You might also like
- Strength of Materials - MCQDocument11 pagesStrength of Materials - MCQsudheer92100% (2)
- Design of Box Culverts, KBMDocument17 pagesDesign of Box Culverts, KBMSasinath Msh100% (1)
- 03-Symbols Mock ExamDocument5 pages03-Symbols Mock ExamCRISTIAN SILVIU IANUC100% (1)
- Neca 409-2009 - Installing and Maintaining Dry Type TransformersDocument42 pagesNeca 409-2009 - Installing and Maintaining Dry Type TransformersJosé Luis FalconNo ratings yet
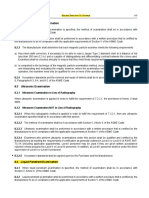
- Acceptance CriteriaDocument19 pagesAcceptance CriteriaAnonymous 5iv0i3cZNo ratings yet
- WPS Format For Asme Ix - Wps - Gtaw - OverlayDocument1 pageWPS Format For Asme Ix - Wps - Gtaw - OverlayThe Welding Inspections Community100% (1)
- CSWIP - Multi Questions & AnswersDocument64 pagesCSWIP - Multi Questions & AnswersSenthil Kumar100% (10)
- JIS G3452 PipeDocument0 pagesJIS G3452 PipefaridyeniNo ratings yet
- Asme CCase 1987-2Document2 pagesAsme CCase 1987-2ADAMJSRAONo ratings yet
- Cswip Qa 1 - 300 QaDocument64 pagesCswip Qa 1 - 300 QaIyappan BaluNo ratings yet
- CSWIP 3.1 - Question With Answer and Explanation - Part 16 - General Technical KnowledgeDocument7 pagesCSWIP 3.1 - Question With Answer and Explanation - Part 16 - General Technical KnowledgeDENSIN0% (1)
- Multi - Choice Question Paper (MSR-WI-1)Document8 pagesMulti - Choice Question Paper (MSR-WI-1)Karit Hawichit100% (1)
- 17 Multiple Choice Questions: No Answer GivenDocument5 pages17 Multiple Choice Questions: No Answer GivenAkram AlhaddadNo ratings yet
- Railway Steel Grade PDFDocument4 pagesRailway Steel Grade PDFv4lkr3yNo ratings yet
- MR Zubair - NotesDocument39 pagesMR Zubair - NotesAnjali Singh100% (1)
- Welding Sample QuestionsDocument4 pagesWelding Sample Questionsenels770% (2)
- CSWIP QuizDocument12 pagesCSWIP Quizmushruff100% (1)
- WIS 5 Qu paper MSR-WI-1Document8 pagesWIS 5 Qu paper MSR-WI-1Shankar Gurusamy100% (1)
- CWB 2 Module 22 Questions Flashcards - Quizlet - PDF (CWB 2)Document8 pagesCWB 2 Module 22 Questions Flashcards - Quizlet - PDF (CWB 2)HusnainAhmedNo ratings yet
- Cswip QuestionDocument3 pagesCswip Questionfasith9534No ratings yet
- Reichold, Corrosion Guide 12.15.2010Document45 pagesReichold, Corrosion Guide 12.15.2010Pradeep Srivastava100% (1)
- PFC - The Great CoolerDocument47 pagesPFC - The Great CoolerM.IBRAHEEM100% (1)
- CE Equations For Weldability of SteelsDocument1 pageCE Equations For Weldability of SteelsVivek Panse100% (1)
- Submerged Arc Welding (Saw)Document5 pagesSubmerged Arc Welding (Saw)Nnaji Chukwuma SlamNo ratings yet
- QW 442 A Number PDFDocument1 pageQW 442 A Number PDFMadidj_2014No ratings yet
- Question Paper For Snr. WeldingDocument3 pagesQuestion Paper For Snr. WeldingThulasi Ram100% (1)
- DefectDocument2 pagesDefectanon_90890103100% (1)
- QW-450 Specimens: QW-451 Procedure Qualification Thickness Limits and Test SpecimensDocument1 pageQW-450 Specimens: QW-451 Procedure Qualification Thickness Limits and Test SpecimensBabar100% (2)
- PFI ES-1-1992 Internal Machining and Solid Machined Backing Rings For Circumferential Butt Welds PDFDocument8 pagesPFI ES-1-1992 Internal Machining and Solid Machined Backing Rings For Circumferential Butt Welds PDFfatapia74No ratings yet
