You might also like
- 2017 Thin Film GrowthDocument70 pages2017 Thin Film GrowthPankaj Kumar100% (1)
- Breakdown in GasesDocument49 pagesBreakdown in GasesQais AlsafasfehNo ratings yet
- Chit SheetDocument16 pagesChit SheetJoydeep SahaNo ratings yet
- SaaDocument41 pagesSaaAbdur RahmanNo ratings yet
- Magnetron Sputtering PDFDocument47 pagesMagnetron Sputtering PDFmangyanNo ratings yet
- Amorphous and Nano Alloys Electroless Depositions: Technology, Composition, Structure and TheoryFrom EverandAmorphous and Nano Alloys Electroless Depositions: Technology, Composition, Structure and TheoryNo ratings yet
- Physics of Semiconductors PN Junction Diodes and ResistorsDocument41 pagesPhysics of Semiconductors PN Junction Diodes and ResistorsChaitanya PurohitNo ratings yet
- PlasmaTech 3 TypesDocument34 pagesPlasmaTech 3 TypeswahidqhosyimNo ratings yet
- High Voltage Chapter 1 - InTRODUCTIONDocument18 pagesHigh Voltage Chapter 1 - InTRODUCTIONZiyan SinNo ratings yet
- Electrochemistry PresentationDocument36 pagesElectrochemistry PresentationMuhammad HaziqNo ratings yet
- Thin Film Deposition Tech GuideDocument30 pagesThin Film Deposition Tech GuideFast FeneNo ratings yet
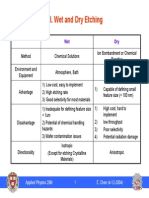
- Wet and Dry Etching Methods ComparisonDocument18 pagesWet and Dry Etching Methods ComparisonLuke D'ImperioNo ratings yet
- Sputtering 1Document64 pagesSputtering 1.. ..No ratings yet
- Chapter 8 Ion Implantation - IDocument40 pagesChapter 8 Ion Implantation - IKowshick GuruNo ratings yet
- Introduction To Ion Implantation For Semiconductor ManufacturingDocument6 pagesIntroduction To Ion Implantation For Semiconductor ManufacturingMehdi NaderiNo ratings yet
- Discharge ModelDocument186 pagesDischarge ModelSigit KurniawanNo ratings yet
- Modeling Low Pressure Magnetron Plasma DischargeDocument5 pagesModeling Low Pressure Magnetron Plasma DischargeEmanuel CapraNo ratings yet
- Hot Embossing Microfabrication ProcessDocument17 pagesHot Embossing Microfabrication Processliang102010No ratings yet
- Plasma Device and TechnologyDocument27 pagesPlasma Device and Technologymahmoud EissaNo ratings yet
- Journal of The European Ceramic Society: Vincenzo Buscaglia, Clive A. Randall TDocument15 pagesJournal of The European Ceramic Society: Vincenzo Buscaglia, Clive A. Randall TAryan Singh LatherNo ratings yet
- Lect 4 Ion ImplantationDocument28 pagesLect 4 Ion ImplantationPavankumar GnvaNo ratings yet
- Row Schott Technical Glasses View 2020-04-14Document80 pagesRow Schott Technical Glasses View 2020-04-14Oleg ChernovNo ratings yet
- Nano-Mechanics and Thermal Phenomena at the Indian Institute of Technology RoorkeeDocument50 pagesNano-Mechanics and Thermal Phenomena at the Indian Institute of Technology RoorkeeAnkit VermaNo ratings yet
- Electroplating of Cu-Sn Alloys andDocument81 pagesElectroplating of Cu-Sn Alloys andcicerojoiasNo ratings yet
- Nanotechnology Center Plasma Etch FundamentalsDocument59 pagesNanotechnology Center Plasma Etch FundamentalsSubrat Kumar SahooNo ratings yet
