You might also like
- Wet MillingDocument7 pagesWet MillingKiran ShettyNo ratings yet
- How To Devulcanize RubberDocument12 pagesHow To Devulcanize RubberVijayaraghavan Gonuguntla100% (3)
- Manufacture of Rubber ProductsDocument20 pagesManufacture of Rubber Productsortizan8No ratings yet
- Emulsion Polymerization 2Document13 pagesEmulsion Polymerization 2ismahNo ratings yet
- Characterization of METHOCEL Cellulose Ethers by Aqueous SEC With Multiple DetectorsDocument11 pagesCharacterization of METHOCEL Cellulose Ethers by Aqueous SEC With Multiple DetectorsCastoriadisNo ratings yet
- Tsubaki Small Size Conveyor Chains and Sprockets enDocument168 pagesTsubaki Small Size Conveyor Chains and Sprockets enDatNguyenNo ratings yet
- Development and Production of Brake Pad From Sawdust CompositeDocument10 pagesDevelopment and Production of Brake Pad From Sawdust CompositeSugumar MuthusamyNo ratings yet
- WRAP Large Scale HDPE Recycling Trial Report.4328448f.3769Document162 pagesWRAP Large Scale HDPE Recycling Trial Report.4328448f.3769idownloadbooksforstuNo ratings yet
- Ion Exchange Resins in the Food IndustryDocument28 pagesIon Exchange Resins in the Food IndustryMario Darío Gatto0% (1)
- Production of Plaster of Paris Using Solar EnergyDocument4 pagesProduction of Plaster of Paris Using Solar EnergyesatjournalsNo ratings yet
- Thesis M. DaftaribesheliDocument170 pagesThesis M. Daftaribesheliindramani100% (1)
- Solid State Shear ExtrusionDocument2 pagesSolid State Shear ExtrusionPey ManNo ratings yet
- ProcessDocument4 pagesProcessYeni AgustiningsihNo ratings yet
- Pelletizing Process PDFDocument8 pagesPelletizing Process PDFAbdulhakeemSolimanNo ratings yet
- Polyethylene Terephthalate (Pet) : HistoryDocument3 pagesPolyethylene Terephthalate (Pet) : HistoryMaleha SalimNo ratings yet
- Tie Layers Development For Triple Bubble® TechnologyDocument81 pagesTie Layers Development For Triple Bubble® TechnologyElizabeth OlivaresNo ratings yet
- An Overview of Doffer in Carding MachineDocument2 pagesAn Overview of Doffer in Carding MachineRonak JoshiNo ratings yet
- Polymers and PlasticsDocument34 pagesPolymers and PlasticsDIENLUU150489No ratings yet
- Ku1988 PDFDocument23 pagesKu1988 PDFajengdsNo ratings yet
- WRAP Food Grade Approval FDADocument36 pagesWRAP Food Grade Approval FDAPlastic Recycle100% (1)
- Pulverization via Solid State Shear Extrusion (SSSEDocument5 pagesPulverization via Solid State Shear Extrusion (SSSEYein AliasNo ratings yet
- Review EVOHDocument39 pagesReview EVOHMaximiliano SalazarNo ratings yet
- Product Guide 2012Document16 pagesProduct Guide 2012Daniele BoscoNo ratings yet
- Acknowledgement: Dr. V. K. JANARDHANAN, For The Facilities Rendered For The Progress of Our ProjectDocument23 pagesAcknowledgement: Dr. V. K. JANARDHANAN, For The Facilities Rendered For The Progress of Our ProjectAkashPrakash100% (1)
- DSE Presentation (4 Apr 2012)Document20 pagesDSE Presentation (4 Apr 2012)skimmer05No ratings yet
- Processing Technology: Processing of Polymer Melts Made in GermanyDocument24 pagesProcessing Technology: Processing of Polymer Melts Made in GermanyRobel MTNo ratings yet
- Oxalicacidmanufacturing 201231154014Document18 pagesOxalicacidmanufacturing 201231154014Mg H100% (1)
- 1 - Presentation Genencor 2011 05 25Document120 pages1 - Presentation Genencor 2011 05 25Kannan RanganathanNo ratings yet
- Extrusion Equipment: Tire and Rubber IndustryDocument36 pagesExtrusion Equipment: Tire and Rubber Industrythiagorep17No ratings yet