- 003 - PTS - Pipeline Welding - Rev 0Document38 pages003 - PTS - Pipeline Welding - Rev 0Praveen KumarNo ratings yet
- Hydro Aluminium - AlSi7Mg0.6Document2 pagesHydro Aluminium - AlSi7Mg0.6Raj PrasanthNo ratings yet
- INDIAN STANDARDS FOR METALLURGICAL ENGINEERINGDocument8 pagesINDIAN STANDARDS FOR METALLURGICAL ENGINEERINGSasi KumarNo ratings yet
- Inspection of The Hot Dipped Galvanizing ProcessDocument5 pagesInspection of The Hot Dipped Galvanizing ProcessIrinaNo ratings yet
- QUIZ-1 ASME Pressure Vessel RulesDocument1 pageQUIZ-1 ASME Pressure Vessel Rulesshabbir626No ratings yet
- Qw-484A - Suggested Format A For Welder Performance Qualifications (WPQ) )Document2 pagesQw-484A - Suggested Format A For Welder Performance Qualifications (WPQ) )essnelsonNo ratings yet
- Top 6 Hydrogen Cracking - Cswip 3.1 Course Questions and AnswersDocument3 pagesTop 6 Hydrogen Cracking - Cswip 3.1 Course Questions and AnswersJlkKumarNo ratings yet
- BS en 287Document7 pagesBS en 287Chris Thomas0% (1)
- NDT Methods and Weld Defects Identification QuizDocument8 pagesNDT Methods and Weld Defects Identification QuizMyak OkuokuNo ratings yet
- Test No 5Document3 pagesTest No 5Muhammad AsimNo ratings yet
- 0901b80380959cc7 PDFDocument2 pages0901b80380959cc7 PDFBonaventure NzeyimanaNo ratings yet
- TABLE 2 Dimensions of Circular Washers: 8. Workmanship, Finish, and AppearanceDocument1 pageTABLE 2 Dimensions of Circular Washers: 8. Workmanship, Finish, and AppearanceGHULAM NABINo ratings yet
- 1 SS PP 005Document18 pages1 SS PP 005sanketNo ratings yet
- MOTS-12 Welding and NDE of WeldsDocument1 pageMOTS-12 Welding and NDE of Weldsryan.sNo ratings yet
- Fir-001 - 10 03 18Document1 pageFir-001 - 10 03 18Kartik SolankiNo ratings yet
- ASME 9 Multi Process Welding Procedures QW200Document2 pagesASME 9 Multi Process Welding Procedures QW200Teodor EzaruNo ratings yet
- Astm A335 p91 PipeDocument1 pageAstm A335 p91 PipeBhagwati SteelageNo ratings yet
- Iron Carbon Phase DiagramDocument7 pagesIron Carbon Phase Diagrampratap biswasNo ratings yet
- Preview Report of A Visit To The Steel Structure WorkshopDocument2 pagesPreview Report of A Visit To The Steel Structure WorkshopMohamed BadraNo ratings yet
- Steel Pipes Tubes Eng PDFDocument21 pagesSteel Pipes Tubes Eng PDFsintaprisilliaNo ratings yet
- Cswip3.2 Content ONLYDocument3 pagesCswip3.2 Content ONLYSathishkumar. KNo ratings yet
- Gammatec Catalogue 2015Document138 pagesGammatec Catalogue 2015Stuart WickensNo ratings yet
- 22 LNT Ni1 (ER80S-Ni1) 2.4mm 3.1 MTCDocument1 page22 LNT Ni1 (ER80S-Ni1) 2.4mm 3.1 MTCnwoforNo ratings yet
- CSWIP Module Re-ExamDocument2 pagesCSWIP Module Re-ExamAhmad Khalimi Ilmawan100% (1)
- Cswip Section 13 Mig Mag WeldingDocument23 pagesCswip Section 13 Mig Mag WeldingNsidibe Michael EtimNo ratings yet
- Critére D'acceptation PT API 650 ASME VIIIDocument4 pagesCritére D'acceptation PT API 650 ASME VIIITahar DabbarNo ratings yet
- Welding Inspection and CertificationDocument30 pagesWelding Inspection and Certificationmahmoud_allam3No ratings yet
- Welding Inspection Multiple Choice QuestionsDocument4 pagesWelding Inspection Multiple Choice QuestionsSurendra KamalNo ratings yet
- GMAWDocument12 pagesGMAWsushant47No ratings yet
- Saudi Technical Trade Test - Welder CategoryDocument4 pagesSaudi Technical Trade Test - Welder CategoryshabashakkimNo ratings yet