- Ybco Superconductor Characterization Under Shear StrainDocument4 pagesYbco Superconductor Characterization Under Shear StrainRiddhesh PatelNo ratings yet
- Report On Turbo Molecular PumpDocument16 pagesReport On Turbo Molecular PumpRommel Paulo ViloanNo ratings yet
- Short Overview of Perovskite Solar CellsDocument14 pagesShort Overview of Perovskite Solar CellsFAISAL TAIMURINo ratings yet
- Ch9 Ion Implantation PDFDocument29 pagesCh9 Ion Implantation PDFabhinavNo ratings yet
- Thin Film Deposition Processes ExplainedDocument42 pagesThin Film Deposition Processes ExplainedVivek Bela100% (2)
- 11 Ohmic ContactsDocument19 pages11 Ohmic ContactsThee TeeNo ratings yet
- Electrical and Optical Properties of SB SnO2 Thin Films Obtained by TheDocument6 pagesElectrical and Optical Properties of SB SnO2 Thin Films Obtained by TheFarah HananiNo ratings yet
- Issues To Address... : Chapter 5-1Document58 pagesIssues To Address... : Chapter 5-1Nasser SANo ratings yet
- Cathodic Arc DepositionDocument3 pagesCathodic Arc DepositionBrandon DavisNo ratings yet
- Principle of Thin Film DepositionDocument41 pagesPrinciple of Thin Film DepositionAyesha SiddikaNo ratings yet
- Ceramics International: Mahamoud S. Alkathy, Rahul Gayam, K.C. James RajuDocument10 pagesCeramics International: Mahamoud S. Alkathy, Rahul Gayam, K.C. James RajuRachna SelvamaniNo ratings yet
- Selection of Polymers With Functional Groups For Daytime Radiative CoolingDocument5 pagesSelection of Polymers With Functional Groups For Daytime Radiative CoolingEdgar Emmanuel Ochoa ValdezNo ratings yet
- Dye Sensitized Solar Cells PresentationDocument20 pagesDye Sensitized Solar Cells PresentationAnand NaikNo ratings yet
- Vacuum PumpsDocument6 pagesVacuum PumpsTurbojetmanNo ratings yet
- Electron MicrosDocument11 pagesElectron MicrosAbir RoyNo ratings yet
- Ion Implantation DiffusionDocument10 pagesIon Implantation DiffusionshruthidhanNo ratings yet
- Volumetric DilatometryDocument14 pagesVolumetric DilatometryNasim MalekiNo ratings yet
- Plasma and DC Bias PDFDocument45 pagesPlasma and DC Bias PDFMaureen Kae Atractivo SubalaNo ratings yet
- Physics of Thin FilmsDocument122 pagesPhysics of Thin FilmsdaljotNo ratings yet
- Lecture 07 CVD and OxidationDocument12 pagesLecture 07 CVD and OxidationFarisa RizkiNo ratings yet
- Basic Pecvd Plasma Processes (Sih Based) : Pecvd Sinx: Sih + NH (+H) or Sih + N (+H)Document36 pagesBasic Pecvd Plasma Processes (Sih Based) : Pecvd Sinx: Sih + NH (+H) or Sih + N (+H)Anonymous lidok7lDiNo ratings yet
- Lab PhotolithographyDocument4 pagesLab PhotolithographyÉlanr_1No ratings yet
- Nano Electro Mechanical System NemsDocument26 pagesNano Electro Mechanical System NemsAnaMilerNo ratings yet
- Presented By: - Praveen Kumar ROLL NO. - 16206112 Branch - Ice (M.Tech.) Semester - IiiDocument42 pagesPresented By: - Praveen Kumar ROLL NO. - 16206112 Branch - Ice (M.Tech.) Semester - IiiPraveen MeenaNo ratings yet
- MOSFET Operation ExplainedDocument25 pagesMOSFET Operation ExplainedRaja Nusum100% (1)
