You might also like
- Effect of C & Cr. On Brightness of Galvanizing SurfaceDocument1 pageEffect of C & Cr. On Brightness of Galvanizing Surfacepbp2956No ratings yet
- Satrangi Europe 11D 10MDocument6 pagesSatrangi Europe 11D 10Mpbp2956No ratings yet
- Kaizen PrinciplesDocument42 pagesKaizen PrinciplesRaj100% (2)
- Selecting Statistically Valid Sampling Plans: Dr. Wayne A. TaylorDocument15 pagesSelecting Statistically Valid Sampling Plans: Dr. Wayne A. Taylorpbp2956No ratings yet
- Adhesion Tape Specification 51596.Document1 pageAdhesion Tape Specification 51596.pbp2956No ratings yet
- Nonvolatile Residue of Polymerization Grade Butadiene: Standard Test Method ForDocument2 pagesNonvolatile Residue of Polymerization Grade Butadiene: Standard Test Method Forpbp2956No ratings yet
- Tolerance For CHSDocument1 pageTolerance For CHSpbp2956No ratings yet
- GSL Appearance GuideDocument4 pagesGSL Appearance Guidepbp2956No ratings yet
- Beta SD RSquared-Mutual Fund KnowledgeDocument2 pagesBeta SD RSquared-Mutual Fund Knowledgepbp2956No ratings yet
- Freezing Points of High-Purity Hydrocarbons: Standard Test Method ForDocument11 pagesFreezing Points of High-Purity Hydrocarbons: Standard Test Method Forpbp2956No ratings yet
- ASTM D1018-1999 Standard Specification For PVC Plastic Pipe Schedule 40,80 & 120Document11 pagesASTM D1018-1999 Standard Specification For PVC Plastic Pipe Schedule 40,80 & 120pbp2956No ratings yet
- Inspection of HDG After FabricationDocument27 pagesInspection of HDG After Fabricationpbp2956No ratings yet
- Steel 2141967Document388 pagesSteel 2141967Seifeldin Ali Marzouk100% (1)
- Hydrogen in Petroleum Fractions: Standard Test Method ForDocument4 pagesHydrogen in Petroleum Fractions: Standard Test Method Forpbp2956No ratings yet
- Corus Steel Shape Specification Catalog BS5950 Sept 13Document1 pageCorus Steel Shape Specification Catalog BS5950 Sept 13pbp2956No ratings yet
- Advance To BS5950 Sept 13Document60 pagesAdvance To BS5950 Sept 13getnihalNo ratings yet
- GB 1591 Q420 Steel PropertiesDocument6 pagesGB 1591 Q420 Steel Propertiespbp2956No ratings yet
- SlaDocument13 pagesSlapbp2956No ratings yet
- Defects Per Million OpportunitiesDocument6 pagesDefects Per Million Opportunitiespbp2956100% (1)
- GB700-88 Stanadard Extract PageDocument1 pageGB700-88 Stanadard Extract Pagepbp2956No ratings yet
- Thomas Cook 13D 12N-Premimum Budget13Document9 pagesThomas Cook 13D 12N-Premimum Budget13pbp2956No ratings yet
- PresentingSixSigma NewDocument56 pagesPresentingSixSigma Newpbp2956No ratings yet
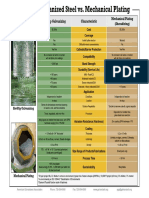
- Hot-Dip Galvanizing Vs Mechanical PlatingDocument2 pagesHot-Dip Galvanizing Vs Mechanical Platingpbp2956No ratings yet
- Influence of Alloy Elements On Structure and Corrosion ResistanceDocument10 pagesInfluence of Alloy Elements On Structure and Corrosion Resistancepbp2956No ratings yet
- Flux Skimming PDFDocument6 pagesFlux Skimming PDFpbp2956No ratings yet
- Pipe Galvanizing ProcessDocument32 pagesPipe Galvanizing ProcessPatrick DominguezNo ratings yet
- Chemical Reaction Between Chromates and Galvanized SteelDocument1 pageChemical Reaction Between Chromates and Galvanized Steelpbp2956No ratings yet
- B897 - 03 - Zinc Jumbo BlockDocument4 pagesB897 - 03 - Zinc Jumbo Blockpbp2956No ratings yet
- Corrosion Behaviour of Zinc Coating by Polarization MeasurementDocument6 pagesCorrosion Behaviour of Zinc Coating by Polarization Measurementpbp2956No ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Contemporary Philippine Arts From The Regions: Quarter 3Document15 pagesContemporary Philippine Arts From The Regions: Quarter 3Ackie Inacay RosarioNo ratings yet