- 2 1 ExtrusionDocument69 pages2 1 ExtrusionSingh Anuj0% (1)
- Combination of Hydraulic Brake With Power Booster SystemDocument77 pagesCombination of Hydraulic Brake With Power Booster Systemjyani hitesh100% (1)
- Nanotechnology improves paper industry performanceDocument36 pagesNanotechnology improves paper industry performancenihil19801980No ratings yet
- Extruder Tutorial PDFDocument314 pagesExtruder Tutorial PDFAntonius PrakosaNo ratings yet
- Size ReductionDocument51 pagesSize ReductionRx Ram JadhavNo ratings yet
- 4 - Major Plastics in PackagingDocument57 pages4 - Major Plastics in Packagingquy khuuNo ratings yet
- Plastistrength™: Acrylic Process Aids For PVC ApplicationsDocument28 pagesPlastistrength™: Acrylic Process Aids For PVC ApplicationsJaved Iqbal100% (1)
- Surface and optical property modifiers in polymersDocument16 pagesSurface and optical property modifiers in polymersBubbleNo ratings yet
- Kunwar SumanDocument50 pagesKunwar SumanSathish Jayaprakash100% (1)
- 6830 en 7 Myths About PVC DebunkedDocument5 pages6830 en 7 Myths About PVC DebunkedNishi JhaNo ratings yet
- Executive Summary: 0.1 National SceneDocument7 pagesExecutive Summary: 0.1 National SceneRSNo ratings yet
- Chemical Recycling of Plastic Wastes Made From Polyethylene (LDPE and HDPE) and Polypropylene (PP)Document7 pagesChemical Recycling of Plastic Wastes Made From Polyethylene (LDPE and HDPE) and Polypropylene (PP)Imanol FuenNo ratings yet
- Continuous Polymer Reactor Design PDFDocument139 pagesContinuous Polymer Reactor Design PDFJulio UribeNo ratings yet
- 45 1014 01Document31 pages45 1014 01Adam C. VeresNo ratings yet
- Selvol - Polyvinyl AlcoholDocument12 pagesSelvol - Polyvinyl AlcoholJuanNo ratings yet
- Simulation of The Tetrahydrofuran Dehydration Process by Extractive Distillation PDFDocument10 pagesSimulation of The Tetrahydrofuran Dehydration Process by Extractive Distillation PDFDiegoNo ratings yet
- Recent Advance Reactive Extrusion in PolymerDocument24 pagesRecent Advance Reactive Extrusion in Polymershanshicn8351No ratings yet
- High Density Polyethylene (Hdpe)Document38 pagesHigh Density Polyethylene (Hdpe)Goutam AbbadNo ratings yet
- Low-Cost Fluidized Bed Reactor for Small-Scale Grain DryingDocument13 pagesLow-Cost Fluidized Bed Reactor for Small-Scale Grain DryingjimmieNo ratings yet
- Basics of Die and Press Tool AssemblyDocument6 pagesBasics of Die and Press Tool Assemblyshakthimuthu narayananNo ratings yet
- Date Syrup Decolourization StudyDocument5 pagesDate Syrup Decolourization StudyAmy GardnerNo ratings yet
- Polymeric MaterialsDocument79 pagesPolymeric Materialsamor20006No ratings yet
- CMHEC ManufacturersDocument3 pagesCMHEC ManufacturersTamilarasiNo ratings yet
- Flexible Low - Cost SSP TechnologyDocument17 pagesFlexible Low - Cost SSP TechnologyQuadrant727No ratings yet
- PMMA Data SheetDocument8 pagesPMMA Data SheetalonsoNo ratings yet
- Review of Closures Development Over YearsDocument2 pagesReview of Closures Development Over YearsSundar MoorthiNo ratings yet
- Emulsion Suspension PolymerizationDocument5 pagesEmulsion Suspension PolymerizationGosa harikrishnaNo ratings yet
- Gelest - Silane Coupling AgentsDocument60 pagesGelest - Silane Coupling AgentsEugene PaiNo ratings yet
- 01Document53 pages01Kaliya PerumalNo ratings yet
- Handbook of Vinyl FormulatingFrom EverandHandbook of Vinyl FormulatingRichard F GrossmanRating: 3 out of 5 stars3/5 (1)
