You might also like
- GM Passlock II SystemDocument14 pagesGM Passlock II Systemalmia tronicsNo ratings yet
- Shell Hazardous Area Classification FundamentalsDocument30 pagesShell Hazardous Area Classification Fundamentalsthekevindesai100% (17)
- HiraDocument30 pagesHiravijay kumar singhNo ratings yet
- Packed Column Design - Packing Height Calculation NotesDocument6 pagesPacked Column Design - Packing Height Calculation NotesJeremy100% (1)
- Heat Exchanger DesignDocument15 pagesHeat Exchanger DesignCharito Sollera AlbaricoNo ratings yet
- Bernard D. Marquez Eduardo M. Axalan Engr. William A.L.T. NGDocument1 pageBernard D. Marquez Eduardo M. Axalan Engr. William A.L.T. NGRhon Nem KhoNo ratings yet
- 06 Petrucci10e CSMDocument54 pages06 Petrucci10e CSMAlexNo ratings yet
- Oil & Gas Asset Integrity IssuesDocument15 pagesOil & Gas Asset Integrity Issuesyogolain100% (2)
- BS 8007 - 1987 ConcreteDocument39 pagesBS 8007 - 1987 ConcretehortalemosNo ratings yet
- Design of Packed Bed Absorber ColumnDocument5 pagesDesign of Packed Bed Absorber ColumnVirendra Bhagat80% (15)
- A Sample of Wet Soil Has A Volume of 0Document8 pagesA Sample of Wet Soil Has A Volume of 0eph0% (1)
- Solution Manual For Introductory Transport Phenomena - Byron Bird, Warren StewartDocument30 pagesSolution Manual For Introductory Transport Phenomena - Byron Bird, Warren StewartAfshar Arabi0% (7)
- MATERIAL Mechanical DesignDocument11 pagesMATERIAL Mechanical DesignanisNo ratings yet
- Fluid Mechanics 7th Edition White Solution ManualDocument116 pagesFluid Mechanics 7th Edition White Solution ManualALOKSRK50% (22)
- Chapter 5 - Absorption (Part 1)Document41 pagesChapter 5 - Absorption (Part 1)La Casa Jordan100% (1)
- MATERIAL Mechanical DesignDocument13 pagesMATERIAL Mechanical DesignSchaieraNo ratings yet
- Sample Problem StatementDocument2 pagesSample Problem Statementsunildubey02No ratings yet
- Design of AbsorberDocument9 pagesDesign of Absorberhaseeb tahir50% (2)
- 21-3971-CLA - DisenŞo Preliminar Cimentacion - Normal SoilDocument4 pages21-3971-CLA - DisenŞo Preliminar Cimentacion - Normal SoilJose ManzanarezNo ratings yet
- Principles of Polymer Systems 6th Rodriguez Solution ManualDocument14 pagesPrinciples of Polymer Systems 6th Rodriguez Solution ManualOtis Colvin0% (1)
- Chap3-2e SO2 Absorption ExampleDocument8 pagesChap3-2e SO2 Absorption Exampledarkelf_riderNo ratings yet
- G e S U: Loading and Flooding PointsDocument7 pagesG e S U: Loading and Flooding Pointsحاتم غيدان خلفNo ratings yet
- CHAPTER 3 Gas Absorption Lec-3Document18 pagesCHAPTER 3 Gas Absorption Lec-3Sata AjjamNo ratings yet
- Final SelectionDocument8 pagesFinal SelectionFahad KhokharNo ratings yet
- 1 s2.0 S1385894721019550 mmc1Document20 pages1 s2.0 S1385894721019550 mmc1sripantNo ratings yet
- Fluid Mechanics Intro Problems Set 2 August 2012Document4 pagesFluid Mechanics Intro Problems Set 2 August 2012NoOneNo ratings yet
- Chapter 6 Special Design6 1Document22 pagesChapter 6 Special Design6 1mahmoudNo ratings yet
- 2016 GROUP21 1st IterationDocument7 pages2016 GROUP21 1st IterationelsmuchoNo ratings yet
- Solution To Problem 3Document2 pagesSolution To Problem 3fr09nNo ratings yet
