesSpecification For Bridge Construction (England)Roy GuoNo ratings yet
- Long Stroke Sucker Rod Units SSIL Vs Rotaflex WFTDocument20 pagesLong Stroke Sucker Rod Units SSIL Vs Rotaflex WFTMohamed GhareebNo ratings yet
- Perfiles HSSDocument3 pagesPerfiles HSSRafael Macias RomeroNo ratings yet
- Analysis of Torsional VibrationDocument25 pagesAnalysis of Torsional VibrationGilson Rolando Jimenez CalleNo ratings yet
- O&K-ANTRIEBSTECHNIK - RANGE - ENG - R02 - 0 Mando Finales BonfiglioniDocument52 pagesO&K-ANTRIEBSTECHNIK - RANGE - ENG - R02 - 0 Mando Finales BonfiglionihugoNo ratings yet
- Ficha Manual Ingles Pluviometro LambrechtDocument8 pagesFicha Manual Ingles Pluviometro LambrechtMarcelo Alberto AiresNo ratings yet
- Characteristics of Strong-Motion EarthquakesDocument13 pagesCharacteristics of Strong-Motion EarthquakeselimosyNo ratings yet
- Centamax-B: Torsionally Soft Couplings With Precompression For Independently Mounted Units On Rigid or Soft MountsDocument8 pagesCentamax-B: Torsionally Soft Couplings With Precompression For Independently Mounted Units On Rigid or Soft MountsMiguel LopezNo ratings yet
- Enerpac Torque Wrench ManualDocument10 pagesEnerpac Torque Wrench ManualM Saad KhanNo ratings yet
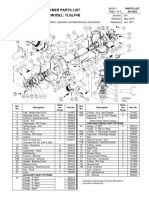
- Blackmer Parts List Pump Model: Tlglf4BDocument2 pagesBlackmer Parts List Pump Model: Tlglf4BRAUL ARMANDO PALOMO CAMPOSNo ratings yet
- 6116 1-EnDocument218 pages6116 1-EnLuong Tam ThinhNo ratings yet
- Fea SR CouplingsDocument67 pagesFea SR CouplingsAna Isabel Aguilar ReyesNo ratings yet
- 6068hf485 AuxDocument2 pages6068hf485 AuxObdvietnam Service100% (1)
- Material P NumberDocument1 pageMaterial P Numberrameez khanNo ratings yet
- Failure Analysis of RunnerDocument12 pagesFailure Analysis of RunnerAshok PalakondaNo ratings yet
- Failure Analysis of A Pelton impeller-GRUPO 1Document18 pagesFailure Analysis of A Pelton impeller-GRUPO 1Cristian Polo VallejosNo ratings yet
- Zhang - Investigation of Transietn Flow of A Centrifugal Charging PumpDocument8 pagesZhang - Investigation of Transietn Flow of A Centrifugal Charging PumpHidan WLNo ratings yet
- Bello - Comparative Study On Utilization of Charcoal, Sawdust and Rice Husk in Biomass Furnace-Dryer PDFDocument8 pagesBello - Comparative Study On Utilization of Charcoal, Sawdust and Rice Husk in Biomass Furnace-Dryer PDFHidan WLNo ratings yet
- International Journal of Non-Linear Mechanics: Hamid M. Sedighi, A. Koochi, Farhang Daneshmand, M. AbadyanDocument11 pagesInternational Journal of Non-Linear Mechanics: Hamid M. Sedighi, A. Koochi, Farhang Daneshmand, M. AbadyanHidan WLNo ratings yet
- European Journal of Pharmaceutics and BiopharmaceuticsDocument11 pagesEuropean Journal of Pharmaceutics and BiopharmaceuticsHidan WLNo ratings yet
- Kajikawa - Effect of Heating at Oven-Dry State On Steam Treated Bamboo Powder Thermal FluidityDocument7 pagesKajikawa - Effect of Heating at Oven-Dry State On Steam Treated Bamboo Powder Thermal FluidityHidan WLNo ratings yet
- Jia - On-Line Temperature Measurement System For CarbonizationDocument5 pagesJia - On-Line Temperature Measurement System For CarbonizationHidan WLNo ratings yet
- An Energy Approach To Studying Pipe Network TransientsDocument8 pagesAn Energy Approach To Studying Pipe Network TransientsHidan WLNo ratings yet
- Azam - Fabrication and Performance Study of Slope Type Electric Cum Solar Oven PDFDocument4 pagesAzam - Fabrication and Performance Study of Slope Type Electric Cum Solar Oven PDFHidan WLNo ratings yet
