You might also like
- 48 Ragab 1-s2.0-S2352152X23004528-main - CompressedDocument14 pages48 Ragab 1-s2.0-S2352152X23004528-main - CompressedAbo AmroNo ratings yet
- Carbon AmmoniaDocument9 pagesCarbon AmmoniaFeyi AsgillNo ratings yet
- Energy Conversion and Management: Dehua Cai, Jingkai Jiang, Guogeng He, Keqiao Li, Lijuan Niu, Ruxi XiaoDocument12 pagesEnergy Conversion and Management: Dehua Cai, Jingkai Jiang, Guogeng He, Keqiao Li, Lijuan Niu, Ruxi XiaoKArenNo ratings yet
- Won Chala 2014Document13 pagesWon Chala 2014PriamdanduNo ratings yet
- Meza 2014Document8 pagesMeza 2014Angel LopezNo ratings yet
- Energies: Thermal Analysis of A Solar Powered Absorption Cooling System With Fully Mixed Thermal Storage at StartupDocument19 pagesEnergies: Thermal Analysis of A Solar Powered Absorption Cooling System With Fully Mixed Thermal Storage at StartupPedro HenriqueNo ratings yet
- Design and Analysis of Water Cooled Condenser: Sanjana V. Bharambe, Susmit A. Mulay, Suyash JadhavDocument5 pagesDesign and Analysis of Water Cooled Condenser: Sanjana V. Bharambe, Susmit A. Mulay, Suyash JadhavAungThawNyeinChanNo ratings yet
- Aghniaey Comparison 2014Document7 pagesAghniaey Comparison 2014Gerson Tomas Varela GarciaNo ratings yet
- The Theoretical Analysis of H O-Libr Absorption Refrigeration System Using Al O NanoparticlesDocument18 pagesThe Theoretical Analysis of H O-Libr Absorption Refrigeration System Using Al O NanoparticlesTJPRC PublicationsNo ratings yet
- Jten-2020-6-4.16227Document20 pagesJten-2020-6-4.16227SalemNo ratings yet
- Analysis of Temperature Glide Matching of Heat Pumps With Zeotropic Working Fluid Mixtures For Different Temperature GlidesDocument11 pagesAnalysis of Temperature Glide Matching of Heat Pumps With Zeotropic Working Fluid Mixtures For Different Temperature GlidesRodrigo Salgado PradenasNo ratings yet
- Materials Today: ProceedingsDocument4 pagesMaterials Today: ProceedingsYash SuryawanshiNo ratings yet
- Energy: J.A. Hern Andez-Magallanes, L.A. Domínguez-Inzunza, G. Guti Errez-Urueta, P. Soto, C. Jim Enez, W. RiveraDocument8 pagesEnergy: J.A. Hern Andez-Magallanes, L.A. Domínguez-Inzunza, G. Guti Errez-Urueta, P. Soto, C. Jim Enez, W. RiveraKArenNo ratings yet
- Vol-1, Issue-5Document7 pagesVol-1, Issue-5Ijrei JournalNo ratings yet
- Energies 10 00440 v3Document21 pagesEnergies 10 00440 v3AAli ManaNo ratings yet
- Green Adsorption ChillerDocument20 pagesGreen Adsorption ChillerSachin YadavNo ratings yet
- 2.1 Demands For CoolingDocument25 pages2.1 Demands For CoolingVivek LokhandeNo ratings yet
- Applied Thermal Engineering: Saad Ayub Jajja, Wajahat Ali, Ha Fiz Muhammad Ali, Aysha Maryam AliDocument7 pagesApplied Thermal Engineering: Saad Ayub Jajja, Wajahat Ali, Ha Fiz Muhammad Ali, Aysha Maryam AliSaad Ayub JajjaNo ratings yet
- Bahan Bejana Tekan 1Document5 pagesBahan Bejana Tekan 1Anonymous FZdJNsR9oNo ratings yet
- Ijet V2i6p2Document6 pagesIjet V2i6p2International Journal of Engineering and TechniquesNo ratings yet
- LPG Refrigeration ProposalDocument11 pagesLPG Refrigeration ProposalRahul100% (1)
- Performance Simulation of Two-Bed Adsorption Refrigeration Chiller With Mass RecoveryDocument8 pagesPerformance Simulation of Two-Bed Adsorption Refrigeration Chiller With Mass RecoveryCioara SimonaNo ratings yet