- Sample Design CalculationDocument18 pagesSample Design CalculationNitin RautNo ratings yet
- Design of Packed Bed Absorber-: Step 1: Calculate Y, Y, XDocument5 pagesDesign of Packed Bed Absorber-: Step 1: Calculate Y, Y, XerenpaksoyNo ratings yet
- Solution: First Sum Moments Clockwise About The Hinge A of The HandleDocument5 pagesSolution: First Sum Moments Clockwise About The Hinge A of The HandleUzziel De jesus OsorioNo ratings yet
- 06 Petrucci10e SSM PDFDocument32 pages06 Petrucci10e SSM PDFSteven Tellez PazNo ratings yet
- Week Two Homework Problem Solutions: Fundamentals of ! Fluid PowerDocument6 pagesWeek Two Homework Problem Solutions: Fundamentals of ! Fluid PowerAtik IslamNo ratings yet
- Week Two Homework Problem Solutions: Fundamentals of ! Fluid PowerDocument6 pagesWeek Two Homework Problem Solutions: Fundamentals of ! Fluid PowerhellfireNo ratings yet
- Week Two Homework Problem Solutions: Fundamentals of ! Fluid PowerDocument6 pagesWeek Two Homework Problem Solutions: Fundamentals of ! Fluid Powermustafa1011No ratings yet
- Week Two Homework Problem Solutions: Fundamentals of ! Fluid PowerDocument6 pagesWeek Two Homework Problem Solutions: Fundamentals of ! Fluid PowerhellfireNo ratings yet
- Week Two Homework Problem Solutions: Fundamentals of ! Fluid PowerDocument6 pagesWeek Two Homework Problem Solutions: Fundamentals of ! Fluid PowerAmarnathNo ratings yet
- Week 2 Solutions V2Document6 pagesWeek 2 Solutions V2mfpau23No ratings yet
- Task 3 PDFDocument68 pagesTask 3 PDFFathihah AnuarNo ratings yet
- Lgtrung - MO - HW#1+2+3Document3 pagesLgtrung - MO - HW#1+2+3Trung SnowboyNo ratings yet
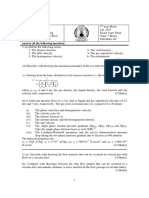
- Answer All The Following QuestionsDocument3 pagesAnswer All The Following QuestionsahmedNo ratings yet
- Workshop - Fluidos II - Tomas Ferrer, Luis LopezDocument8 pagesWorkshop - Fluidos II - Tomas Ferrer, Luis LopezTOMAS JOSE FERRER MONZONNo ratings yet
- ∆ P L D ρ V K ρ V: Find the pressure drop in this flow fieldDocument4 pages∆ P L D ρ V K ρ V: Find the pressure drop in this flow fieldbeyzanisandursunNo ratings yet
- Problem Set 2 - Basic Calculations - SolutionsDocument3 pagesProblem Set 2 - Basic Calculations - SolutionsAshish KotwalNo ratings yet
- Bölüm 8 Çalışma SorularıDocument29 pagesBölüm 8 Çalışma SorularıBuse Nur ÇelikNo ratings yet
- TwophasesolnDocument2 pagesTwophasesolnAnushka GNo ratings yet
- Department of Chemistry Faculty of Mathematics and Science State University of Padang 2014Document9 pagesDepartment of Chemistry Faculty of Mathematics and Science State University of Padang 2014Anelin OsiriknaNo ratings yet
- Exercise 4 (Env)Document17 pagesExercise 4 (Env)Meryem LamhamdiNo ratings yet
- Packed Column ExDocument2 pagesPacked Column ExDanielle BarkerNo ratings yet
- Environmental Engineering Fundamentals 2-21Document2 pagesEnvironmental Engineering Fundamentals 2-21Mishelle MiNo ratings yet
- Adsorption Assignment PDFDocument9 pagesAdsorption Assignment PDFLovelly ViniNo ratings yet
- Acetic 2520acid 2520 - Design 2520of 2520equipments PDFDocument41 pagesAcetic 2520acid 2520 - Design 2520of 2520equipments PDFTanuj HandaNo ratings yet
