You might also like
- Excess FLow ValveDocument9 pagesExcess FLow ValvechloeNo ratings yet
- Decomposition of Sodium ChlorateDocument3 pagesDecomposition of Sodium Chlorateعبد القادر حدادNo ratings yet
- Electropure EDI Engr OEM Manual v3.5.0 (CE)Document81 pagesElectropure EDI Engr OEM Manual v3.5.0 (CE)Fábio GomesNo ratings yet
- Effects of Orifice Plate Meters Installed Backwards White PaperDocument5 pagesEffects of Orifice Plate Meters Installed Backwards White PaperPhilip A Lawrence C.Eng. F. Inst M.C.No ratings yet
- Guideline Chlorine Gas Pipeline 10032019 RevisedDocument40 pagesGuideline Chlorine Gas Pipeline 10032019 RevisedDarshan PatelNo ratings yet
- High Integrity Protective SystemsDocument9 pagesHigh Integrity Protective SystemsAbhiyan Anala ArvindNo ratings yet
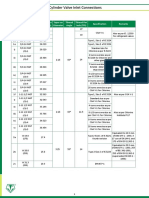
- Cylinder Valve Inlet TypeDocument2 pagesCylinder Valve Inlet TypeGore JiangNo ratings yet
- Ammonium Carbamte P, T - BASFDocument4 pagesAmmonium Carbamte P, T - BASFVinh Do ThanhNo ratings yet
- 500 02006Document24 pages500 02006zizitro100% (1)
- Deionized For Cooling Tower PDFDocument8 pagesDeionized For Cooling Tower PDFThipsuree KornboonraksaNo ratings yet
- Chlorine Supply ContainersDocument6 pagesChlorine Supply ContainersDaniel Puello RodeloNo ratings yet
- GEST 12 406 Edition 1Document55 pagesGEST 12 406 Edition 1GILBERT100% (1)
- DS32 01 Pump Stations Borehole MechanicalDocument71 pagesDS32 01 Pump Stations Borehole MechanicalZerathan OmaeNo ratings yet
- Design and Operation of Emergency Chlorine Absorption SystemsDocument18 pagesDesign and Operation of Emergency Chlorine Absorption Systemsahmed aliNo ratings yet
- Reverse Osmosis System FaridDocument30 pagesReverse Osmosis System FaridAchFaridWadjdiNo ratings yet
- Chlorine LeakDocument14 pagesChlorine LeakudayNo ratings yet
- Desalination Plant of TobrukDocument21 pagesDesalination Plant of TobrukMotaz ZgogoNo ratings yet
- BGQYNDocument3 pagesBGQYNdalton2003No ratings yet
- Packing FactorDocument80 pagesPacking FactorRabya Sana100% (1)
- Instrumentation and Process Control: Pamantasan NG Lungsod NG MaynilaDocument52 pagesInstrumentation and Process Control: Pamantasan NG Lungsod NG MaynilaAmiel DionisioNo ratings yet
- 05 V PattabathulaDocument16 pages05 V Pattabathulapcorreia_81No ratings yet
- TSG C 001 Membrane Cleaning Guide Water Application ElementsDocument5 pagesTSG C 001 Membrane Cleaning Guide Water Application ElementsSaeed DehestaniatharNo ratings yet
- Breakaways enDocument20 pagesBreakaways enAcid HadiNo ratings yet
- Ozone PDFDocument4 pagesOzone PDFShesharam ChouhanNo ratings yet
- Glycol Dehydration Systems PsDocument3 pagesGlycol Dehydration Systems Psedgardiaz5519No ratings yet
- Design of Gas Absorber For The Exhaust Gases of Ammonia PlantDocument11 pagesDesign of Gas Absorber For The Exhaust Gases of Ammonia PlantVan Lim100% (1)
- Ausmelt Matte Smelting PDFDocument12 pagesAusmelt Matte Smelting PDFgtdomboNo ratings yet
- Random PackingDocument4 pagesRandom PackingAadam AryanNo ratings yet
- Anti ScalantDocument14 pagesAnti ScalantassurendranNo ratings yet
- XIGA™ Dead-End Ultrafiltration in Water TreatmentDocument32 pagesXIGA™ Dead-End Ultrafiltration in Water TreatmentcysautsNo ratings yet
- Determination of Toxic Organic Chemicals In Natural Waters, Sediments and Soils: Determination and AnalysisFrom EverandDetermination of Toxic Organic Chemicals In Natural Waters, Sediments and Soils: Determination and AnalysisRating: 3 out of 5 stars3/5 (1)