- Tyre Consumption Report Jul 2019 - Jun 2020Document10 pagesTyre Consumption Report Jul 2019 - Jun 2020Feroz GullNo ratings yet
- YOKOHAMA Motorsport Tires Catalogue 2014Document8 pagesYOKOHAMA Motorsport Tires Catalogue 2014gd007200No ratings yet
- Harley Davidson Sportster Service ManualDocument252 pagesHarley Davidson Sportster Service Manualphaneufdl100% (3)
- Injection Molding Simulation AnalysisDocument7 pagesInjection Molding Simulation AnalysisSheharyar GhaniNo ratings yet
- Group 6 Doe 1Document45 pagesGroup 6 Doe 1Ryan ArcuenoNo ratings yet
- HandaDocument27 pagesHandappoma3421No ratings yet
- Tyre RetreadingDocument25 pagesTyre Retreadingkl42c4300No ratings yet
- Wildcat RV BrochureDocument28 pagesWildcat RV BrochureWholesaleRVSalesNo ratings yet
- CASE IH MAXXUM 125 TRACTOR Service Repair Manual PDFDocument120 pagesCASE IH MAXXUM 125 TRACTOR Service Repair Manual PDFjfjksekdmeik57% (7)
- E - Manual - 18x72 TRC - 20122010 PDFDocument159 pagesE - Manual - 18x72 TRC - 20122010 PDFEdward LarensNo ratings yet
- 2016 Africa Twin SpecsDocument1 page2016 Africa Twin SpecsRomanoJovanovicNo ratings yet
- Periodic MaintenanceDocument36 pagesPeriodic MaintenanceDarwin AlvarezNo ratings yet
- 323-Lindsay Bro Trackingsolutions 0818 WebDocument6 pages323-Lindsay Bro Trackingsolutions 0818 WebSevino BasalamahNo ratings yet
- Track tyre pressure recommendationsDocument1 pageTrack tyre pressure recommendationswillupowersNo ratings yet
- Horizontal Sidewall Sprinklers Technical Data SheetDocument6 pagesHorizontal Sidewall Sprinklers Technical Data SheetAhrian BenaNo ratings yet
- HaltecCatalog PDFDocument69 pagesHaltecCatalog PDFCARLOS GARCIANo ratings yet
- SS BXCNDocument16 pagesSS BXCNForklift Systems IncorporatedNo ratings yet
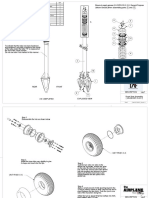
- Ensure To Apply Grease (LQ-GRS-010-X-X-0, General Purpose Lithium Grease) When Assembling Parts 3 and 12Document9 pagesEnsure To Apply Grease (LQ-GRS-010-X-X-0, General Purpose Lithium Grease) When Assembling Parts 3 and 12Asim khanNo ratings yet
- Uniroyal Data BookDocument30 pagesUniroyal Data Bookaris_aquino_1No ratings yet
- Prediction of Car Ground ClearanceDocument5 pagesPrediction of Car Ground ClearancedessaaNo ratings yet
- Mine haul road maintenance management systems optimized for cost reductionDocument2 pagesMine haul road maintenance management systems optimized for cost reductionJulnop Yohanis KanekoNo ratings yet
- Illustrated Parts Manual: Models E/M400A/Aj Ajpnarrow E/M450A/AjDocument208 pagesIllustrated Parts Manual: Models E/M400A/Aj Ajpnarrow E/M450A/AjhectorNo ratings yet
- Is 4576 PDFDocument45 pagesIs 4576 PDFAnonymous SRxMHY1FPNo ratings yet
- Pithauler Specifications PowertransDocument4 pagesPithauler Specifications PowertransMarc FluNo ratings yet
- Goped 750 ManualDocument8 pagesGoped 750 ManualClay FreemanNo ratings yet
- Mechanical Engineering Automobile EngineeringDocument20 pagesMechanical Engineering Automobile EngineeringNilesh patilNo ratings yet
- Service Manual: (From Serial Number 100 To 1186)Document275 pagesService Manual: (From Serial Number 100 To 1186)Giorgio FerNo ratings yet
- Safdar CSDocument24 pagesSafdar CSAwais KhanNo ratings yet
- LJ125T 16A InstructionsDocument65 pagesLJ125T 16A Instructionssamir yayaNo ratings yet
- 5 Herramientas de Tren de FuerzaDocument255 pages5 Herramientas de Tren de Fuerzacaptain_commander100% (1)