- Integrated Vapor Compression Chiller With Bottoming Organic Rankine Cycle and Onsite Low-Grade Renewable EnergyDocument41 pagesIntegrated Vapor Compression Chiller With Bottoming Organic Rankine Cycle and Onsite Low-Grade Renewable Energytauseef114No ratings yet
- Energies: Evaporator Optimization of Refrigerator Systems Using Quality AnalysisDocument13 pagesEnergies: Evaporator Optimization of Refrigerator Systems Using Quality AnalysisLucas Karkow PulsNo ratings yet
- Moreno Quintanar2012Document7 pagesMoreno Quintanar2012KArenNo ratings yet
- Performance Analysis and Working Uids Selection of Solar Powered Organic Rankine-Vapor Compression Ice MakerDocument8 pagesPerformance Analysis and Working Uids Selection of Solar Powered Organic Rankine-Vapor Compression Ice MakerMossa LaidaniNo ratings yet
- Hvacr Case Study Research PaperDocument6 pagesHvacr Case Study Research PaperAadarshNo ratings yet
- Design Optimization and Simulation of An Ice Plant Working by Solar Adsorption TechnologyDocument10 pagesDesign Optimization and Simulation of An Ice Plant Working by Solar Adsorption TechnologySellihca EcleoNo ratings yet
- Energy Conversion and Management: Zhanwei Guo, Zhi Zhang, Yaping Chen, Jiafeng Wu, Cong DongDocument9 pagesEnergy Conversion and Management: Zhanwei Guo, Zhi Zhang, Yaping Chen, Jiafeng Wu, Cong DongArvin SohrabiNo ratings yet
- Sorption Thermodynamic Efficiency of Water Vapor - Solid Chemical Sorption Heat Storage For BuildingsDocument14 pagesSorption Thermodynamic Efficiency of Water Vapor - Solid Chemical Sorption Heat Storage For BuildingsAl JawadNo ratings yet
- Thermodynamic Modelling of A Single-Effect Absorption CycleDocument14 pagesThermodynamic Modelling of A Single-Effect Absorption CyclealbertoNo ratings yet
- Energy and Exergy Analysis of The Performance of 10 TR Lithium Bromide - Water Absorption ChillerDocument10 pagesEnergy and Exergy Analysis of The Performance of 10 TR Lithium Bromide - Water Absorption ChillerAlvaro Antonio Ochoa VillaNo ratings yet
- Energy Efficiency in Building Using Co2 Heat Pump Water HeatingDocument7 pagesEnergy Efficiency in Building Using Co2 Heat Pump Water HeatingMarclauryn AdewaleNo ratings yet
- Sustainable Energy Technologies and AssessmentsDocument13 pagesSustainable Energy Technologies and AssessmentsMuhammadAsimNo ratings yet
- 1 s2.0 S0196890422014273 MainDocument18 pages1 s2.0 S0196890422014273 Mainabdullah khanNo ratings yet
- Fenrg 11 1257865Document13 pagesFenrg 11 1257865Hakan ÜçokNo ratings yet
- Jurnal Tentang Komparasi Binary, Ternary, Dan Quartenary Dan Modelling Penukar KalorDocument12 pagesJurnal Tentang Komparasi Binary, Ternary, Dan Quartenary Dan Modelling Penukar KalorNasution PangestuNo ratings yet
- البحث الثانيDocument15 pagesالبحث الثانيBahaa SalehNo ratings yet
- Sciencedirect: Amit Kumar, Avadhesh YadavDocument13 pagesSciencedirect: Amit Kumar, Avadhesh YadavmadelyNo ratings yet
- Content FileDocument38 pagesContent Filejawad khalidNo ratings yet
- Desalination 1Document13 pagesDesalination 1weda allamNo ratings yet
- 68-Solar Waste Heat Driven Two-Stage AdsorptionDocument9 pages68-Solar Waste Heat Driven Two-Stage Adsorptionali105No ratings yet
