You might also like
- UF0285 - Tratamiento de residuos urbanos o municipales.From EverandUF0285 - Tratamiento de residuos urbanos o municipales.No ratings yet
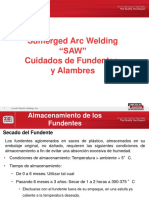
- Proceso SAW - Arco SumergidoDocument73 pagesProceso SAW - Arco SumergidoEnriqueMartinezRomero50% (2)
- Arco SumergidoDocument42 pagesArco Sumergidomessigol10No ratings yet
- Aceros de Dificil AdDocument34 pagesAceros de Dificil Adjpenare100% (4)
- Conferencia SMAW CompletoDocument81 pagesConferencia SMAW CompletoDagoberto AguilarNo ratings yet
- GTAWDocument72 pagesGTAWKatherin Carhuas QuispeNo ratings yet
- Términos y Definiciones SoldaduraDocument7 pagesTérminos y Definiciones SoldaduraIvan DNo ratings yet
- Teoria y Fundamentos GTAW+claveDocument49 pagesTeoria y Fundamentos GTAW+claveHernan AlvarezNo ratings yet
- Clasificación de Electrodos para SoldaduraDocument13 pagesClasificación de Electrodos para SoldaduraRodrigo PaezNo ratings yet
- Simbologia Aws. Ansi PDFDocument45 pagesSimbologia Aws. Ansi PDFWilliam Chipana100% (1)
- Soldadura DefinicionDocument42 pagesSoldadura DefinicionJesus FonsecaNo ratings yet
- Catalogo UTPDocument13 pagesCatalogo UTPEder Agustin Fernandez MedinaNo ratings yet
- Diapositivas Simbolos de SoldaduraDocument26 pagesDiapositivas Simbolos de SoldaduraCarlos Arias100% (1)
- Reparacion Por SoldaduraDocument112 pagesReparacion Por SoldaduraElmar Cuellar100% (1)
- 112 Le301Document3 pages112 Le301david baldiviezoNo ratings yet
- GTAW o TIGDocument33 pagesGTAW o TIGMauricio ObrequeNo ratings yet
- Clasificacion de Los AcerosDocument17 pagesClasificacion de Los AcerosESTUARDO MAMANI TORRESNo ratings yet
- Fundiciones Blancas de Alta AleacionDocument12 pagesFundiciones Blancas de Alta AleacionEdwin Rodriguez MelgarejoNo ratings yet
- Soldadura de Mantenimiento 2012 IIDocument75 pagesSoldadura de Mantenimiento 2012 IIJonathan RiveroNo ratings yet
- Capitulo 24. Precalentamiento y Postcalentamiento (Modo de Compatibilidad)Document105 pagesCapitulo 24. Precalentamiento y Postcalentamiento (Modo de Compatibilidad)Erasto Landaverde Lm100% (2)
- E646 XHD EspañolDocument1 pageE646 XHD EspañolBrian HernandezNo ratings yet
- Cálculo Consumo SoldaduraDocument12 pagesCálculo Consumo SoldaduraEliel Mota ArteagaNo ratings yet
- Indura 90 - Aws E-6013Document1 pageIndura 90 - Aws E-6013Anthony BeltranNo ratings yet
- Webex 22 Reduccion de Costos II Parte BDocument34 pagesWebex 22 Reduccion de Costos II Parte BWildeNo ratings yet
- Indura 6012 - Aws E-6012Document1 pageIndura 6012 - Aws E-6012leongratis100% (1)
- P m059 002 Procedimiento Soldadura de ClipsDocument5 pagesP m059 002 Procedimiento Soldadura de Clipsjhon jairo arango100% (1)
- Tipos de ElectrodoDocument21 pagesTipos de Electrodojesus landa galarza100% (1)
- DIAPOSTIVAS de Recuperación Por Soldadura. (Paccaya Zinanyuca Nestor)Document20 pagesDIAPOSTIVAS de Recuperación Por Soldadura. (Paccaya Zinanyuca Nestor)nestor paccayaNo ratings yet
- Plegable Soldadura Aplicaciones Especiales Ed1 PDFDocument2 pagesPlegable Soldadura Aplicaciones Especiales Ed1 PDFClaudio ApablazaNo ratings yet
- FCAW Recubrimientos Duros (C)Document44 pagesFCAW Recubrimientos Duros (C)pablocp901100% (1)
