You might also like
- The Truth About Fibonacci TradingDocument34 pagesThe Truth About Fibonacci TradingAnand KesarkarNo ratings yet
- Dynamic Print Solution: D P E PDocument8 pagesDynamic Print Solution: D P E PAnand KesarkarNo ratings yet
- Breakout Trading Strategies Quick GuideDocument10 pagesBreakout Trading Strategies Quick GuideAnand Kesarkar100% (1)
- Unit 8 - Week 7: Assignment 07Document3 pagesUnit 8 - Week 7: Assignment 07Anand KesarkarNo ratings yet
- Candlestick Patterns Every Trader Should KnowDocument65 pagesCandlestick Patterns Every Trader Should KnowDxtr V Drn100% (1)
- ANUGRAHA TEJAS Automatic power loom for Coir Geo TextilesDocument16 pagesANUGRAHA TEJAS Automatic power loom for Coir Geo TextilesAnand KesarkarNo ratings yet
- Corona Kavach Policy-Oriental Insurance - Rate ChartDocument3 pagesCorona Kavach Policy-Oriental Insurance - Rate ChartAnand KesarkarNo ratings yet
- The Complete Guide To Trading PDFDocument116 pagesThe Complete Guide To Trading PDFvkverma352No ratings yet
- Let's Discuss Your Next Project.: Contact USDocument8 pagesLet's Discuss Your Next Project.: Contact USAnand KesarkarNo ratings yet
- The Truth About Fibonacci TradingDocument34 pagesThe Truth About Fibonacci TradingAnand KesarkarNo ratings yet
- Name Contact No. Location DOB Age SR No. Employee CodeDocument5 pagesName Contact No. Location DOB Age SR No. Employee CodeAnand KesarkarNo ratings yet
- Cap 3 Dse CutoffDocument614 pagesCap 3 Dse CutoffAnand KesarkarNo ratings yet
- Astm A70Document1 pageAstm A70Anand KesarkarNo ratings yet
- Manufacturing Processes UNIT Test-I - Series A With SolutionsDocument1 pageManufacturing Processes UNIT Test-I - Series A With SolutionsAnand KesarkarNo ratings yet
- A270Document6 pagesA270Anonymous O39pjWNo ratings yet
- Change Address Contact Details Email IdDocument1 pageChange Address Contact Details Email IdAnand KesarkarNo ratings yet
- Standard Operation ProcedureDocument3 pagesStandard Operation ProcedureAnand KesarkarNo ratings yet
- 1.4 BG00381946 - ADocument1 page1.4 BG00381946 - AAnand KesarkarNo ratings yet
- Symbol of Weld PDFDocument28 pagesSymbol of Weld PDFSyarif IrwantoNo ratings yet
- Pressure Testing Safety EssentialsDocument7 pagesPressure Testing Safety EssentialsSuleyman HaliciogluNo ratings yet
- Symbol of Weld PDFDocument28 pagesSymbol of Weld PDFSyarif IrwantoNo ratings yet
- Wps Is 2062 GR B Butt-OkDocument2 pagesWps Is 2062 GR B Butt-OkAnand Kesarkar33% (3)
- Symbol of Weld PDFDocument28 pagesSymbol of Weld PDFSyarif IrwantoNo ratings yet
- Dss 2205 Wps PQR WPQDocument8 pagesDss 2205 Wps PQR WPQAnand KesarkarNo ratings yet
- Maharashtra State Road Transport Corporation Public Online Reservation System TicketDocument1 pageMaharashtra State Road Transport Corporation Public Online Reservation System TicketAnand KesarkarNo ratings yet
- M CR 601r1Document14 pagesM CR 601r1nazari123No ratings yet
- Hydrostatic Testing Procedures for FacilitiesDocument17 pagesHydrostatic Testing Procedures for Facilitiesprakash07343No ratings yet
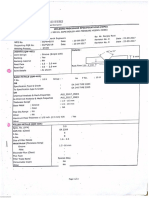
- Cr10830005 - 3 Heat Exchanger 01Document1 pageCr10830005 - 3 Heat Exchanger 01Anand KesarkarNo ratings yet
- WPQ Is 2062 Haresh Shah W1Document1 pageWPQ Is 2062 Haresh Shah W1Anand KesarkarNo ratings yet
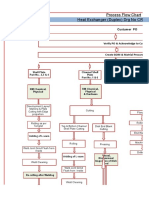
- Process Flow Chart - Heat ExchangerDocument7 pagesProcess Flow Chart - Heat ExchangerAnand KesarkarNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Heat Transfer Rate Through Composite Walls and InsulationDocument18 pagesHeat Transfer Rate Through Composite Walls and InsulationpamiNo ratings yet