- A Novel Hybrid Solid Sorption Compression Refrigerati - 2020 - International JouDocument29 pagesA Novel Hybrid Solid Sorption Compression Refrigerati - 2020 - International JouJake OkuyeNo ratings yet
- Applied Thermal WngineeringDocument31 pagesApplied Thermal WngineeringrobinNo ratings yet
- CO2 Four Bed Ads Jribi2014Document7 pagesCO2 Four Bed Ads Jribi2014Abhishek DahiyaNo ratings yet
- Comparison of Optimum Operating Conditions For A Combined Power and Cooling Thermodynamic CycleDocument13 pagesComparison of Optimum Operating Conditions For A Combined Power and Cooling Thermodynamic CycleHarits Eka FebriyantoNo ratings yet
- Adsortion RefrigerationDocument0 pagesAdsortion RefrigerationJonás DalladorNo ratings yet
- A Novel Design Approach For Small Scale Low Enthalpy Binary GeothermalDocument10 pagesA Novel Design Approach For Small Scale Low Enthalpy Binary GeothermalDidit Setyo PamujiNo ratings yet
- Design of Waste Heat Driven Vapour AdsorDocument5 pagesDesign of Waste Heat Driven Vapour AdsorsisayNo ratings yet
- Solar EnergyDocument4 pagesSolar EnergyAmanuel WorkuNo ratings yet
- 5Document14 pages5VPSureshKumarNo ratings yet
- (9F) Exergy Analysis of R1234ze (Z) As MGN Temperature Heat Pump Woeking Fluid With Multi-Stage CompressionDocument10 pages(9F) Exergy Analysis of R1234ze (Z) As MGN Temperature Heat Pump Woeking Fluid With Multi-Stage CompressionDaniel DimaNo ratings yet
- 2016-Performance Analysis of An Ejector Enhanced Refrigeration Cycle WithDocument29 pages2016-Performance Analysis of An Ejector Enhanced Refrigeration Cycle WithVictor PerezNo ratings yet
- Study of The Performance of A Solar Adsorption Cooling SystemDocument15 pagesStudy of The Performance of A Solar Adsorption Cooling SystemwidhisaputrawijayaNo ratings yet
- 10.1016 - J.RENENE.2013.05.039 Simulation Study of The Combination of Absorption Refrigeration and Ejector Expansion SystemsDocument12 pages10.1016 - J.RENENE.2013.05.039 Simulation Study of The Combination of Absorption Refrigeration and Ejector Expansion SystemsrezarossNo ratings yet
- Working Fluid Selection For Organic Rankine Cycle (ORC) ConsideringDocument13 pagesWorking Fluid Selection For Organic Rankine Cycle (ORC) ConsideringMuhammad Shahzad KhurramNo ratings yet
- Exergetic Sensitivity Analysis of ORC Geothermal Power Plant Considering Ambient TemperatureDocument8 pagesExergetic Sensitivity Analysis of ORC Geothermal Power Plant Considering Ambient TemperatureMatheus M. DwinantoNo ratings yet
- "Design and Fabrication of Vapour Absorption Refrigeration System (Libr-H20) "Document7 pages"Design and Fabrication of Vapour Absorption Refrigeration System (Libr-H20) "hemant kumarNo ratings yet
- The University of The South Pacific: School of Engineering and PhysicsDocument4 pagesThe University of The South Pacific: School of Engineering and PhysicsRoshiv SharmaNo ratings yet
- Sodium SilicateDocument3 pagesSodium SilicateOcta RioNo ratings yet
- Electrical Submersible PumpDocument24 pagesElectrical Submersible PumpJorge Mártires100% (3)
- Chesterton 891Document2 pagesChesterton 891aiindustriyahoocoidNo ratings yet
- Silicates As Curing CompoundDocument4 pagesSilicates As Curing CompoundArif AliNo ratings yet
- Bearing Isolator Request For QuoteDocument1 pageBearing Isolator Request For QuoteAnonymous r3MoX2ZMTNo ratings yet
- Sodium SilicateDocument3 pagesSodium SilicateOcta RioNo ratings yet