- Plug & Socket TypesDocument49 pagesPlug & Socket TypeskerissaktiemasNo ratings yet
- HTTP Verbs GET POST PUT PATCH DELETE (39Document12 pagesHTTP Verbs GET POST PUT PATCH DELETE (39Jefferson EducacionNo ratings yet
- Christmas Around the WorldDocument16 pagesChristmas Around the WorldVioleta Veljanovska100% (1)
- General Guidelines For Design and Construction of Concrete Diaphram (Slurry) WallsDocument108 pagesGeneral Guidelines For Design and Construction of Concrete Diaphram (Slurry) WallsharleyNo ratings yet
- A Kitchen in The Corner of The HouseDocument2 pagesA Kitchen in The Corner of The HousedanielrubarajNo ratings yet
- BR A Consumables Catalog ElecDocument31 pagesBR A Consumables Catalog Elecdweil1552No ratings yet
- English Task Resumido 2Document12 pagesEnglish Task Resumido 2Luis ArmandoNo ratings yet
- ParikalpDocument43 pagesParikalpManish JaiswalNo ratings yet
- Moral Theories: Presented By: Sedrick M. MallariDocument27 pagesMoral Theories: Presented By: Sedrick M. MallariAlyssa De PaduaNo ratings yet
- Heat Exchanger Design and Drawing FundamentalsDocument11 pagesHeat Exchanger Design and Drawing Fundamentalsjeevanantham 5846No ratings yet
- Prometheus BoundDocument10 pagesPrometheus BoundPhillip HosfeldtNo ratings yet
- Meditations on Ancient Astrology Principles from Brihat Parashari HorāDocument87 pagesMeditations on Ancient Astrology Principles from Brihat Parashari HorāPrasanna KumarNo ratings yet
- Medicinal Chemistry 1 - Drug MetabolismDocument39 pagesMedicinal Chemistry 1 - Drug MetabolismPark arimaNo ratings yet
- Pharmaceutics | Water Solubility and Dissolution RateDocument11 pagesPharmaceutics | Water Solubility and Dissolution RateAnnisa AgustinaNo ratings yet
- The Role of Women in The Livelihood Strategies of The House Hold: Case of Geressie Woreda, Gamo Zone, EthiopiaDocument95 pagesThe Role of Women in The Livelihood Strategies of The House Hold: Case of Geressie Woreda, Gamo Zone, Ethiopiaermias eshetu100% (3)
- 03-Mechanical Seal &seal System Basics-REV01Document39 pages03-Mechanical Seal &seal System Basics-REV01Fayez Al-ahmadiNo ratings yet
- داينمك الملزمة كاملةDocument79 pagesداينمك الملزمة كاملةarno assassin33% (3)
- Pancreatic NekrosisDocument8 pagesPancreatic Nekrosisrisyda_mkhNo ratings yet
- Uv Spectrophotometric Estimation of Carvedilol Hydrochloride by First Order Derivative and Area Under Curve Methods in Bulk and PH PDFDocument7 pagesUv Spectrophotometric Estimation of Carvedilol Hydrochloride by First Order Derivative and Area Under Curve Methods in Bulk and PH PDFMeilia SuhermanNo ratings yet
- Alcon Capacitor AC Mp4aDocument6 pagesAlcon Capacitor AC Mp4aDAC Secretary EENo ratings yet
- CSO Skull SeriesDocument2 pagesCSO Skull SeriesWilchanNo ratings yet
- Study Plan NCEPU PDFDocument2 pagesStudy Plan NCEPU PDFAhsan100% (1)
- Calculator For SW Density Changes - Effect of List On Ships DraftDocument3 pagesCalculator For SW Density Changes - Effect of List On Ships DraftHein Thurein KyawNo ratings yet
- Lea 2 PDFDocument21 pagesLea 2 PDFKY Renz100% (1)
- See Catalog: Get A QuoteDocument4 pagesSee Catalog: Get A QuoteahnafNo ratings yet
- User ManualDocument14 pagesUser ManualKhaled BellegdyNo ratings yet
- Ben Wilkins PRISON MADNESS and LOVE LETTERS: THE LOST ARTDocument5 pagesBen Wilkins PRISON MADNESS and LOVE LETTERS: THE LOST ARTBarbara BergmannNo ratings yet
- Chem Tech South 2013 - ConferenceDocument5 pagesChem Tech South 2013 - ConferenceAbirami PriyadharsiniNo ratings yet
- TED BENTON: Is Capitalism Sustainable?Document2 pagesTED BENTON: Is Capitalism Sustainable?api-25932856No ratings yet