You might also like
- Final Report TPM PartDocument16 pagesFinal Report TPM PartNikita AwasthiNo ratings yet
- 5A CAPA Best Practices (I) (MQ1)Document24 pages5A CAPA Best Practices (I) (MQ1)Chris GloverNo ratings yet
- Fmea Methodology For Quality Improvement in Sheet Metal Industry IJERTV5IS010123Document5 pagesFmea Methodology For Quality Improvement in Sheet Metal Industry IJERTV5IS010123DanistergladwinNo ratings yet
- TPM Kick-Off: Newsletter From CII TPM Club IndiaDocument6 pagesTPM Kick-Off: Newsletter From CII TPM Club IndiaNarendran100% (1)
- Case Study On Quality Control ToolsDocument7 pagesCase Study On Quality Control ToolsAMANJEET PANWARNo ratings yet
- Unilever HPC NA Overall Equipment Effectiveness Overview OMAC PresentationDocument32 pagesUnilever HPC NA Overall Equipment Effectiveness Overview OMAC PresentationGURMUKH SINGHNo ratings yet
- Am Board DesignDocument1 pageAm Board DesignJoseph OrjiNo ratings yet
- Key Skills: Sunil Kumar DalalDocument3 pagesKey Skills: Sunil Kumar DalalAvinashBatraNo ratings yet
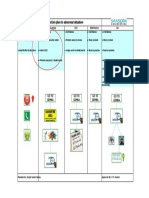
- Standard Reaction Plan To Abnormal Situation: Restart ProcessDocument1 pageStandard Reaction Plan To Abnormal Situation: Restart ProcessDeepak kumarNo ratings yet
- 30 November 2016 (Wednesday) : Japan Institute of Plant Maintenance (JIPM) Managing Director Satoshi SuzuokiDocument15 pages30 November 2016 (Wednesday) : Japan Institute of Plant Maintenance (JIPM) Managing Director Satoshi SuzuokiSelvaraj SimiyonNo ratings yet
- All Pillar OverviewDocument29 pagesAll Pillar OverviewSIVAKUMAR SHANMUGASUNDARAMNo ratings yet
- TPMDocument42 pagesTPMSrinivasan VenkatNo ratings yet
- Improve Business - Kobetsu KaizenDocument4 pagesImprove Business - Kobetsu KaizenRishabh JainNo ratings yet
- Xfmea Pfmea PDFDocument8 pagesXfmea Pfmea PDFvinidesoNo ratings yet
- Focused Improvement PillarDocument19 pagesFocused Improvement PillarDkhissene ImadNo ratings yet
- CPCL TPM AnalysisDocument67 pagesCPCL TPM AnalysisKhader HussainNo ratings yet
- ZED PresentationDocument13 pagesZED PresentationSatbir SinghNo ratings yet
- Training ON TPM: Rapl Production SystemDocument25 pagesTraining ON TPM: Rapl Production Systemabhijit bhattacherjeENo ratings yet
- TPM: Total Productive MaintenanceDocument88 pagesTPM: Total Productive MaintenanceManu SharmaNo ratings yet
- Six Sigma - Reduction of Downtime - RE Mill-2 - NewDocument76 pagesSix Sigma - Reduction of Downtime - RE Mill-2 - NewKiruthiga VelmuruganNo ratings yet
- Improvement KaizenDocument11 pagesImprovement KaizenAnkur DhirNo ratings yet
- MP CP SheetDocument9 pagesMP CP Sheetutility&oxygen PoolNo ratings yet
- TPM NL 03-05-2010Document12 pagesTPM NL 03-05-2010Prathibha GowdaNo ratings yet
- An Introduction To Total Pr...Document9 pagesAn Introduction To Total Pr...Abhinav JainNo ratings yet
- 16 LossesDocument9 pages16 LossesMuthu Vellayappan100% (1)
- TPMDocument34 pagesTPMJagdeep BajwaNo ratings yet
- Poka Yoke Best Presentation.....Document39 pagesPoka Yoke Best Presentation.....DebashishDolonNo ratings yet
- 08.DM Pillar FCDocument67 pages08.DM Pillar FCashutoshpal21No ratings yet
- Difference Between Rework & Repair As Per IATF 16949?: by - Arun Kumar SharmaDocument19 pagesDifference Between Rework & Repair As Per IATF 16949?: by - Arun Kumar SharmaDanang Widoyoko100% (1)
- WCM Temple - Environtment PillarDocument2 pagesWCM Temple - Environtment PillarIswandi100% (2)
- Lean Enterprise Plant Manager in Indiana IN Resume Michael MakarewichDocument3 pagesLean Enterprise Plant Manager in Indiana IN Resume Michael MakarewichMichaelMakarewichNo ratings yet
- Problem Solving Tools: Training Module OnDocument46 pagesProblem Solving Tools: Training Module Onmiso73No ratings yet