- Hydro Turbine Prototype Testing and Generation of Performance Curves - Fully Automated ApproachDocument10 pagesHydro Turbine Prototype Testing and Generation of Performance Curves - Fully Automated ApproachHidan WLNo ratings yet
- Aggidis, Zidonis - Hydro Turbine Prototype Testing and Generation of Performance PDFDocument9 pagesAggidis, Zidonis - Hydro Turbine Prototype Testing and Generation of Performance PDFHidan WLNo ratings yet
- Gupta - Effect of Jet Shape On Flow and Torque Characteristics of Pelton Turbine Runner PDFDocument6 pagesGupta - Effect of Jet Shape On Flow and Torque Characteristics of Pelton Turbine Runner PDFHidan WLNo ratings yet
- Benzon - Development of Hydro Impulse Turbines and New OpportunitiesDocument12 pagesBenzon - Development of Hydro Impulse Turbines and New OpportunitiesHidan WLNo ratings yet
- Effects of AFR, Spark Advance and Egr On Nanoparticle EmissionsDocument10 pagesEffects of AFR, Spark Advance and Egr On Nanoparticle EmissionsAllan MachadoNo ratings yet
- Brequigny - Fuel Performances in Spark Ignition SI Engines Impact of Flame StretchDocument15 pagesBrequigny - Fuel Performances in Spark Ignition SI Engines Impact of Flame StretchHidan WLNo ratings yet
- Harmonic Excitation Part 2 PDFDocument32 pagesHarmonic Excitation Part 2 PDFAliOucharNo ratings yet
- Astm D 3176 89 R02 PDFDocument3 pagesAstm D 3176 89 R02 PDFHidan WL100% (1)
- Amos - Report On Biomass Drying PDFDocument35 pagesAmos - Report On Biomass Drying PDFHidan WLNo ratings yet
- Ji - Effect of Welding Technologies On Decreasing Welding Residual Stress of Francis Turbine RunnerDocument6 pagesJi - Effect of Welding Technologies On Decreasing Welding Residual Stress of Francis Turbine RunnerHidan WLNo ratings yet
- Cronin - Stochastic Modelling of Particle Motion Along A Rotary DrumDocument13 pagesCronin - Stochastic Modelling of Particle Motion Along A Rotary DrumHidan WLNo ratings yet
- Aggidis, Zidonis - Hydro Turbine Prototype Testing and Generation of PerformanceDocument9 pagesAggidis, Zidonis - Hydro Turbine Prototype Testing and Generation of PerformanceHidan WLNo ratings yet
- Barton - An Experimental Investigation of The Influence of Inlet Distortion On The Fluid Borne Noise of A Centrifugal PumpDocument177 pagesBarton - An Experimental Investigation of The Influence of Inlet Distortion On The Fluid Borne Noise of A Centrifugal PumpHidan WLNo ratings yet
- National Transportation Safety Board: Astm Standard D86: "Standard Test Method For Distillation of Petroleum Products."Document14 pagesNational Transportation Safety Board: Astm Standard D86: "Standard Test Method For Distillation of Petroleum Products."Arun RaoNo ratings yet
- Standard Test Method For Ash in Analysis Sample Coal PDFDocument5 pagesStandard Test Method For Ash in Analysis Sample Coal PDFHidan WLNo ratings yet
- Blin - Energy Eff. Applied For Performance of DI CI Engine Using BiofuelsDocument7 pagesBlin - Energy Eff. Applied For Performance of DI CI Engine Using BiofuelsHidan WLNo ratings yet
- National Transportation Safety Board: Astm Standard D86: "Standard Test Method For Distillation of Petroleum Products."Document14 pagesNational Transportation Safety Board: Astm Standard D86: "Standard Test Method For Distillation of Petroleum Products."Arun RaoNo ratings yet
- Festo Pneumatics Basic Workbook TP101Document194 pagesFesto Pneumatics Basic Workbook TP101Dimitar_Garpov_8272No ratings yet
