You might also like
- API Grade - Standard Product Range Rev.01Document1 pageAPI Grade - Standard Product Range Rev.01Dhanus KodiNo ratings yet
- RFQ AnalysisDocument1 pageRFQ AnalysisDhanus KodiNo ratings yet
- Injection Molding Cycle Time CalculatorDocument8 pagesInjection Molding Cycle Time CalculatorDhanus KodiNo ratings yet
- Raw Material Vendor List AerspaceDocument5 pagesRaw Material Vendor List AerspaceDhanus KodiNo ratings yet
- How To Write A Technical Paper Article WhitesideDocument8 pagesHow To Write A Technical Paper Article WhitesideDhanus KodiNo ratings yet
- Personel Financial StatusDocument3 pagesPersonel Financial StatusDhanus KodiNo ratings yet
- Lesson 9 - Estimating & Comparing Weld Metal CostsDocument2 pagesLesson 9 - Estimating & Comparing Weld Metal CostsDhanus KodiNo ratings yet
- Valve Machining TimeDocument2 pagesValve Machining TimeDhanus KodiNo ratings yet
- Approved Raw-Materials SuppliersDocument5 pagesApproved Raw-Materials SuppliersDhanus KodiNo ratings yet
- Lathe and VMC Cycle Time CalculatorDocument5 pagesLathe and VMC Cycle Time CalculatorDhanus KodiNo ratings yet
- As On Aug 2021 - : Inlcuding CommissionDocument2 pagesAs On Aug 2021 - : Inlcuding CommissionDhanus KodiNo ratings yet
- Stamping Blank and Tonnage CalculatorDocument10 pagesStamping Blank and Tonnage CalculatorDhanus KodiNo ratings yet
- SCM Series With TeflonDocument2 pagesSCM Series With TeflonDhanus KodiNo ratings yet
- Inventory MaterialDocument2 pagesInventory MaterialDhanus KodiNo ratings yet
- PurchaseDocument1 pagePurchaseDhanus KodiNo ratings yet
- Product DevelopDocument1 pageProduct DevelopDhanus KodiNo ratings yet
- DesignDocument1 pageDesignDhanus KodiNo ratings yet
- Approved Raw-Materials SuppliersDocument4 pagesApproved Raw-Materials SuppliersDhanus KodiNo ratings yet
- Milling Cycle-Time CalculationDocument47 pagesMilling Cycle-Time CalculationDhanus KodiNo ratings yet
- TNSTCDocument1 pageTNSTCDhanus KodiNo ratings yet
- Enhanced cemented carbides for PM tooling applicationsDocument8 pagesEnhanced cemented carbides for PM tooling applicationsDhanus KodiNo ratings yet
- Flight TicketsDocument2 pagesFlight TicketsDhanus KodiNo ratings yet
- Tan para Rubber SheetingDocument1 pageTan para Rubber SheetingDhanus KodiNo ratings yet
- Stellram Turning Cutting Speeds Inch PDFDocument4 pagesStellram Turning Cutting Speeds Inch PDFAJi Syaeful BarkahNo ratings yet
- 2.32.2 Shotblast Tan para Rubber Sheeting TdsDocument1 page2.32.2 Shotblast Tan para Rubber Sheeting TdsDhanus KodiNo ratings yet
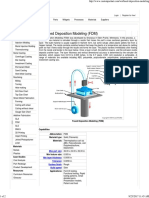
- Fused Deposition Modeling (FDM)Document2 pagesFused Deposition Modeling (FDM)Dhanus KodiNo ratings yet
- Machining Time Required For Taper Grinding and Its Cost Analysis in G17-22U Grinding MachineDocument5 pagesMachining Time Required For Taper Grinding and Its Cost Analysis in G17-22U Grinding MachineAnonymous VRspXsmNo ratings yet
- 2.32.2 Shotblast Tan para Rubber Sheeting TdsDocument1 page2.32.2 Shotblast Tan para Rubber Sheeting TdsDhanus KodiNo ratings yet
- Al Alloy Tec DataDocument5 pagesAl Alloy Tec DataDhanus KodiNo ratings yet