- Charla Ing. Abelardo Acosta - Soldabilidad de Aceros DisimilesDocument19 pagesCharla Ing. Abelardo Acosta - Soldabilidad de Aceros DisimilesYsabel Hancco SolísNo ratings yet
- Simbologia 2Document161 pagesSimbologia 2Wilfran Gamero Jimenez100% (1)
- Acero Tipos - ..Document6 pagesAcero Tipos - ..DAY FERRER CRUZNo ratings yet
- CAPÍTULO 7. - Proceso de Soldadura GTAWDocument8 pagesCAPÍTULO 7. - Proceso de Soldadura GTAWCarlos PerezNo ratings yet
- 11 Agrietamiento en Frio y en CalienteDocument34 pages11 Agrietamiento en Frio y en CalienteMarlon GutierrezNo ratings yet
- Castolin EutecticDocument12 pagesCastolin EutecticNegrito Rosarino100% (1)
- Gmaw FinalDocument12 pagesGmaw Finaljpenare100% (1)
- OXICORTEDocument72 pagesOXICORTERicardo PeraltaNo ratings yet
- Recubrimientos Soldexa 2011Document54 pagesRecubrimientos Soldexa 2011Eder Arturo Changano LinaresNo ratings yet
- Manual de Acero Al CarbonDocument17 pagesManual de Acero Al CarbonLuis Yobal100% (1)
- Soldadura Por ElectroescoriaDocument10 pagesSoldadura Por ElectroescoriaSantos Quiñones ParimangoNo ratings yet
- Wps EjemploDocument1 pageWps EjemploJonatan Goicochea BaconNo ratings yet
- FCAWDocument8 pagesFCAWMaritza100% (1)
- SAW Variables Powermaster LINCOLN ELECTRICDocument28 pagesSAW Variables Powermaster LINCOLN ELECTRICSalvador Zarraga NievesNo ratings yet
- Tipos de ElectrodosDocument37 pagesTipos de Electrodososwaldo sanchez100% (1)
- Posiciones de SoldaduraDocument9 pagesPosiciones de SoldaduraNyssen A Castillo BNo ratings yet
- Colado en Molde PermanenteDocument19 pagesColado en Molde Permanenteascharlyx50% (2)
- 1 Fabricacion y Denominacion de Los AcerosDocument41 pages1 Fabricacion y Denominacion de Los AcerosEdson Eduardo Medina de la Cruz100% (2)
- Soldabilidad de Acero FundidoDocument27 pagesSoldabilidad de Acero FundidoNicson Abilio Alfaro CastilloNo ratings yet
- Hierro Fundido y SoldabilidadDocument41 pagesHierro Fundido y SoldabilidadGean C Mantilla Ramos67% (6)
- Revista de Soldadura Segunda ParteDocument64 pagesRevista de Soldadura Segunda Partejaon11100% (1)
- Recubrimientos DurosDocument28 pagesRecubrimientos DurosAnonymous NpiKhs5bNo ratings yet
- Informe SMAW 3Document13 pagesInforme SMAW 3Jhon undaNo ratings yet
- TECSUP - Metalurgia de La SoldaduraDocument22 pagesTECSUP - Metalurgia de La SoldaduraAbel Valderrama Perez100% (1)
- Químicos de MantenimientoDocument8 pagesQuímicos de Mantenimientoluis.friend25No ratings yet
- Catalogo Repuestos para Autobus PDFDocument113 pagesCatalogo Repuestos para Autobus PDFEduardo Santana100% (1)
- Equipos Neumaticos e Hidraulicos en TunelesDocument7 pagesEquipos Neumaticos e Hidraulicos en TunelesDavid MONo ratings yet
- John Deere Construccion - CatalogoDocument6 pagesJohn Deere Construccion - CatalogoBenjamin romeroNo ratings yet
- Titán VS QuasarDocument5 pagesTitán VS QuasarFidel LaverianoNo ratings yet
- Segadora de Discos CLAASDocument43 pagesSegadora de Discos CLAASvodoochild_Ar80No ratings yet
- Test de Estilos de AprendizajeDocument3 pagesTest de Estilos de AprendizajePascual Goyito Torres Ortiz100% (1)
- Flujo Cdepp PenalDocument1 pageFlujo Cdepp PenalAnonymous tI6cgOO7NANo ratings yet