- 345s02p2 PDFDocument10 pages345s02p2 PDFJames Nevin GoNo ratings yet
- Humidification and Cooling TowerDocument5 pagesHumidification and Cooling TowerOyinkansola OsiboduNo ratings yet
- Chapter 6 Selected SolutionsDocument32 pagesChapter 6 Selected SolutionsEyüp MetinNo ratings yet
- GCI400 SolutionsCh5 2011Document8 pagesGCI400 SolutionsCh5 2011Étienne PaquetNo ratings yet
- E 5: W C A: XP Ater Hannel PplicationsDocument9 pagesE 5: W C A: XP Ater Hannel PplicationsMahmoudSehweilNo ratings yet
- CHAPTER 3 Gas Absorption Lec-4Document25 pagesCHAPTER 3 Gas Absorption Lec-4Sata AjjamNo ratings yet
- MA3006 Tutorial 9 Solution Guideline April 2020Document4 pagesMA3006 Tutorial 9 Solution Guideline April 2020clarence limNo ratings yet
- API-521 Flare KOD Design and Even More Part 2Document6 pagesAPI-521 Flare KOD Design and Even More Part 2Huy Nguyễn Võ XuânNo ratings yet
- Design of Absorption ColumnDocument33 pagesDesign of Absorption ColumnAli Hassan50% (2)
- LE2 Review PDFDocument2 pagesLE2 Review PDFJulian de LaraNo ratings yet
- Task - 01 - Alexandra CaballeroDocument3 pagesTask - 01 - Alexandra CaballeroALEXANDRA CABALLERO TURIZONo ratings yet
- Chemical SafetyDocument9 pagesChemical SafetyGera VillaNo ratings yet
- Name: Muhammad Shahbaz 2014-CH-220: SolutionDocument4 pagesName: Muhammad Shahbaz 2014-CH-220: SolutionAtif MehfoozNo ratings yet
- Tables of Coefficients for the Analysis of Triple Angular Correlations of Gamma-Rays from Aligned NucleiFrom EverandTables of Coefficients for the Analysis of Triple Angular Correlations of Gamma-Rays from Aligned NucleiNo ratings yet
- 11-27-16 Happy Birthday Timor! Our Gift To You Is To Steal Your Oil, and Your Future - New MatildaDocument3 pages11-27-16 Happy Birthday Timor! Our Gift To You Is To Steal Your Oil, and Your Future - New MatildahortalemosNo ratings yet
- 12-30-16 2016 A Year of ActionDocument3 pages12-30-16 2016 A Year of ActionhortalemosNo ratings yet
- Pressure Rising On East Timor To Make A Deal: Vol. 6 / No. 225 / 21 November 2016Document9 pagesPressure Rising On East Timor To Make A Deal: Vol. 6 / No. 225 / 21 November 2016hortalemosNo ratings yet
- 02-15-16 How Far Is Fair Enough - New Moves in Timor Gap's 40-Plus Years of Boundary BattlesDocument3 pages02-15-16 How Far Is Fair Enough - New Moves in Timor Gap's 40-Plus Years of Boundary BattleshortalemosNo ratings yet
- Engie Shelves Cameroon As LNG Moves Offshore: Vol. 6 / No. 134 / 14 July 2016Document9 pagesEngie Shelves Cameroon As LNG Moves Offshore: Vol. 6 / No. 134 / 14 July 2016hortalemosNo ratings yet
- East Timor Playing High-Stakes Gas Game: Vol. 6 / No. 138 / 20 July 2016Document8 pagesEast Timor Playing High-Stakes Gas Game: Vol. 6 / No. 138 / 20 July 2016hortalemosNo ratings yet
- One-Day Public Seminar - Maritime Boundaries in The Timor Sea: "Perspectives in International Law"Document14 pagesOne-Day Public Seminar - Maritime Boundaries in The Timor Sea: "Perspectives in International Law"hortalemosNo ratings yet
- BS 648 - 1964Document51 pagesBS 648 - 1964hortalemosNo ratings yet
- 02-17-16 The Guardian - Timor-Leste End Australia's "Shameful Policy"Document2 pages02-17-16 The Guardian - Timor-Leste End Australia's "Shameful Policy"hortalemosNo ratings yet