- Soluble Sodium Silicate Manufacture: Step 1 - Cullet ProductionDocument4 pagesSoluble Sodium Silicate Manufacture: Step 1 - Cullet ProductionUwaezuoke Cyracus CNo ratings yet
- GFPS 4066 5 PVC U L W Final HighresDocument2 pagesGFPS 4066 5 PVC U L W Final HighresOcta RioNo ratings yet
- 1830-SSP Slurry Packing: Typical DataDocument1 page1830-SSP Slurry Packing: Typical DataOcta RioNo ratings yet
- Laser Alignment: Angular Misalignment Offset MisalignmentDocument1 pageLaser Alignment: Angular Misalignment Offset MisalignmentOcta RioNo ratings yet
- Mechseal Chesterton 255Document1 pageMechseal Chesterton 255Octa RioNo ratings yet
- Red Screw PumpDocument2 pagesRed Screw PumpOcta RioNo ratings yet
- Mechseal Chesterton 255 PDFDocument8 pagesMechseal Chesterton 255 PDFOcta RioNo ratings yet
- Chpt1-5th-Edition WeibullDocument11 pagesChpt1-5th-Edition WeibullHannel TamayoNo ratings yet
- Lamp IranDocument1 pageLamp IranOcta RioNo ratings yet
- An Overview of Weibull Analysis - Chpt1-5th-EditionDocument2 pagesAn Overview of Weibull Analysis - Chpt1-5th-EditionOcta RioNo ratings yet
- API 610 11th 2010 PDFDocument218 pagesAPI 610 11th 2010 PDFOcta RioNo ratings yet
- Pump DrawingDocument1 pagePump DrawingOcta RioNo ratings yet
- Skema Perpipaan Water ChillerDocument1 pageSkema Perpipaan Water ChillerOcta RioNo ratings yet
- A Pump Performance CurveDocument6 pagesA Pump Performance CurveOcta RioNo ratings yet
- Blackmer LG Series Vane PumpsDocument2 pagesBlackmer LG Series Vane PumpsOcta RioNo ratings yet
- Introduction To Non Destructive TestingDocument49 pagesIntroduction To Non Destructive TestingOcta RioNo ratings yet
- PumpWorks 610 PWD Brochure1Document6 pagesPumpWorks 610 PWD Brochure1Octa RioNo ratings yet
- Daftar PustakaDocument2 pagesDaftar PustakaOcta RioNo ratings yet
- 1 s2.0 S1877705815029896 MainDocument7 pages1 s2.0 S1877705815029896 MainOcta RioNo ratings yet
- Experimental Studies On The Effect of Viscosity Grade On Mechanical Vibration Behavior of Deep Groove Ball BearingDocument5 pagesExperimental Studies On The Effect of Viscosity Grade On Mechanical Vibration Behavior of Deep Groove Ball BearingOcta RioNo ratings yet
- Bab IV. Analisa Hasil PercobaanDocument13 pagesBab IV. Analisa Hasil PercobaanOcta RioNo ratings yet
- No h1 h2 h3 h4 h5 h6 KJ/KG KJ/KG KJ/KG KJ/KG KJ/KG KJ/KGDocument5 pagesNo h1 h2 h3 h4 h5 h6 KJ/KG KJ/KG KJ/KG KJ/KG KJ/KG KJ/KGOcta RioNo ratings yet
- 1 s2.0 S187661021502634X Main - 2Document7 pages1 s2.0 S187661021502634X Main - 2Octa RioNo ratings yet
- Chart P H R134a PDFDocument1 pageChart P H R134a PDFDianNo ratings yet
- Problem Chapter 9Document48 pagesProblem Chapter 9Syahid ZamaniNo ratings yet
- Natural Ventilation - Passive Stack VentilationDocument5 pagesNatural Ventilation - Passive Stack Ventilationemi_ariyani100% (1)
- Large Unit Cooler: Technical GuideDocument24 pagesLarge Unit Cooler: Technical GuidegamunozdNo ratings yet
- CHAPTER - I - Proposal & Basis of Design Basis of DesignDocument3 pagesCHAPTER - I - Proposal & Basis of Design Basis of DesignMohammed IqbalNo ratings yet
- Xarios 500: Superior Versatility and Reliability For Large-Sized Delivery VehiclesDocument2 pagesXarios 500: Superior Versatility and Reliability For Large-Sized Delivery VehicleszalupakozlaNo ratings yet