- Allen - Rock Bed Pressure Drop and Heat TransferDocument12 pagesAllen - Rock Bed Pressure Drop and Heat TransferAlonso1593No ratings yet
- ASTM01 Thermal Measurements The Foundation of Fire Standards GritzoDocument198 pagesASTM01 Thermal Measurements The Foundation of Fire Standards GritzoEleni AsimakopoulouNo ratings yet
- Heat Intake LabDocument3 pagesHeat Intake LabTajay BillingsNo ratings yet
- Transmission of HeatDocument53 pagesTransmission of HeatCat123No ratings yet
- Sci NotesDocument4 pagesSci NotesnidhiyourmomNo ratings yet
- AE 753 Advance Heat TransferDocument3 pagesAE 753 Advance Heat Transferfake7083No ratings yet
- Submerged Arc FurnaceDocument11 pagesSubmerged Arc FurnaceArooshbabu BabuNo ratings yet
- Heat Conduction ch2 Solution PDFDocument96 pagesHeat Conduction ch2 Solution PDFHawraa AlbahadlyNo ratings yet
- CH 11 Physics Class 11Document10 pagesCH 11 Physics Class 11Khirod Chandra BarikNo ratings yet
- Pages From Heat and Mass Transfer, 6th Edition, Si Units by Cengel & GhajarDocument7 pagesPages From Heat and Mass Transfer, 6th Edition, Si Units by Cengel & GhajarRiad El AbedNo ratings yet
- CHE1006 Heat-Transfer ETH 1 AC40Document2 pagesCHE1006 Heat-Transfer ETH 1 AC40Aakash DubeyNo ratings yet
- Fisica Experimentos UniversitariosDocument356 pagesFisica Experimentos UniversitariosAlan KilonzoNo ratings yet
- Formative Assessment 8Document1 pageFormative Assessment 8bashadelacruz7No ratings yet
- Direction: Analyze and Answer Carefully The Following Questions. Choose The BestDocument5 pagesDirection: Analyze and Answer Carefully The Following Questions. Choose The BestGener ToledoNo ratings yet
- Heat and Mass Transfer Questions and AnswersDocument26 pagesHeat and Mass Transfer Questions and AnswersRavikumar100% (1)
- JP's Physics 101 Test Bank 4Document24 pagesJP's Physics 101 Test Bank 4Royce SumagaysayNo ratings yet
- Lecture 3Document15 pagesLecture 3CHARLIE MAGNE VALERANo ratings yet
- Heat Conduction Equation: BMCG 2123 Faculty of Manufacturing Engineering, Utem Taufik Week 2Document45 pagesHeat Conduction Equation: BMCG 2123 Faculty of Manufacturing Engineering, Utem Taufik Week 2elly_lim_3No ratings yet
- Manuscript KBitsiDocument5 pagesManuscript KBitsiAleksa SaricNo ratings yet
- L3-Ch15 - Thermal Energy (Lesson 1)Document35 pagesL3-Ch15 - Thermal Energy (Lesson 1)Jamal RamadanNo ratings yet
- B.Tech ADocument151 pagesB.Tech ASaurav SharmaNo ratings yet
- TDocument12 pagesTholdonpainendsNo ratings yet
- CHAPTER 1 Heat TransferDocument17 pagesCHAPTER 1 Heat Transferaimanrsln0% (1)
- Tutorial 1 - Conduction in Cartiesian System: Thermal ConductivityDocument2 pagesTutorial 1 - Conduction in Cartiesian System: Thermal ConductivityJoe Ford MoralesNo ratings yet
- Heat Transfer Modeling Exhaust Nozzle Gas Turbines TBC CoatingsDocument4 pagesHeat Transfer Modeling Exhaust Nozzle Gas Turbines TBC CoatingsBhavesh JainNo ratings yet
- Mango Pulp Drying by Refractance WindowDocument8 pagesMango Pulp Drying by Refractance WindowOscar ArangoNo ratings yet
- Buckling & Heat Transfer Analysis PDFDocument28 pagesBuckling & Heat Transfer Analysis PDFSwaraj Deep SharmaNo ratings yet
- Taller de Problemas de Transferencia de CalorDocument3 pagesTaller de Problemas de Transferencia de CalorAna Karina Suaste EspadasNo ratings yet
- Keystone Universe of Education: CH-1 ElectrostaticsDocument60 pagesKeystone Universe of Education: CH-1 ElectrostaticsAakash RathiNo ratings yet