- World Class ManufacturingDocument17 pagesWorld Class ManufacturingNitin PawarNo ratings yet
- Kobetsu Kaizen: Maintenance ManagementDocument34 pagesKobetsu Kaizen: Maintenance ManagementMohammed Rushnaiwala100% (1)
- Multi SkillDocument6 pagesMulti SkillK.s. RameshNo ratings yet
- Focused Improvement: Prepared By: Lamis Essam El-Sayed Taghreed El-Sayed NayelDocument26 pagesFocused Improvement: Prepared By: Lamis Essam El-Sayed Taghreed El-Sayed NayelLamis EssamNo ratings yet
- Implementation Manual Kobetsu Kaizen: Qs. 1 What Is The Role of KK Sub-Committee ?Document7 pagesImplementation Manual Kobetsu Kaizen: Qs. 1 What Is The Role of KK Sub-Committee ?MadhavaKrishnaNo ratings yet
- QCPC Pmi FanDocument14 pagesQCPC Pmi FanMaelEdwardAritonangNo ratings yet
- KAIZEN: A Case Study in Small Scale OrganizationsDocument4 pagesKAIZEN: A Case Study in Small Scale OrganizationsijsretNo ratings yet
- DK Qap QHS 12-FR 03-R6 - CarDocument1 pageDK Qap QHS 12-FR 03-R6 - CarErlan Gus HermawanNo ratings yet
- JH Step-1 & 2activitiesDocument34 pagesJH Step-1 & 2activitiesGREENEXE BUSINESS CONSULTANTNo ratings yet
- 5S Thoughts - AllDocument12 pages5S Thoughts - Allssk3712No ratings yet
- Study of JH Implementation ReadyDocument27 pagesStudy of JH Implementation ReadyNaveen Jangid100% (1)
- MTTR & MTBF TrendDocument2 pagesMTTR & MTBF TrendMASU BRAKE PADS QANo ratings yet
- FIR-garments PDFDocument4 pagesFIR-garments PDFTarun PariharNo ratings yet
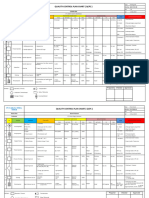
- Equipment Name Theme Division TPM Pillar Pilllar Step Basic Work Minor Classification Classification No: Major ClassificationDocument1 pageEquipment Name Theme Division TPM Pillar Pilllar Step Basic Work Minor Classification Classification No: Major ClassificationGiö GdlNo ratings yet
- Chapter 6. Education & Training ManualDocument23 pagesChapter 6. Education & Training ManualVivek KumarNo ratings yet
- VDA AIAG FMEADocument59 pagesVDA AIAG FMEA576410% (1)
- Slide TPM SHEDocument14 pagesSlide TPM SHEhdjdjNo ratings yet
- DFMEA Sample For A PenDocument3 pagesDFMEA Sample For A PenVinay GowdaNo ratings yet
- Cost of QualityDocument4 pagesCost of QualitynowsheenbdNo ratings yet
- AM - Step 1Document17 pagesAM - Step 1Sydney DodooNo ratings yet
- DWM Overview RIBDocument43 pagesDWM Overview RIBAshokNo ratings yet
- Schneider Production System: The Global Specialist in Energy ManagementDocument16 pagesSchneider Production System: The Global Specialist in Energy ManagementAmrNo ratings yet
- Presentation Guidelines: Case Study - Zero Defect Drive by Laxmikant MishraDocument28 pagesPresentation Guidelines: Case Study - Zero Defect Drive by Laxmikant MishrapiyushNo ratings yet
- Defects Reduction in A Pump Manufacturing Industry Using Six Sigma MethodologiesDocument7 pagesDefects Reduction in A Pump Manufacturing Industry Using Six Sigma MethodologiesInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Quality Circle - EM58M - AUQCCDocument75 pagesQuality Circle - EM58M - AUQCCpverma02No ratings yet
- Autonomous MaintenanceDocument7 pagesAutonomous Maintenancenavi3281No ratings yet
- TPS and Lean ProductionDocument18 pagesTPS and Lean ProductionMikey ChuaNo ratings yet
- Operational Excellence A Complete Guide - 2019 EditionFrom EverandOperational Excellence A Complete Guide - 2019 EditionRating: 1 out of 5 stars1/5 (1)
- MARS Brochure NewDocument13 pagesMARS Brochure NewMars FreightsNo ratings yet
- Approved Employers - LahoreDocument15 pagesApproved Employers - Lahoreraheel97No ratings yet
- Dessler 03Document13 pagesDessler 03Yose DjaluwarsaNo ratings yet
