You might also like
- Tratamiento TérmicoDocument5 pagesTratamiento TérmicoElmo VillaseñorNo ratings yet
- Tratamiento Térmico Del Acero d2 JRL y CoveDocument17 pagesTratamiento Térmico Del Acero d2 JRL y Covecoreano63No ratings yet
- Tratamiento Termico de Los MetalesDocument3 pagesTratamiento Termico de Los MetalesJuan PabloNo ratings yet
- Clase Tratamientos Termicos NitruracionDocument41 pagesClase Tratamientos Termicos NitruracionteknikitoNo ratings yet
- Procesos Sin Arranque de VirutaDocument9 pagesProcesos Sin Arranque de VirutaEdgar Martinez100% (1)
- Capitulo 7 Tratamientos TermicosDocument8 pagesCapitulo 7 Tratamientos Termicosedgarrobledo96No ratings yet
- Tema 7. Extrusión y Trefilado de MetalesDocument86 pagesTema 7. Extrusión y Trefilado de MetalesAndrea Agreda SejasNo ratings yet
- Pro. de Fabricacion Act. Cuadro Comparativo Cambio de FormaDocument5 pagesPro. de Fabricacion Act. Cuadro Comparativo Cambio de FormaEduardo LugoNo ratings yet
- Defectos en Las Piezas FundidasDocument4 pagesDefectos en Las Piezas FundidasDanielle KaufmanNo ratings yet
- Práctica MetalografíaDocument11 pagesPráctica MetalografíaAlfredo Robles SánchezNo ratings yet
- SOLDADURA CON HAZ DE ELECTRONES FinalDocument28 pagesSOLDADURA CON HAZ DE ELECTRONES FinalRey David Castillo VegaNo ratings yet
- Test Jominy e Influencia de Los Concentradores en El AISI 1045Document9 pagesTest Jominy e Influencia de Los Concentradores en El AISI 1045FeliNo ratings yet
- Tratamientos Termicos y ElectroquimicosDocument3 pagesTratamientos Termicos y Electroquimicoshezmofer0% (1)
- Cerámicas EstructuralesDocument39 pagesCerámicas EstructuralesDianithaGarciaNo ratings yet
- Metalurgia Del PolvoDocument7 pagesMetalurgia Del PolvoCARLANo ratings yet
- Catalogo de Implantes - Introduccion A Los Biomateriales.Document27 pagesCatalogo de Implantes - Introduccion A Los Biomateriales.Everardo IdkNo ratings yet
- APUNTADORESDocument12 pagesAPUNTADORESAdriel Alfonso Melchor Diaz100% (1)
- Resistencia Al Impacto de Un Acero Aisi Sae 1018 Llevado A Temperaturas Intercriticas CorrijiendoloDocument33 pagesResistencia Al Impacto de Un Acero Aisi Sae 1018 Llevado A Temperaturas Intercriticas Corrijiendolojuan camilo lugo becerraNo ratings yet
- SinterizadoDocument25 pagesSinterizadoBryan SuarezNo ratings yet
- Agrietamiento Por Corrosión y EsfuerzosDocument6 pagesAgrietamiento Por Corrosión y EsfuerzosEdgar MartínezNo ratings yet
- Práctica 4 Templado Del AceroDocument5 pagesPráctica 4 Templado Del AceroAlonso OsunaNo ratings yet
- Medios de EnfriamientoDocument21 pagesMedios de EnfriamientoJavier SaNzhez GaRcia100% (1)
- Aleaciones de TitanioDocument9 pagesAleaciones de TitanioRoberto Mario VelasquezNo ratings yet
- 2367Document2 pages2367Rolando CastilloNo ratings yet
- Recubrimientos Por Conversion QuimicaDocument12 pagesRecubrimientos Por Conversion QuimicaAndres Gonzalez ArdilaNo ratings yet
- Modificación MartemperingDocument22 pagesModificación MartemperingKellynQuispeArandaNo ratings yet
- Temple RevenidoDocument8 pagesTemple RevenidoGerlin Gomez MoralesNo ratings yet
- Trefilado - Procesos de ManufacturaDocument124 pagesTrefilado - Procesos de ManufacturaJ Daniel Palma Mendoza50% (2)
- Procesos de Formado y Recubrimiento de MetalesDocument22 pagesProcesos de Formado y Recubrimiento de MetalesArturo ZacariasNo ratings yet
- Tabla Metales FerrososDocument9 pagesTabla Metales FerrososDrk OmarNo ratings yet
- Tema4 Recristalizacion deformacionAltaTemperatura ProblemasresueltosDocument15 pagesTema4 Recristalizacion deformacionAltaTemperatura ProblemasresueltosSpoOk TracKer Caddish ShadeleSsNo ratings yet