- Hsg28 - Safety Advice For Bulk Chlorine InstallationsDocument131 pagesHsg28 - Safety Advice For Bulk Chlorine InstallationsQubit SizedNo ratings yet
- Stress Corrosion Cracking - A Caustic ExperienceDocument3 pagesStress Corrosion Cracking - A Caustic Experienceramadoss_alwar7307No ratings yet
- Abu Orf M.M. Centrate Viscosity For Continuous Monitoring of Polymer Feed in Dew Ate Ring Applications 2003Document8 pagesAbu Orf M.M. Centrate Viscosity For Continuous Monitoring of Polymer Feed in Dew Ate Ring Applications 2003fermortaraNo ratings yet
- The Chlorine Manual Sixth EditionDocument5 pagesThe Chlorine Manual Sixth Editionfrapa070No ratings yet
- Chilled Water TreatmentDocument10 pagesChilled Water TreatmentacmvorgNo ratings yet
- ChlorineDocument20 pagesChlorineBanamali Mohanta100% (1)
- B.Tech CH PDFDocument146 pagesB.Tech CH PDFAshutosh MishraNo ratings yet
- PMR v27 I4 157 169 PDFDocument13 pagesPMR v27 I4 157 169 PDFpsnmurthy333No ratings yet
- Anodamine HPFGDocument69 pagesAnodamine HPFGmasgrahaNo ratings yet
- Prodution of Ferrous Sulfate From SteelmakingDocument7 pagesProdution of Ferrous Sulfate From SteelmakinganaazizNo ratings yet
- Apollo Tyres LTD, Chennai 3dtrasar Startup Report Stock Cooling Tower-Phase-3Document13 pagesApollo Tyres LTD, Chennai 3dtrasar Startup Report Stock Cooling Tower-Phase-3EBINESARNo ratings yet
- Internal Epoxy Coating in Surface CondenserDocument14 pagesInternal Epoxy Coating in Surface CondenserChaudhari SanketNo ratings yet
- Barclay, 2007 - SMR LNG ProcessDocument10 pagesBarclay, 2007 - SMR LNG ProcessfatimaludovicoNo ratings yet
- Room Temperature Synthesis of Copper Oxide Nanoparticles Morphological Evaluation and Their Catalytic Applications For Degradation of Dyes and C-N Bond Formation Reaction PDFDocument11 pagesRoom Temperature Synthesis of Copper Oxide Nanoparticles Morphological Evaluation and Their Catalytic Applications For Degradation of Dyes and C-N Bond Formation Reaction PDFAshpavi ArunNo ratings yet
- Tower Line Size Criteria PDFDocument1 pageTower Line Size Criteria PDFBurhanNo ratings yet
- Influence of Activated Sludge Flocculation Time On Secondary ClarificationDocument8 pagesInfluence of Activated Sludge Flocculation Time On Secondary ClarificationRC Dela RocaNo ratings yet
- ASTM Standards For Membrane FiltersDocument2 pagesASTM Standards For Membrane FiltersSaurabh ChoudhariNo ratings yet
- Product Leaflet Seawater Electrochlorination PDFDocument4 pagesProduct Leaflet Seawater Electrochlorination PDFgkdora574No ratings yet
- UFC-85 Plants For Urea Fertilizer Projects: Recommended DosageDocument8 pagesUFC-85 Plants For Urea Fertilizer Projects: Recommended Dosagevaratharajan g rNo ratings yet
- Chlorine Handling ManualDocument18 pagesChlorine Handling Manualsumitanurag100% (1)
- Desplazamiento Positivo PDFDocument20 pagesDesplazamiento Positivo PDFMelina SbhNo ratings yet
- Feralco Liquid Aluminium Sulphate BrochureDocument5 pagesFeralco Liquid Aluminium Sulphate BrochurenoelhalloranNo ratings yet
- The Difference Between API, DIN, IsO, ASME PumpsDocument1 pageThe Difference Between API, DIN, IsO, ASME PumpstoicantailieunhatNo ratings yet
- Alum Sulphate LiqDocument7 pagesAlum Sulphate LiqMuhammad Farhan AfifuddinNo ratings yet
- PR Ch1 Soal 1 Dan 18Document2 pagesPR Ch1 Soal 1 Dan 18andriNo ratings yet
- Distilled WaterDocument6 pagesDistilled WaterandriNo ratings yet