- Tensiones y Deformaciones en La Soldadura PDFDocument30 pagesTensiones y Deformaciones en La Soldadura PDFAnonymous tI6cgOO7NANo ratings yet
- Didactica UniversitariaDocument180 pagesDidactica UniversitariaAnonymous tI6cgOO7NANo ratings yet
- Descripciones y Denominaciones Del ProcesoDocument12 pagesDescripciones y Denominaciones Del ProcesoAnonymous tI6cgOO7NANo ratings yet
- Defectos en La Soldadura Mig-MagDocument17 pagesDefectos en La Soldadura Mig-MagAnonymous tI6cgOO7NANo ratings yet
- Consideraciones Durante La SoldaduraDocument1 pageConsideraciones Durante La SoldaduraAnonymous tI6cgOO7NANo ratings yet
- Los Textos Argumentativos, Como Argumentar ParrafosDocument33 pagesLos Textos Argumentativos, Como Argumentar ParrafosAnonymous tI6cgOO7NANo ratings yet
- Clasificacion Aceros AISI SAEDocument6 pagesClasificacion Aceros AISI SAEprocesosun2010100% (3)
- Tipos y Caracteristicas de ConocimientoDocument13 pagesTipos y Caracteristicas de ConocimientoAnonymous tI6cgOO7NANo ratings yet
- Criterios para Formular Problemas de Invest.Document8 pagesCriterios para Formular Problemas de Invest.Anonymous tI6cgOO7NANo ratings yet
- Horizonte Educativo Hacia Una Pedagogia de La AutoorganizacionDocument20 pagesHorizonte Educativo Hacia Una Pedagogia de La AutoorganizacionAnonymous tI6cgOO7NANo ratings yet
- Tecnología de Avanzada en Recubrimientos y Recargue DuroDocument37 pagesTecnología de Avanzada en Recubrimientos y Recargue DuroAnonymous tI6cgOO7NANo ratings yet
- Separata Jovenes Productivos-1ra. UnidadDocument21 pagesSeparata Jovenes Productivos-1ra. UnidadAnonymous tI6cgOO7NANo ratings yet
- Metodo CientificoDocument18 pagesMetodo CientificoAnonymous tI6cgOO7NANo ratings yet
- Materiales Metalicos-ClasificacionDocument11 pagesMateriales Metalicos-ClasificacionAnonymous tI6cgOO7NANo ratings yet
- Tipos y Niveles de InvestigacionDocument20 pagesTipos y Niveles de InvestigacionAnonymous tI6cgOO7NANo ratings yet
- Metodo CientificoDocument18 pagesMetodo CientificoAnonymous tI6cgOO7NANo ratings yet
- Tipos y Niveles de InvestigacionDocument20 pagesTipos y Niveles de InvestigacionAnonymous tI6cgOO7NANo ratings yet
- Seguridad Soldadura 1Document49 pagesSeguridad Soldadura 1Nikola Sambrailo0% (1)
- El Ser Humano y Los MaterialesDocument17 pagesEl Ser Humano y Los MaterialesAnonymous tI6cgOO7NANo ratings yet
- Metodo CientificoDocument18 pagesMetodo CientificoAnonymous tI6cgOO7NANo ratings yet
- Tipos y Niveles de InvestigacionDocument20 pagesTipos y Niveles de InvestigacionAnonymous tI6cgOO7NANo ratings yet
- Metodo CientificoDocument18 pagesMetodo CientificoAnonymous tI6cgOO7NANo ratings yet
- Decima UnidadDocument18 pagesDecima UnidadAnonymous tI6cgOO7NANo ratings yet
- Presentacion Efecto de La Soldadura en La Integridad Estructural PDFDocument25 pagesPresentacion Efecto de La Soldadura en La Integridad Estructural PDFAnonymous tI6cgOO7NANo ratings yet
- Clase 17-10-17-Tipos y Niveles de InvestigacionDocument20 pagesClase 17-10-17-Tipos y Niveles de InvestigacionAnonymous tI6cgOO7NANo ratings yet
- Oficines Es PDFDocument47 pagesOficines Es PDFJessicaa TreejooNo ratings yet
- Presentación 1Document3 pagesPresentación 1Anonymous tI6cgOO7NANo ratings yet