- Revenido de Acero Templado Con Austenización CompletaDocument17 pagesRevenido de Acero Templado Con Austenización CompletaMichael CarvajalNo ratings yet
- PULVIMETALURGÍADocument5 pagesPULVIMETALURGÍAPaola CarpioNo ratings yet
- Identificación de Material de Laboratorio 2º F y QDocument4 pagesIdentificación de Material de Laboratorio 2º F y QmarceloNo ratings yet
- Resumen de FundicionDocument12 pagesResumen de Fundicionyvan100% (1)
- Microdureza y NanoDocument31 pagesMicrodureza y NanoRaul SanabriaNo ratings yet
- Fibra de VidrioDocument11 pagesFibra de VidrioFacu RuhlNo ratings yet
- Tarea #2 Tratamientos Térmicos Del AceroDocument5 pagesTarea #2 Tratamientos Térmicos Del AceroVictor Antonio Sanchez QuirogaNo ratings yet
- PerfiladoDocument7 pagesPerfiladoEdwin W Coles C.No ratings yet
- Fundición A PresionDocument21 pagesFundición A PresionKarla Benavente100% (2)
- Metalurgia de PolvosDocument22 pagesMetalurgia de PolvosJosé Antonio Piña85% (13)
- Acero WordDocument27 pagesAcero WordLuizitho SarmientoNo ratings yet
- Metalografía Lab 3Document9 pagesMetalografía Lab 3MiguelParedesNo ratings yet
- Informe Practica de FundicionDocument23 pagesInforme Practica de Fundicionnicolas londoñoNo ratings yet
- MetalografiaDocument6 pagesMetalografiaYsfranny SantaellaNo ratings yet
- Refinacion Por ElectroescoriaDocument14 pagesRefinacion Por ElectroescoriayiyohuauNo ratings yet
- Glosario Sobre Polimeros y CeramicosDocument14 pagesGlosario Sobre Polimeros y CeramicosRomarioo ReyesNo ratings yet
- 02.recocido - NormalizadoDocument30 pages02.recocido - NormalizadoJaime Alfonso Gonzalez VivasNo ratings yet
- Rutas Tecnológicas de La Producción Del AceroDocument8 pagesRutas Tecnológicas de La Producción Del Acerodenarira1404No ratings yet
- Constituyentes Del Diagrama Hierro - CarbonoDocument6 pagesConstituyentes Del Diagrama Hierro - CarbonocristianNo ratings yet
- Cementacion - Procedimiento y Analisis de Los ResultadosDocument10 pagesCementacion - Procedimiento y Analisis de Los ResultadosMario BermeoNo ratings yet
- 4ta PROCE, EQUIPOS D LAMINACIÓN 2020Document90 pages4ta PROCE, EQUIPOS D LAMINACIÓN 2020Juan Carlos CcasaNo ratings yet
- Taller de MetalurgiaDocument10 pagesTaller de MetalurgiaWilmer Albeiro100% (1)
- Clasificación Del TrefiladoDocument1 pageClasificación Del TrefiladoJeisson HuertaNo ratings yet
- Reporte de Fusibles PDFDocument7 pagesReporte de Fusibles PDFAlejandro Rodríguez FigueroaNo ratings yet
- Guia Ensayo de ImpactoDocument6 pagesGuia Ensayo de ImpactoJoseLozadaNo ratings yet
- Compuestos Intermetalicos Exposicion AcerosDocument29 pagesCompuestos Intermetalicos Exposicion Acerosnestor martinezNo ratings yet
- Tratamientos Térmicos y RevenidoDocument12 pagesTratamientos Térmicos y Revenidoangel139No ratings yet
- TRATAMIENTOS TermicosDocument41 pagesTRATAMIENTOS TermicosAles PeresNo ratings yet
- Tratamientos Termicos y TermoquimicosDocument10 pagesTratamientos Termicos y TermoquimicosTamara de la VegaNo ratings yet
- 3 Mat Exp Guia PDFDocument71 pages3 Mat Exp Guia PDFAltair Lbn Lähad60% (10)
- Manual Rouser180Document64 pagesManual Rouser180christian daniel100% (1)
- Identificación Peligros y Evaluación de RiesgosDocument25 pagesIdentificación Peligros y Evaluación de RiesgosazaelNo ratings yet
- Transito y Vialidad Tuxtla GutierrezDocument81 pagesTransito y Vialidad Tuxtla GutierrezHayiel-ha FantNo ratings yet
- Identificación Peligros y Evaluación de RiesgosDocument25 pagesIdentificación Peligros y Evaluación de RiesgosazaelNo ratings yet
- Actividad PreliminarDocument2 pagesActividad PreliminarazaelNo ratings yet
- Formato1 2Document2 pagesFormato1 2Mono PreciadoNo ratings yet
- Mapa Mental FinalDocument1 pageMapa Mental FinalazaelNo ratings yet