- Indian Institute of Foreign Trade Programme: EPGDIB (Online) 2021-2022 Mid Term Examination Human Resource ManagementDocument2 pagesIndian Institute of Foreign Trade Programme: EPGDIB (Online) 2021-2022 Mid Term Examination Human Resource ManagementsahilnhnNo ratings yet
- As 12marks BestAnswer BushraFurqanDocument1 pageAs 12marks BestAnswer BushraFurqankazamNo ratings yet
- M&S HRMDocument17 pagesM&S HRMDavis D ParakalNo ratings yet
- CBOK 2015 Stakeholder Overview For Institutes - June 2014Document10 pagesCBOK 2015 Stakeholder Overview For Institutes - June 2014danielaNo ratings yet
- Module 013 Week005-Statement of Changes in Equity, Accounting Policies, Changes in Accounting Estimates and ErrorsDocument7 pagesModule 013 Week005-Statement of Changes in Equity, Accounting Policies, Changes in Accounting Estimates and Errorsman ibeNo ratings yet
- Bachelor of Business AdministrationDocument66 pagesBachelor of Business AdministrationKamala Kanta DashNo ratings yet
- Ogutu - The Role of National Housing Corporation in The Provision of Housing in KenyaDocument95 pagesOgutu - The Role of National Housing Corporation in The Provision of Housing in KenyaboneylouNo ratings yet
- Customer Relationship Management About HundaiDocument76 pagesCustomer Relationship Management About HundaiZulfiquarAhmed50% (4)
- The World of Advertising and Integrated Brand PromotionDocument24 pagesThe World of Advertising and Integrated Brand PromotionjojojojojoNo ratings yet
- Tesla v. JohnsonDocument6 pagesTesla v. JohnsonDoctor ConspiracyNo ratings yet
- Career Objective: Work Experience:: Sama Sukesh Kumar ReddyDocument2 pagesCareer Objective: Work Experience:: Sama Sukesh Kumar ReddySukesh ReddyNo ratings yet
- Building and Managing Successfully Businesses in The Middle EastDocument12 pagesBuilding and Managing Successfully Businesses in The Middle EastbooksarabiaNo ratings yet
- Sourcing Manager or Supply Chain Manager or Commodity Manager orDocument2 pagesSourcing Manager or Supply Chain Manager or Commodity Manager orapi-121441611No ratings yet
- Intellectual Property Prelim NotesDocument5 pagesIntellectual Property Prelim NotesGretchen CanedoNo ratings yet
- MKT101 - A - ClassPass Final PresentationDocument71 pagesMKT101 - A - ClassPass Final PresentationPaolo AntonioNo ratings yet
- Presentation: Personal Selling: By: Arijit Saha (PA1205)Document13 pagesPresentation: Personal Selling: By: Arijit Saha (PA1205)singhalitiNo ratings yet
- Project Change ManagementDocument15 pagesProject Change ManagementTaskia FiraNo ratings yet
- OPER312 Exercise5Document4 pagesOPER312 Exercise5Berk AlbakerNo ratings yet
- Q4 2010 Financial Reports - EnglishDocument364 pagesQ4 2010 Financial Reports - Englishalexa_libraNo ratings yet
- Diamonds+in+the+Sky PDFDocument70 pagesDiamonds+in+the+Sky PDFRaffi Delic100% (5)
- Deloitte Uk Deloitte Financial Advisory Global Brand Guidelines and Toolkit PDFDocument73 pagesDeloitte Uk Deloitte Financial Advisory Global Brand Guidelines and Toolkit PDFDavor BudimirNo ratings yet
- JohnsonJohnson 2006 PDFDocument84 pagesJohnsonJohnson 2006 PDFakfar b417No ratings yet
- Book IndiaandSouthAsia PDFDocument278 pagesBook IndiaandSouthAsia PDFAmit KumarNo ratings yet
- Literature Review Effects of Demonetization On Retail OutletsDocument18 pagesLiterature Review Effects of Demonetization On Retail OutletsAniket RoyNo ratings yet
- Hitler'S Money: Guido Giacomo Preparata University of Washington, TacomaDocument7 pagesHitler'S Money: Guido Giacomo Preparata University of Washington, TacomaPeter LapsanskyNo ratings yet
- Railways PresentationDocument33 pagesRailways PresentationshambhoiNo ratings yet
- Trade Facilitation Book-ASIA PacificDocument212 pagesTrade Facilitation Book-ASIA PacificjessicaNo ratings yet