You might also like
- Operaciones de máquinas-herramientas para punzonado y plegado. FMEH0209From EverandOperaciones de máquinas-herramientas para punzonado y plegado. FMEH0209No ratings yet
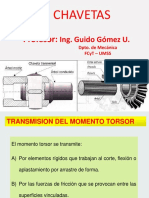
- Diseño de Chavetas PDFDocument3 pagesDiseño de Chavetas PDFFernando AlbortaNo ratings yet
- Diseño estructural de hangar metálicoDocument13 pagesDiseño estructural de hangar metálicomoshi3824No ratings yet
- Analisis de Vibraciones 16 CasosDocument73 pagesAnalisis de Vibraciones 16 CasosJosé E Ortiz RNo ratings yet
- Problemas Propuestos Sobre Vibraciones Armónicas: Curso: Vibraciones Mecánicas (MC Periodo Académico 2020-IDocument6 pagesProblemas Propuestos Sobre Vibraciones Armónicas: Curso: Vibraciones Mecánicas (MC Periodo Académico 2020-IJesús OscoNo ratings yet
- FDFDocument588 pagesFDFGheghel Gutierrez HuamanNo ratings yet
- Modelación en Elementos Finitos de Un Engranaje en ANSYSDocument9 pagesModelación en Elementos Finitos de Un Engranaje en ANSYSdavicocasteNo ratings yet
- DISEÑO CAJA REDUCTORA DOS ESCALONESDocument10 pagesDISEÑO CAJA REDUCTORA DOS ESCALONESRenato RocaNo ratings yet
- Proyecto DiseñoDocument9 pagesProyecto DiseñoSebastián MacíasNo ratings yet
- Esu. MM 1. 01 - 03 - 2021. 2020 - 2Document11 pagesEsu. MM 1. 01 - 03 - 2021. 2020 - 2Wilson Jesus Ruiz CastilloNo ratings yet
- Examen de EstadísticaDocument6 pagesExamen de Estadísticajohn fredyNo ratings yet
- Reglas para Hacer Los Cálculos en Los DiseñosDocument6 pagesReglas para Hacer Los Cálculos en Los DiseñosEDUARDONo ratings yet
- Informe EmbutidoDocument5 pagesInforme EmbutidoMiguel Buendia QuilicheNo ratings yet
- Dibujo Tecnico IIDocument154 pagesDibujo Tecnico IIAdam MejiaNo ratings yet
- Proyecto Diseño PDFDocument37 pagesProyecto Diseño PDFLuis RamirezNo ratings yet
- c08 Plano de Ensamblaje DmacDocument18 pagesc08 Plano de Ensamblaje DmacDavid CristhianNo ratings yet
- Cap2 RemachesDocument6 pagesCap2 RemachesHector AlegrettNo ratings yet
- Ejercicios I3 (Tolerancia, Rodamientos, Resortes)Document19 pagesEjercicios I3 (Tolerancia, Rodamientos, Resortes)Eduards Moises Triviño VildósolaNo ratings yet
- Diseño de Caja Reductora de Un Transportador TornilloDocument35 pagesDiseño de Caja Reductora de Un Transportador TornilloGrecia100% (1)
- Uniones SoldadasDocument5 pagesUniones SoldadasmilaNo ratings yet
- Creacion de Boceto Solid WorksDocument6 pagesCreacion de Boceto Solid WorkssaulretkkeNo ratings yet
- Monografia Ingenieria de MetodosDocument30 pagesMonografia Ingenieria de MetodosIsaac Alexis RiveraNo ratings yet
- Planos en InventorDocument33 pagesPlanos en InventorPinto Nuñez LuisNo ratings yet
- Diseño Estructural de Valla PublicitariaDocument34 pagesDiseño Estructural de Valla PublicitariaReggie GonzalezNo ratings yet
- Representación de ejes, árboles, ruedas dentadas y engranajesDocument80 pagesRepresentación de ejes, árboles, ruedas dentadas y engranajesByron AyalaNo ratings yet
- Raíces de Ecuaciones Parte 1Document36 pagesRaíces de Ecuaciones Parte 1Anita Fernandez C.100% (1)
- Planificación de Procesos de Mecanizado (Ejemplo 4)Document21 pagesPlanificación de Procesos de Mecanizado (Ejemplo 4)Javier ZárateNo ratings yet
- 2019-II MC214 Cuestionario de Moldeo y Colada - Procesos de Manufactura II - 2019 II - FIM - UNIDocument4 pages2019-II MC214 Cuestionario de Moldeo y Colada - Procesos de Manufactura II - 2019 II - FIM - UNIALEXANDER EMANUEL ISIDRO OLLERONo ratings yet
- 5.seleccion Cangilones Aplicando CEMADocument24 pages5.seleccion Cangilones Aplicando CEMAJimmy TafurNo ratings yet
- Diseño Mecánico 1 UTUP ChiriquíDocument79 pagesDiseño Mecánico 1 UTUP ChiriquíEfrain SamudioNo ratings yet
- Brochado: proceso y cálculo de brochasDocument49 pagesBrochado: proceso y cálculo de brochasGabrielClarosBarengo50% (2)
- Clase 02-Fundamentos de Cinemática Del PuntoDocument19 pagesClase 02-Fundamentos de Cinemática Del PuntoMijael Cesar Mijaqp Hercilla CruzNo ratings yet
- Torno ParaleloDocument8 pagesTorno ParaleloLuis Nests HeirdernNo ratings yet