- Word ExposicionDocument1 pageWord ExposicionazaelNo ratings yet
- 1 Sistema de InformaciónDocument43 pages1 Sistema de InformaciónazaelNo ratings yet
- Proceso de ManufacturaDocument15 pagesProceso de ManufacturaazaelNo ratings yet
- Evolución TecnológicaDocument23 pagesEvolución TecnológicaazaelNo ratings yet
- Orígenes de La Ciencia TareaDocument11 pagesOrígenes de La Ciencia TareaazaelNo ratings yet
- Plaza, Preomocion, PrecioDocument3 pagesPlaza, Preomocion, PrecioazaelNo ratings yet
- Mercado Tec NiaDocument3 pagesMercado Tec NiaazaelNo ratings yet
- MERCADOTECNIADocument3 pagesMERCADOTECNIAazaelNo ratings yet
- Informe ProteinaDocument20 pagesInforme ProteinaRoyderSantosLueraDominguezNo ratings yet
- Serna - Sergio - Unidad N°1 - Actividad N°2 Parte 2Document2 pagesSerna - Sergio - Unidad N°1 - Actividad N°2 Parte 2alpalo87No ratings yet
- TPN1 - Solidificacion - 2010Document4 pagesTPN1 - Solidificacion - 2010Pablo German TouriñanNo ratings yet
- Dispositivos de Arranque en FrioDocument9 pagesDispositivos de Arranque en FrioDenis Ugeño100% (1)
- Silabo Del Curso Met. Metales No FerrososDocument5 pagesSilabo Del Curso Met. Metales No Ferrososdj_marco0% (1)
- Semejanza HomoteciaDocument3 pagesSemejanza Homoteciajuan-dobleNo ratings yet
- Mlopez - Andamio Magnitudes y Sistemas de Unidades - U1 - Act2Document4 pagesMlopez - Andamio Magnitudes y Sistemas de Unidades - U1 - Act2Miguel López MorenoNo ratings yet
- Ejercicios Adicionales TP 3Document4 pagesEjercicios Adicionales TP 3McrrònNo ratings yet
- CartografiaDocument12 pagesCartografiaAnonymous 38ze6gm100% (1)
- 09terpeloiltectransmisionesatfiid2014 21663da758Document2 pages09terpeloiltectransmisionesatfiid2014 21663da758Cristian David Hernandez AteohortuaNo ratings yet
- Taller Final Puntos 3 y 8Document12 pagesTaller Final Puntos 3 y 8Santiago GMNo ratings yet
- Memoria de Calculo Casa 1Document29 pagesMemoria de Calculo Casa 1Jesus Justo Alvarez Calderon100% (2)
- ABRASIÓNDocument8 pagesABRASIÓNAnonymous PzkrIFNo ratings yet
- Acetona 2003Document9 pagesAcetona 2003cg2011No ratings yet
- Sistema DiedricoDocument3 pagesSistema DiedricoOriana EscobarNo ratings yet
- Equipos y Herramientas Utilizadas en Topografia y GeomáticaDocument11 pagesEquipos y Herramientas Utilizadas en Topografia y GeomáticaDiana castroNo ratings yet
- Prueba de Salida 2º ComunicaciónDocument7 pagesPrueba de Salida 2º ComunicaciónIveet Silva GilNo ratings yet
- Familia de Los AnfígenosDocument4 pagesFamilia de Los AnfígenosMiguel EspinozaNo ratings yet
- Manual VibracionesDocument77 pagesManual VibracionesRaquel Rivera TupacyupanquiNo ratings yet
- 2015 II Informe Fenomenos 1.Document12 pages2015 II Informe Fenomenos 1.Astrid De la CruzNo ratings yet
- Ejemplos HomogeneasDocument8 pagesEjemplos HomogeneasZayra GarciaNo ratings yet
- Lectura ImposibleDocument14 pagesLectura ImposibleJosé Santiago Vega de la CruzNo ratings yet
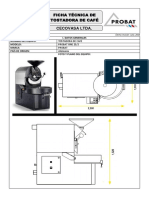
- Ficha Tecnica de Tostadora ProbatDocument3 pagesFicha Tecnica de Tostadora ProbatIsidro Gutiérrez Pari50% (2)
- Cita A CiegasDocument69 pagesCita A CiegasOlenka Castro100% (1)
- Ems - Sub Estación KiteniDocument20 pagesEms - Sub Estación KiteniROGE VARGASNo ratings yet
- Malla Minas UceDocument9 pagesMalla Minas UceHassan ChiribogaNo ratings yet
- Manual GeotecnicoDocument27 pagesManual GeotecnicoJuvenal Huamani FloresNo ratings yet
- Conductividad Termica Equivalente de Un Estrato de ParticulasDocument8 pagesConductividad Termica Equivalente de Un Estrato de ParticulasCristhian LopezNo ratings yet
- NTC 5167Document39 pagesNTC 5167David SanabriaNo ratings yet
- Diseño de Puente LosaDocument12 pagesDiseño de Puente LosaRossmery Dávila CNo ratings yet