- Astm D 95 PDFDocument5 pagesAstm D 95 PDFGianinaRoncalChávez100% (1)
- Boiler Efficiency Guide PDFDocument24 pagesBoiler Efficiency Guide PDFShafqat Afridi100% (1)
- Wa Wa40-3 Komatsu s3d84Document2 pagesWa Wa40-3 Komatsu s3d84james foxNo ratings yet
- Cj2m-Cpu, - md21 Cpu Units, Pulse I o Modules Datasheet en PDFDocument29 pagesCj2m-Cpu, - md21 Cpu Units, Pulse I o Modules Datasheet en PDFKhairy YaakobNo ratings yet
- HAARPDocument230 pagesHAARPMartin hume100% (2)
- AUTOSAR SWS UDPNetworkManagementDocument103 pagesAUTOSAR SWS UDPNetworkManagementStefan RuscanuNo ratings yet
- Calibration of The Continuous Surface Cap Model For ConcreteDocument19 pagesCalibration of The Continuous Surface Cap Model For ConcreteAbhijit KulkarniNo ratings yet
- The Network+ Cram Sheet: Networking ConceptsDocument4 pagesThe Network+ Cram Sheet: Networking ConceptsISTAKHAR UDDIN AHAMED100% (1)
- QuesTeksFerriumC61C64andC6 PDFDocument23 pagesQuesTeksFerriumC61C64andC6 PDFEmily MillerNo ratings yet
- Alex H.: Penguin ProjectDocument13 pagesAlex H.: Penguin Projectapi-504550016No ratings yet
- Transom Analysis ComparisonDocument38 pagesTransom Analysis ComparisonRifky NetriadyNo ratings yet
- Jet Powered BoatDocument22 pagesJet Powered BoatMagesh OfficialNo ratings yet
- 310 011 SDocument34 pages310 011 SvigneshwaranmNo ratings yet
- MAE 322 Machine Design: Dr. Hodge Jenkins Mercer UniversityDocument20 pagesMAE 322 Machine Design: Dr. Hodge Jenkins Mercer UniversityDuslerinalargaNo ratings yet
- ElcometerDocument228 pagesElcometerMohammedMudassirNo ratings yet
- L071ME4182DFADocument81 pagesL071ME4182DFAmegamech23No ratings yet
- Correlated Optical Convolutional Neural Network With "Quantum Speedup"Document27 pagesCorrelated Optical Convolutional Neural Network With "Quantum Speedup"jaccneeNo ratings yet
- Flyback Converter DesignDocument8 pagesFlyback Converter DesignLullaby summerNo ratings yet
- Arduino - Wikipedia PDFDocument70 pagesArduino - Wikipedia PDFJheremy BayonetaNo ratings yet
- Problem in Traffic Flow Theory: Speed-Density Relationships: Lnu LNK Q U KDocument10 pagesProblem in Traffic Flow Theory: Speed-Density Relationships: Lnu LNK Q U KRomel DecenillaNo ratings yet
- Force Vectors: Scalars and Vectors 2D and 3D Force SystemsDocument20 pagesForce Vectors: Scalars and Vectors 2D and 3D Force Systemsdanaluca2753No ratings yet
- St. Xavier'S School, Burdwan: o o o oDocument2 pagesSt. Xavier'S School, Burdwan: o o o obidyut naskarNo ratings yet
- Draft NADCADocument8 pagesDraft NADCAPierre MackenzieNo ratings yet
- West Knits Book 3Document56 pagesWest Knits Book 3Alexandr Maxiuta100% (17)
- Math 138 Functional Analysis Notes PDFDocument159 pagesMath 138 Functional Analysis Notes PDFAidan HolwerdaNo ratings yet
- KOPP TransmittersDocument32 pagesKOPP TransmittersMike BrendNo ratings yet
- "Fabrication of Impact Testing Machine": Diploma in Mechanical Engineering ProgrammeDocument59 pages"Fabrication of Impact Testing Machine": Diploma in Mechanical Engineering ProgrammemanjaNo ratings yet
- PHYSICS Lab Manual - 2023-24Document30 pagesPHYSICS Lab Manual - 2023-24Vinushree Santhoshkumar100% (4)
- Notes Predator Prey PDFDocument8 pagesNotes Predator Prey PDFMate ŠušnjarNo ratings yet
- Builders' Metalwork: Ci/Sfb 21.9 Xt6Document32 pagesBuilders' Metalwork: Ci/Sfb 21.9 Xt6JC TsuiNo ratings yet
- College Level Math Practice TestDocument17 pagesCollege Level Math Practice TestHarsha Kasaragod100% (1)