- Structure and Properties of Inorganic Solids: International Series of Monographs in Solid State PhysicsFrom EverandStructure and Properties of Inorganic Solids: International Series of Monographs in Solid State PhysicsNo ratings yet
- Power HEMT Fabrication ProcessDocument24 pagesPower HEMT Fabrication ProcessVivek SuranaNo ratings yet
- A Critical Review On The Fabrication Processes and Applications of Microwave Dielectric Ceramics Ba6-3Xnd8+2Xti18O54Document24 pagesA Critical Review On The Fabrication Processes and Applications of Microwave Dielectric Ceramics Ba6-3Xnd8+2Xti18O54TJPRC Publications100% (1)
- Thin FilmsDocument9 pagesThin Filmshareesh13hNo ratings yet
- Introduction To Electron Microscopy and MicroanalysisDocument56 pagesIntroduction To Electron Microscopy and MicroanalysisPerlita2013100% (1)
- Thermal Evaporation ProcedureDocument18 pagesThermal Evaporation Procedureसुरेन्द्र वशिष्ठNo ratings yet
- Department of Materials Science and Engineering MSE626N: Assignment 1 Semester I, 2013-2014 Problem 1Document1 pageDepartment of Materials Science and Engineering MSE626N: Assignment 1 Semester I, 2013-2014 Problem 1Navjeet Singh100% (1)
- Wire Arc Spray Coating: A ReviewDocument7 pagesWire Arc Spray Coating: A ReviewMythri Metallizing Pvt Ltd ProjectsNo ratings yet
- 464OldTests Quizz SamplesDocument10 pages464OldTests Quizz Samplesmhrdd222No ratings yet
- Thermal Oxidation of Silicon for Dielectric FilmsDocument49 pagesThermal Oxidation of Silicon for Dielectric FilmssunNo ratings yet
- Hotstar CookiesDocument7 pagesHotstar Cookiesbiuvu huufNo ratings yet
- Train To PakistanDocument35 pagesTrain To PakistanMahesh Kumar100% (3)
- Basketball 1Document26 pagesBasketball 1lavNo ratings yet
- Physical Education ProjectDocument2 pagesPhysical Education ProjectlavNo ratings yet
- 07 Chapter 2Document45 pages07 Chapter 2Gargi KarnikNo ratings yet
- Academic Calendar 2017-18 Odd SemDocument2 pagesAcademic Calendar 2017-18 Odd SemSumit KumarNo ratings yet
- HTML, CSS, JavaScript, PHP - Short overview of popular webpage programming languagesDocument5 pagesHTML, CSS, JavaScript, PHP - Short overview of popular webpage programming languageslavNo ratings yet
- Introduction to Parallel Computing FundamentalsDocument14 pagesIntroduction to Parallel Computing FundamentalslavNo ratings yet
- Prince KR QuizDocument4 pagesPrince KR QuizlavNo ratings yet
- Monitors: Dr. Emmanuel S. PilliDocument33 pagesMonitors: Dr. Emmanuel S. PillilavNo ratings yet
- Monitors: Dr. Emmanuel S. PilliDocument33 pagesMonitors: Dr. Emmanuel S. PillilavNo ratings yet
- Prince KR QuizDocument4 pagesPrince KR QuizlavNo ratings yet
- An Overview of A Compiler: Y.N. SrikantDocument26 pagesAn Overview of A Compiler: Y.N. SrikantlavNo ratings yet
- Read PintosDocument1 pageRead PintoslavNo ratings yet
- Pintos: by Ben PfaffDocument129 pagesPintos: by Ben Pfaffviveks89No ratings yet
- Hasan Zaman Mohd. Reza-E-RabbiDocument3 pagesHasan Zaman Mohd. Reza-E-RabbiHasan ZamanNo ratings yet
- ZTE UMTS Cell Selection and ReselectionDocument83 pagesZTE UMTS Cell Selection and Reselectionsudhir_gsrc100% (1)