- Quality FastenersDocument13 pagesQuality FastenersDhanus KodiNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Negros Oriental State University Bayawan - Sta. Catalina CampusDocument6 pagesNegros Oriental State University Bayawan - Sta. Catalina CampusKit EdrialNo ratings yet
- Fuji NB Series: HMI SettingDocument3 pagesFuji NB Series: HMI SettingkarthikNo ratings yet
- SELECT-OPTIONS F4 Help in ABAP Report Programs - SAP BlogsDocument1 pageSELECT-OPTIONS F4 Help in ABAP Report Programs - SAP BlogsOrsis LynxNo ratings yet
- Introduction To The Ibm Dataops Methodology and PracticeDocument30 pagesIntroduction To The Ibm Dataops Methodology and PracticeGriseldaNo ratings yet
- Lecture 1 - IntroDocument57 pagesLecture 1 - IntroYi HengNo ratings yet
- Word Associate Module 1 Tasks L1 To L6Document48 pagesWord Associate Module 1 Tasks L1 To L6Габриела МихайловаNo ratings yet
- GLOSSARYDocument21 pagesGLOSSARYDeibys LynchNo ratings yet
- Brosur 2004N DadfDocument4 pagesBrosur 2004N DadfwicoroNo ratings yet
- Chef With AIX OverviewDocument34 pagesChef With AIX OverviewsudhakarNo ratings yet
- Oracle® Warehouse Builder API and Scripting ReferenceDocument206 pagesOracle® Warehouse Builder API and Scripting ReferenceranusofiNo ratings yet
- FX Training ManualDocument128 pagesFX Training ManualKHÔI HUỲNH ANHNo ratings yet
- Vw-Gate: Intelligent WirelessDocument4 pagesVw-Gate: Intelligent WirelessFranciscoNo ratings yet
- TOEFL ITP Test Taker ProceduresDocument14 pagesTOEFL ITP Test Taker Proceduresika sihalohoNo ratings yet
- 2021 (A)Document11 pages2021 (A)BM WalterNo ratings yet
- Eer Dslam NesDocument3 pagesEer Dslam Nesjemal yahyaaNo ratings yet
- Dipesh Bhatta3Document6 pagesDipesh Bhatta3Dipesh Bhatta NetworkingNo ratings yet
- 61bdbf24499f9 - Computer Network Note (1) byDocument13 pages61bdbf24499f9 - Computer Network Note (1) byAnuska ThapaNo ratings yet
- 1-117 Ac Comp QuizDocument394 pages1-117 Ac Comp Quizmayank shukla100% (1)
- Fire Detection and Extinguishing RobotDocument1 pageFire Detection and Extinguishing RobotTalha HanifNo ratings yet
- Lesson 2.2 Types of Data ModelsDocument10 pagesLesson 2.2 Types of Data ModelsFlorence Britania-ReyesNo ratings yet
- Rasberry Pi Seminar AbstractDocument3 pagesRasberry Pi Seminar AbstractArjun KomathNo ratings yet
- Verilog Code For Car Parking System - FPGA4studentDocument6 pagesVerilog Code For Car Parking System - FPGA4studentHari Ram Kumar67% (3)
- Not For Sale: (Grade 8 Regular)Document148 pagesNot For Sale: (Grade 8 Regular)Nathaniel MungcalNo ratings yet
- The State of The Art of Agile Kanban Method ChalleDocument16 pagesThe State of The Art of Agile Kanban Method Challe21P113 - MOHAMMED FAHAD ANo ratings yet
- Meteo 40 enDocument286 pagesMeteo 40 enpervaizahmad145No ratings yet
- Mark Ciampa-CompTIA Security+ Guide To Network Security Fundamentals (600-724)Document125 pagesMark Ciampa-CompTIA Security+ Guide To Network Security Fundamentals (600-724)Nazario Muanbama Etoho100% (1)
- En Genetec HID Global VertX EVO V1000 Specifications SheetDocument2 pagesEn Genetec HID Global VertX EVO V1000 Specifications SheetPervaiz AnjumNo ratings yet
- TPK Database May 2009Document1,544 pagesTPK Database May 2009api-17236257No ratings yet
- LogDocument17 pagesLogRoman KuliberdaNo ratings yet
- 5-Wiring Diagram TitleDocument13 pages5-Wiring Diagram TitleOswald MelvilleNo ratings yet