You might also like
- Ensaio de ruptura do aço AC50 determina alta resistênciaDocument8 pagesEnsaio de ruptura do aço AC50 determina alta resistênciaÉrika TagimaNo ratings yet
- 03-04 Tartilope V2Document2 pages03-04 Tartilope V2Érika TagimaNo ratings yet
- Notas de Aula - Processo TIG PDFDocument8 pagesNotas de Aula - Processo TIG PDFÉrika TagimaNo ratings yet
- 4 Aula Prática EEL315 - Ensaio Rotor TravadoDocument1 page4 Aula Prática EEL315 - Ensaio Rotor TravadoÉrika TagimaNo ratings yet
- ApostilaDocument94 pagesApostilaÉrika TagimaNo ratings yet
- ApostilaDocument94 pagesApostilaÉrika TagimaNo ratings yet
- Folder BezinalDocument12 pagesFolder BezinalClaudio VilhaNo ratings yet
- Informações sobre ligas de bronzeDocument21 pagesInformações sobre ligas de bronzeValmir SantosNo ratings yet
- Análise óleo lubrificante Ipiranga F1 Master SAE 5W30 API SNDocument2 pagesAnálise óleo lubrificante Ipiranga F1 Master SAE 5W30 API SNMichael CabralNo ratings yet
- Mangueiras hidráulicas para grampos VV3Document4 pagesMangueiras hidráulicas para grampos VV3Joao Damasceno RibeiroNo ratings yet
- Coeficientes de Atrito Estatico e CineticoDocument1 pageCoeficientes de Atrito Estatico e CineticoKauê Herold Pedra Hume100% (1)
- DecapagemDocument7 pagesDecapagemLucas RiosNo ratings yet
- 9-Tratamentos TermoquimicosDocument42 pages9-Tratamentos TermoquimicosLetícia RossiNo ratings yet
- Catalogo JomarcaDocument30 pagesCatalogo Jomarcaestermarinho12345678No ratings yet
- 11FQA Ficha Trab Ini Q2.2 - N.º 2 - SoluçõesDocument7 pages11FQA Ficha Trab Ini Q2.2 - N.º 2 - SoluçõesAndrei GalanNo ratings yet
- Propriedades e classificação dos materiais metálicosDocument7 pagesPropriedades e classificação dos materiais metálicosCarlos de PaulaNo ratings yet
- Norma AISIDocument92 pagesNorma AISIwilian_coelho3309No ratings yet
- Catálogo Barras e Perfis Gerdau 2019Document8 pagesCatálogo Barras e Perfis Gerdau 2019LUCIANOSRLIMANo ratings yet
- Estudo de Caso - Atividade em GrupoDocument5 pagesEstudo de Caso - Atividade em GrupoRenata OliveiraNo ratings yet
- Apresentação SacchelliDocument4 pagesApresentação SacchelliBruno PereiraNo ratings yet
- Tratamentos térmicos: aplicações e processosDocument73 pagesTratamentos térmicos: aplicações e processosRafael OliveiraNo ratings yet
- Formas de CorrosãoDocument12 pagesFormas de CorrosãoThalysonFernandesNo ratings yet
- Catalogo DragtecDocument12 pagesCatalogo DragtecMarcos AndréNo ratings yet
- Parafusos SextavadosDocument38 pagesParafusos SextavadosGleidson AnterioNo ratings yet
- Classificação e propriedades do açoDocument2 pagesClassificação e propriedades do açofabiano0% (1)
- l1. Carbonetos em NodularDocument25 pagesl1. Carbonetos em NodularrsomsmdudaNo ratings yet
- Böhler Dmo Ig B (Gtaw)Document1 pageBöhler Dmo Ig B (Gtaw)Kara WhiteNo ratings yet
- Intelli - Catalogo - HastesDocument6 pagesIntelli - Catalogo - HastesmarleyNo ratings yet
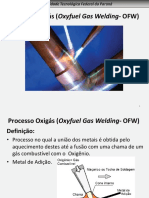
- Processo Oxigás (Oxyfuel Gas Welding - OfW)Document33 pagesProcesso Oxigás (Oxyfuel Gas Welding - OfW)gabriel moraisNo ratings yet
- Manual para Projeto e Instalação de Coifas de Churrasqueiras PDFDocument4 pagesManual para Projeto e Instalação de Coifas de Churrasqueiras PDFLeo Tolerância FinitaNo ratings yet
- Aula 13 - Processos Especiais de FundiçãoDocument13 pagesAula 13 - Processos Especiais de FundiçãoIan MartinsNo ratings yet
- Robert N Gunn - Duplex Stainless Steels, Microstructure, Properties and Applications (1997, Woodhead Publishing)Document18 pagesRobert N Gunn - Duplex Stainless Steels, Microstructure, Properties and Applications (1997, Woodhead Publishing)Fabiana SantosNo ratings yet
- Cálculo de Area e VolumeDocument4 pagesCálculo de Area e VolumemassacrestudioNo ratings yet
- Eletrodos para soldagem de aços de baixo e médio teor de carbonoDocument12 pagesEletrodos para soldagem de aços de baixo e médio teor de carbonograci2828100% (5)
- Processos de usinagem com materiais e ferramentasDocument43 pagesProcessos de usinagem com materiais e ferramentasCris NunesNo ratings yet
- Catálogo Eletrodo Alumínio Fundido Castolin 2101-S - 2010 - 2pDocument2 pagesCatálogo Eletrodo Alumínio Fundido Castolin 2101-S - 2010 - 2pWellington S. FrançaNo ratings yet