- BS 88-4 Protection For Semiconductor Devices - 1986Document43 pagesBS 88-4 Protection For Semiconductor Devices - 1986hortalemosNo ratings yet
- 02-17-16 Joint Media Release - Timor-Leste and ConocoPhillips Australia Settle Tax DisputesDocument1 page02-17-16 Joint Media Release - Timor-Leste and ConocoPhillips Australia Settle Tax DisputeshortalemosNo ratings yet
- BS 88-5 - 1988Document17 pagesBS 88-5 - 1988hortalemosNo ratings yet
- BS 171 - 1970Document87 pagesBS 171 - 1970hortalemosNo ratings yet
- Rigaku Progeny Spec Sheet LTR 3.14Document2 pagesRigaku Progeny Spec Sheet LTR 3.14DATA24No ratings yet
- SOP 829 - 032 Check-Reset KEMS, CrownomaticDocument2 pagesSOP 829 - 032 Check-Reset KEMS, CrownomaticAnonymous XbmoAFtINo ratings yet
- PNR90 PNR510 PNR91 PNR515 PNR92 PNR520: Manual of - Installation - Operating - Maintenance Heavy Oil Burners TypeDocument28 pagesPNR90 PNR510 PNR91 PNR515 PNR92 PNR520: Manual of - Installation - Operating - Maintenance Heavy Oil Burners Typec_lucian2004No ratings yet
- Riscv SpecDocument32 pagesRiscv SpeckartimidNo ratings yet
- Lecure Two. ReactorsDocument56 pagesLecure Two. ReactorsSophia WambuiNo ratings yet
- Published Document Guidance On The Use of BS EN 13108, Bituminous Mixtures - Material SpecificationsDocument8 pagesPublished Document Guidance On The Use of BS EN 13108, Bituminous Mixtures - Material SpecificationsCristián JiménezNo ratings yet
- UMTS AircomDocument20 pagesUMTS AircomDũng PhạmNo ratings yet
- Genius Publication CatalogueDocument16 pagesGenius Publication CatalogueRaheel KhanNo ratings yet
- Tharmal Analysis BasicsDocument56 pagesTharmal Analysis BasicsNetoNo ratings yet
- AI in RobotsDocument75 pagesAI in RobotsIslam SehsahNo ratings yet
- Electronic Dice Using LEDs Electrical Engineering ProjectDocument16 pagesElectronic Dice Using LEDs Electrical Engineering Projectprakhar agarwal33% (3)
- BSR NH Circle Jaipur 2016Document103 pagesBSR NH Circle Jaipur 2016vikash kumar50% (4)
- GT User Manual Revision 1.10Document66 pagesGT User Manual Revision 1.10Pham LongNo ratings yet
- Bio-Sensors and Bio-Devices: Spring 2020Document22 pagesBio-Sensors and Bio-Devices: Spring 2020barristertoto99 chanNo ratings yet
- Sec VlanaclsDocument10 pagesSec VlanaclsTry FajarmanNo ratings yet
- Propeller DesignDocument1 pagePropeller DesignKeerthana MaheswarlaNo ratings yet
- NBN Co: Financial Management SolutionDocument2 pagesNBN Co: Financial Management SolutionAccentureAustraliaNo ratings yet
- BIOS 203: Free Energy Methods Tom MarklandDocument23 pagesBIOS 203: Free Energy Methods Tom MarklandNemanja ĐokovićNo ratings yet
- Sewer Connection Application Guidance PDFDocument7 pagesSewer Connection Application Guidance PDFSamuel FuentesNo ratings yet
- Q3 NSP - SLP - RLPDocument41 pagesQ3 NSP - SLP - RLPRushi RavalNo ratings yet
- 85GDocument4 pages85GBeny StephenNo ratings yet
- GIS Project Management GIS Project Management: Quality Issues Quality IssuesDocument1 pageGIS Project Management GIS Project Management: Quality Issues Quality IssuesLeo DobreciNo ratings yet
- Nuevo CvuDocument1 pageNuevo CvuJesús GonzálezNo ratings yet