- User Guide: Rack Mount Power SupplyDocument7 pagesUser Guide: Rack Mount Power SupplyWilliam WankerNo ratings yet
- Solu of Assignment 9Document5 pagesSolu of Assignment 9dontstopmeNo ratings yet
- DMC Lab ManualDocument67 pagesDMC Lab ManualVS creationsNo ratings yet
- Gartner Research Digital Infrastructures Emerge 2018Document9 pagesGartner Research Digital Infrastructures Emerge 2018Félix David Mejía MejíaNo ratings yet
- RC4 Basics PresentationDocument14 pagesRC4 Basics PresentationKiruthikaBalasubramanianNo ratings yet
- Microsoft Teams User Manual GuideDocument6 pagesMicrosoft Teams User Manual GuideArun HarpalaniNo ratings yet
- EE6008Document102 pagesEE6008St. Anne's CET (EEE Department)No ratings yet
- EapDocument4 pagesEapDayhen Afable Bianes0% (1)
- HWI103Document92 pagesHWI103xlzyydf2015No ratings yet
- Near Infrared Spectroscopic Data HandlingDocument18 pagesNear Infrared Spectroscopic Data HandlingValter FelixNo ratings yet
- Uvm Cookbook CollectionDocument54 pagesUvm Cookbook CollectionQuý Trương QuangNo ratings yet
- MagicQ Remote App SetupDocument4 pagesMagicQ Remote App Setupderte linoNo ratings yet
- Pioneer S-F80 Manual7226606 - TextDocument8 pagesPioneer S-F80 Manual7226606 - TextRamzi DepamziNo ratings yet
- SMART GRID TECHNOLOGIES EXPLAINEDDocument61 pagesSMART GRID TECHNOLOGIES EXPLAINEDgag aaNo ratings yet
- Zebradesigner XML Release Notes v2509427Document13 pagesZebradesigner XML Release Notes v2509427atacaraNo ratings yet
- Risk Management in The Financial Services Industry PDFDocument20 pagesRisk Management in The Financial Services Industry PDFyadavmihir63No ratings yet
- Medical Report PDFDocument2 pagesMedical Report PDFVijjasena SugionoNo ratings yet
- Enet At007 - en PDocument94 pagesEnet At007 - en PAkshay AryaNo ratings yet
- Srs For Online Movie Ticket BookingDocument9 pagesSrs For Online Movie Ticket BookingKaran Kadakia71% (7)
- Add or Remove A Digital Signature in Office FilesDocument8 pagesAdd or Remove A Digital Signature in Office Filesmili_ccNo ratings yet
- Calculating Technique For Formulating Alkyd Resins: Progress in Organic Coatings September 1992Document22 pagesCalculating Technique For Formulating Alkyd Resins: Progress in Organic Coatings September 1992Naresh KumarNo ratings yet
- Vertical Crater Retreat Mining in The Sudbury Basin: Mining Science and TechnologyDocument13 pagesVertical Crater Retreat Mining in The Sudbury Basin: Mining Science and TechnologyStajic MilanNo ratings yet
- Weekly Progress and HSSE Report for RAPID Project Package 30ADocument15 pagesWeekly Progress and HSSE Report for RAPID Project Package 30AAtuk SafizNo ratings yet
- Fujifilm EP-6000 Processor - Service Manual PDFDocument445 pagesFujifilm EP-6000 Processor - Service Manual PDFjames100% (1)
- Radio Ip AlcatelDocument548 pagesRadio Ip Alcatelcgottoli100% (3)
- Image-Line Software RegistrationsDocument2 pagesImage-Line Software RegistrationsNahuel Perez0% (1)
- Es Lab Manual-JntukDocument22 pagesEs Lab Manual-JntukMelissa GuerraNo ratings yet
- Arito U2Document92 pagesArito U2itiseasyNo ratings yet