- Welder NIMI Q 2Document30 pagesWelder NIMI Q 2Mahesh SonarNo ratings yet
- Catalog Fabricante TechnipDocument9 pagesCatalog Fabricante Technipjimy GutiérrezNo ratings yet
- Hydrogen Cracking Causes and PreventionDocument6 pagesHydrogen Cracking Causes and Preventionshahid khanNo ratings yet
- Metal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryFrom EverandMetal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryNo ratings yet
- Technology 8Document12 pagesTechnology 8noorNo ratings yet
- (D) A Transformer or Alternator and A Means To Change The CurrentDocument19 pages(D) A Transformer or Alternator and A Means To Change The Currentmohammed dallyNo ratings yet
- Galambos Ravindra 1976Document103 pagesGalambos Ravindra 1976Eric NolascoNo ratings yet
- Hot-Dip Galvanized Rebar Performance & Condition Epoxy-Coated RebarDocument4 pagesHot-Dip Galvanized Rebar Performance & Condition Epoxy-Coated RebarJoaquin RiccitelliNo ratings yet
- Duplex 1400 10100 Basic-N en 2014 06Document8 pagesDuplex 1400 10100 Basic-N en 2014 06chaesar1No ratings yet
- Catalogo Chumaceras SKFDocument95 pagesCatalogo Chumaceras SKFmanuelzavala2012100% (1)
- Jansen Profilgeschichte 1923 Bis Heute enDocument126 pagesJansen Profilgeschichte 1923 Bis Heute enMihai AncaNo ratings yet
- Channel System ComponentsDocument1 pageChannel System ComponentsDiego FlórezNo ratings yet
- Gs11m12a01 01e PDFDocument38 pagesGs11m12a01 01e PDFDhirender DagarNo ratings yet
- PRICED (R) - FBC Finishing PackageDocument1 pagePRICED (R) - FBC Finishing PackagejatinNo ratings yet
- CIPP DesignDocument6 pagesCIPP DesignkwesiwellsNo ratings yet
- Shalabny Buonocore - 2022 APSUSDocument9 pagesShalabny Buonocore - 2022 APSUSFrankie GoodheartNo ratings yet
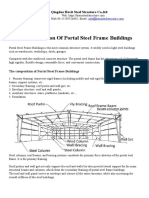
- The Specification of Portal Steel FrameDocument9 pagesThe Specification of Portal Steel FramemandyNo ratings yet
- Neer Ground Clamps: GC: Bronze Clamps GC: Zinc ClampsDocument2 pagesNeer Ground Clamps: GC: Bronze Clamps GC: Zinc ClampsLuis Guillermo BenitezNo ratings yet
- Baine Hospital Details Scope of Work 25082017Document3 pagesBaine Hospital Details Scope of Work 25082017kumarjit kolayNo ratings yet
- Amp Qb.Document6 pagesAmp Qb.svkarthik83No ratings yet
- Astm A1055Document9 pagesAstm A1055Nsidibe EtimNo ratings yet
- I Scarcely Perceptible: Intensity Scale DescriptionDocument15 pagesI Scarcely Perceptible: Intensity Scale DescriptionPete BasNo ratings yet
- 3D Printing in Construction ChallengesDocument7 pages3D Printing in Construction Challengesابو النمرNo ratings yet
- Lim Fire Research 03 2Document351 pagesLim Fire Research 03 2torNo ratings yet
- Shear StrengthDocument37 pagesShear Strengthahmed yehiaNo ratings yet
- Docslide - Us - Aeb 9901 Engine Coolant Performance SpecificationsDocument44 pagesDocslide - Us - Aeb 9901 Engine Coolant Performance SpecificationsalvaroleivazNo ratings yet
- Structural Behaviour of Cold-Formed Steel Z Purlins With Generic Lapped ConnectionsDocument15 pagesStructural Behaviour of Cold-Formed Steel Z Purlins With Generic Lapped ConnectionsBart HoNo ratings yet
- CEMC Module 5Document52 pagesCEMC Module 5Biswajit SamalNo ratings yet
- Lowara SV PDFDocument72 pagesLowara SV PDFsebastmNo ratings yet