- Derecho Constitucional General-Dr. MedranoDocument34 pagesDerecho Constitucional General-Dr. MedranoAnonymous tI6cgOO7NANo ratings yet
- Chancado Tipo FormatoDocument13 pagesChancado Tipo FormatoalbertoNo ratings yet
- Secuencia Pompas de JabonDocument4 pagesSecuencia Pompas de JabonMarcos VargasNo ratings yet
- S09.s1 - PProcesos de Soldadura - Arco EléctricoDocument53 pagesS09.s1 - PProcesos de Soldadura - Arco EléctricoJhamir MartellNo ratings yet
- PERMEABILIDAD Preguntas de Suelos PDFDocument7 pagesPERMEABILIDAD Preguntas de Suelos PDFCarlos Daniel Lupaca ChipanaNo ratings yet
- Sidel MatrixDocument2 pagesSidel MatrixEzequiel ValenciaNo ratings yet
- Evaluacion Quincenal 4 Primaria Comenius 2015Document5 pagesEvaluacion Quincenal 4 Primaria Comenius 2015Eber AlanizNo ratings yet
- Sesión 1 - Soldadura Por Arco Electrico - PMDocument113 pagesSesión 1 - Soldadura Por Arco Electrico - PMLUIS ALEJANDRO HURTADO QUIÑONESNo ratings yet
- Dis Soluciones 3 R EsoDocument4 pagesDis Soluciones 3 R EsoNeus PonsNo ratings yet
- Atmosfera ExpoDocument5 pagesAtmosfera ExpoSoy DayiNo ratings yet
- Libro de InstruccionesDocument128 pagesLibro de InstruccionesDmitryNo ratings yet
- Contaminación Del Cuerpo HumanoDocument3 pagesContaminación Del Cuerpo HumanoNelson Daniel GámezNo ratings yet
- Diagrama de Flujo Practica 1Document1 pageDiagrama de Flujo Practica 1haruna666No ratings yet
- Cement oDocument2 pagesCement oNiler Alonzo EspiritoNo ratings yet
- Planta de Depuración y Tratamiento de Lasne-FranciaDocument4 pagesPlanta de Depuración y Tratamiento de Lasne-FranciaKarla Dennise Guerra Cruz100% (1)
- Hidrostatica TFDocument5 pagesHidrostatica TFGuillermo AguirreNo ratings yet
- Tratamiento Por Frio en Los AlimentosDocument13 pagesTratamiento Por Frio en Los Alimentosroger osorio100% (1)
- Ceratec Instrucciones Esp2011Document36 pagesCeratec Instrucciones Esp2011Hapexamendios DosNo ratings yet
- Hydropower-Plus CLJ PDFDocument24 pagesHydropower-Plus CLJ PDFivan vuskovicNo ratings yet
- Crucigrama BiologicosDocument5 pagesCrucigrama BiologicosRuben FonsecaNo ratings yet
- Proyecto Partidas PracticaDocument135 pagesProyecto Partidas Practicajimmy fernandez0% (1)
- Proceso de Licuación de Gas NaturalDocument7 pagesProceso de Licuación de Gas NaturalJhimmy Vargas100% (1)
- Tabla Periodica:)Document1 pageTabla Periodica:)Alejandra Keila Quispe RamosNo ratings yet
- Norma AgmaDocument7 pagesNorma AgmaVictor FriasNo ratings yet
- Tumba de Sueño, Jean-Luc NancyDocument32 pagesTumba de Sueño, Jean-Luc NancyJulieta Marchant100% (11)
- Panorama de Farmacovigilancia en Las Am RicasDocument38 pagesPanorama de Farmacovigilancia en Las Am RicasJean AntoineNo ratings yet
- Precios Mano de Obra EspañaDocument57 pagesPrecios Mano de Obra Españaamaury87No ratings yet
- Plan de Contingencia Ante Derrames de Hidrocarburos en Rio COMENTARIOS MINEROSDocument19 pagesPlan de Contingencia Ante Derrames de Hidrocarburos en Rio COMENTARIOS MINEROSjo4tan7168100% (1)
- Bioenergetica Ejercicios 1Document45 pagesBioenergetica Ejercicios 1Minchola Ipanaque BryamNo ratings yet
- Anexo IndicadoresDocument2 pagesAnexo IndicadoresPaula GuerreroNo ratings yet
- Glosario de Términos - MonitoreoDocument6 pagesGlosario de Términos - MonitoreoMichelleNo ratings yet