- Water Source Unit Model WS-102Document2 pagesWater Source Unit Model WS-102costicapara4755No ratings yet
- AHU Owners ManualDocument84 pagesAHU Owners ManualTom MurphyNo ratings yet
- 30rb Catalogo Completo ChillerDocument88 pages30rb Catalogo Completo ChillerEufemia PaucarimaNo ratings yet
- VRF Directory AHRI CertifiedDocument66 pagesVRF Directory AHRI CertifiedsachinmangrulkarNo ratings yet
- Chiller Plant Room VentilationDocument8 pagesChiller Plant Room VentilationQaz Zaq100% (2)
- Assignment 6 - Applying The Psychrometric ChartDocument1 pageAssignment 6 - Applying The Psychrometric ChartAmanuelHagosAsfahaNo ratings yet
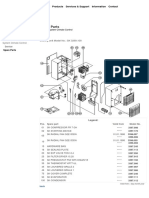
- Spare Parts: Cooling Unit Model No.: SK 3269.100Document1 pageSpare Parts: Cooling Unit Model No.: SK 3269.100Albert Renart LanauNo ratings yet
- Yscc Brochure Con Seer 2013Document3 pagesYscc Brochure Con Seer 2013pedro perezNo ratings yet
- Single Unit Package System: Installation Split Air ConditionerDocument1 pageSingle Unit Package System: Installation Split Air ConditionerShubham SarkarNo ratings yet
- HVAC Tender BOQ 24.12.17Document22 pagesHVAC Tender BOQ 24.12.17yohannes haileNo ratings yet
- ASHRAE Seminar - Isolation Room HVAC DesignDocument29 pagesASHRAE Seminar - Isolation Room HVAC Designvalentinlupascu33100% (3)
- Equation Solvers: - ScilabDocument22 pagesEquation Solvers: - ScilabMita VegaNo ratings yet
- 201.26-RP1 5-08 YCWL0056 Through YCWL0610 R-410A PDFDocument72 pages201.26-RP1 5-08 YCWL0056 Through YCWL0610 R-410A PDFFabian GarcíaNo ratings yet
- Detailed Technical Report.Document1 pageDetailed Technical Report.RaziKhanNo ratings yet
- NIBE BrochureDocument36 pagesNIBE Brochurembreuer7484No ratings yet
- Cooler For Alfa Level CB - Unit - New - CatalogDocument8 pagesCooler For Alfa Level CB - Unit - New - Catalogngpandya66No ratings yet
- Debullet - ASHRAE - BASIC CHILLER PLANT DESIGN PDFDocument59 pagesDebullet - ASHRAE - BASIC CHILLER PLANT DESIGN PDFraviNo ratings yet
- Dr. Eugene A. Ermac: Refrigeration & Air ConditioningDocument41 pagesDr. Eugene A. Ermac: Refrigeration & Air ConditioningGalvez ChaCha100% (1)
- IEA A43 PR2 A16 Reference Cooling Tower EES Model CASJL PhAJL080108Document6 pagesIEA A43 PR2 A16 Reference Cooling Tower EES Model CASJL PhAJL080108saeedalipourNo ratings yet
- Freezer: Cooling Thermally Insulated Heat Pump Food Storage TechniqueDocument24 pagesFreezer: Cooling Thermally Insulated Heat Pump Food Storage TechniquegowthammuthusamyNo ratings yet
- Stair Well Pressurization Design CriteriaDocument2 pagesStair Well Pressurization Design CriteriaShabeer HamzaNo ratings yet
- JCI Custom AHU Installation ManualDocument88 pagesJCI Custom AHU Installation ManualJoe YoungNo ratings yet
- Biomass Heating Systems: Key Points Savings PotentialDocument4 pagesBiomass Heating Systems: Key Points Savings Potentialnmolloy123No ratings yet
- Calculating Airflow Rates, Cooling Loads in Commercial KitchensDocument3 pagesCalculating Airflow Rates, Cooling Loads in Commercial KitchensSundar Ramasamy100% (1)
- Are Uncontrollable Humidity Problems Costing You A Bundle?: Hot Gas Reheat OptionDocument5 pagesAre Uncontrollable Humidity Problems Costing You A Bundle?: Hot Gas Reheat OptionalvinsernaNo ratings yet