- Ta Percobaan %konsentrasi Awal (G/L)Document13 pagesTa Percobaan %konsentrasi Awal (G/L)andriNo ratings yet
- Engineering Economics FINAL Exam 2008 No SLTNDocument3 pagesEngineering Economics FINAL Exam 2008 No SLTNRetno Tri HastutiNo ratings yet
- Airdryers: HamrinDocument30 pagesAirdryers: HamrinGuillermoNo ratings yet
- Exercises (1) Fluids PropertiessDocument5 pagesExercises (1) Fluids PropertiesslizethdinoraNo ratings yet
- GP Leaflet PDFDocument2 pagesGP Leaflet PDFferhat kahveciNo ratings yet
- HMBD 15 MWDocument3 pagesHMBD 15 MWDebkumar958No ratings yet
- Hydraulics FormulaDocument1 pageHydraulics FormulalifeadventureNo ratings yet
- JayDocument13 pagesJaySam SepiolNo ratings yet
- Portable Cabin Pressure Test Unit MDocument1 pagePortable Cabin Pressure Test Unit MGenaire LimitedNo ratings yet
- Syllabus TurbomachinesDocument10 pagesSyllabus Turbomachinesdinu098No ratings yet
- MS Samsung Ar7000 Inverter Airconditioning PDFDocument2 pagesMS Samsung Ar7000 Inverter Airconditioning PDFMacSparesNo ratings yet
- 15ME53Document2 pages15ME53karl100% (1)
- Stoichiometry and Process Calculations - K. v. Narayanan and B. LakshmikuttyDocument167 pagesStoichiometry and Process Calculations - K. v. Narayanan and B. LakshmikuttyAshish Kumar50% (16)
- Steam Boiler - Hydrostatic Test in Steam BoilerDocument2 pagesSteam Boiler - Hydrostatic Test in Steam BoilerRoland NicolasNo ratings yet
- Handbuch HYCOOL ENDocument39 pagesHandbuch HYCOOL ENJavier AffifNo ratings yet
- AS SA N: E. ValvesDocument5 pagesAS SA N: E. ValvesadnanNo ratings yet
- Subject:-Engineering Thermodynamics Topic: - First Law of ThermodynamicsDocument78 pagesSubject:-Engineering Thermodynamics Topic: - First Law of Thermodynamicsuday kiran thagirchi100% (1)
- Calorific Test of Gaseous FuelDocument12 pagesCalorific Test of Gaseous FuelJohn Reantaso33% (3)
- Gast Test AnalysisDocument10 pagesGast Test Analysismariem.soueidiNo ratings yet
- HT of CO2 Fire ExtinguisherDocument4 pagesHT of CO2 Fire ExtinguisherTapan ChandratreNo ratings yet
- Fluid Mechanics ProjectDocument5 pagesFluid Mechanics ProjectHAmza AliNo ratings yet
- Group II 18 2016 AnswerKeyDocument2 pagesGroup II 18 2016 AnswerKeyMr. Y. PratapNo ratings yet
- Calculation of Orifice Plate Hole DiameterDocument3 pagesCalculation of Orifice Plate Hole DiameterhiuNo ratings yet
- Methyldiethanolamine As A Solvent For Gas DesulfurizationDocument66 pagesMethyldiethanolamine As A Solvent For Gas DesulfurizationAnime MtNo ratings yet
- Chapter 3 - TurbomachineryDocument27 pagesChapter 3 - TurbomachineryNicholas EmildasNo ratings yet
- Petroleum Reservoirs Production From Petroleum ReservoirsDocument13 pagesPetroleum Reservoirs Production From Petroleum ReservoirsMahmoud Ahmed Ali AbdelrazikNo ratings yet
- Reaction Turbine (FM61)Document3 pagesReaction Turbine (FM61)Mintesnot Abera100% (1)
- Avelair Refrigerant Dryers PDFDocument2 pagesAvelair Refrigerant Dryers PDFNuno PaivaNo ratings yet
- DS2100 Standard EU ENDocument31 pagesDS2100 Standard EU ENsundaygboroNo ratings yet
- Air Compressor Lab PDFDocument4 pagesAir Compressor Lab PDFbernabas100% (2)
- Hydraulics Engineering Lec 5-Weirs and FlumeDocument17 pagesHydraulics Engineering Lec 5-Weirs and FlumeUsman Afzal0% (1)
- Enclosed/ Confined Space Entry Permit: As Per ISGOTT - Chapter 10Document4 pagesEnclosed/ Confined Space Entry Permit: As Per ISGOTT - Chapter 10irakli100% (2)