- ELEMENTOS AXISIMETRICOS Cad CamDocument12 pagesELEMENTOS AXISIMETRICOS Cad CamFreddy DuqueNo ratings yet
- Clase 6 Aux. Mec 3330Document8 pagesClase 6 Aux. Mec 3330intiNo ratings yet
- Universida Nacional Del Centro Primer Examen Parcial de Diseño de Elementos de MaquinasDocument4 pagesUniversida Nacional Del Centro Primer Examen Parcial de Diseño de Elementos de MaquinasLuis Hurtado Perez100% (1)
- Aplicaciones en Traccion PDFDocument20 pagesAplicaciones en Traccion PDFRenato Farje ParrillaNo ratings yet
- Informe 4 - Afilado de Herramienta de CorteDocument7 pagesInforme 4 - Afilado de Herramienta de CorteERNESTO RAUL QUISPE CALDERONNo ratings yet
- Cal CuloDocument143 pagesCal CuloPatricio Toaquiza ChiguanoNo ratings yet
- Diseño Mecanico-Cap0 - Presentacion Del CursoDocument25 pagesDiseño Mecanico-Cap0 - Presentacion Del CursoJose Luis GalazNo ratings yet
- Problema FajasDocument3 pagesProblema Fajaslokero144No ratings yet
- Agma Esfuerzos en Engranes 6Document34 pagesAgma Esfuerzos en Engranes 6Bucetich Huanca TiconaNo ratings yet
- Proyecto de Ansys de Una Viga IDocument5 pagesProyecto de Ansys de Una Viga IjeanNo ratings yet
- 2 Flujo-BidimensionalDocument14 pages2 Flujo-BidimensionalNicole SuarezNo ratings yet
- Trabajo Practico No 4 - Diagrama Diente de Sierra y Variacion de VelocidadDocument1 pageTrabajo Practico No 4 - Diagrama Diente de Sierra y Variacion de Velocidadhgaczek-1No ratings yet
- Fundamentos de Diseño Mecánico-004082Document9 pagesFundamentos de Diseño Mecánico-004082Alejandro MenesesNo ratings yet
- SubsaDocument6 pagesSubsaAndre AliagaNo ratings yet
- Plan de estudios de Informática del I.U.T.E.M.B.IDocument1 pagePlan de estudios de Informática del I.U.T.E.M.B.IPedro José SuárezNo ratings yet
- Capvi. - Chavetas3 PDFDocument47 pagesCapvi. - Chavetas3 PDFFabian Marca ColqueNo ratings yet
- Ventiladores CentrifugosDocument21 pagesVentiladores CentrifugosMilton PilcoNo ratings yet
- Apellido - Examen Final - Ie - 2022-2 - VirtualDocument2 pagesApellido - Examen Final - Ie - 2022-2 - VirtualValerio JhonatanNo ratings yet
- Guía Lab. Teoría Mecanizado-473Document11 pagesGuía Lab. Teoría Mecanizado-473John PaulosNo ratings yet
- L3-Medici N de Fuerzas de Corte en MecanizadoDocument11 pagesL3-Medici N de Fuerzas de Corte en MecanizadoPili MuñozNo ratings yet
- C473 Medición de Fuerzas de Corte en MecanizadoDocument11 pagesC473 Medición de Fuerzas de Corte en MecanizadodatatNo ratings yet
- Unidad Tem Tica 2 PDFDocument8 pagesUnidad Tem Tica 2 PDFMarcos Marivil MolinaNo ratings yet
- Fuerza de corte y potencia de mecanizadoDocument11 pagesFuerza de corte y potencia de mecanizadooswaldo narvaezNo ratings yet
- C911 Fuerza de Corte en El TorneadoDocument14 pagesC911 Fuerza de Corte en El TorneadoFavio QuijadaNo ratings yet
- Interpretación de planos en soldadura. FMEC0210From EverandInterpretación de planos en soldadura. FMEC0210Rating: 4.5 out of 5 stars4.5/5 (3)
- l3 c884 RR Perez FabianDocument9 pagesl3 c884 RR Perez FabianFabián Andrés Pérez ColomaNo ratings yet
- ResultadoexamenDocument1 pageResultadoexamenFabián Andrés Pérez ColomaNo ratings yet
- Respuestas 1-3-4-5-6-7-8Document4 pagesRespuestas 1-3-4-5-6-7-8Fabián Andrés Pérez ColomaNo ratings yet
- ResultadoexamenDocument1 pageResultadoexamenFabián Andrés Pérez ColomaNo ratings yet
- Condiciones Contractuales Generales para Contratos de Consultoría y Peritaje (CCG Locales)Document3 pagesCondiciones Contractuales Generales para Contratos de Consultoría y Peritaje (CCG Locales)Fabián Andrés Pérez ColomaNo ratings yet
- CfjsjsjsDocument1 pageCfjsjsjsFabián Andrés Pérez ColomaNo ratings yet
- T1 AplicaDocument6 pagesT1 AplicaFabián Andrés Pérez ColomaNo ratings yet
- Control N2 - Fabian - Perez - ColomaDocument5 pagesControl N2 - Fabian - Perez - ColomaFabián Andrés Pérez ColomaNo ratings yet
- Solución Caso BDocument8 pagesSolución Caso BFabián Andrés Pérez ColomaNo ratings yet
- Diseño de Elementos de MaquinasDocument114 pagesDiseño de Elementos de MaquinasPedro Juarez RuizNo ratings yet
- 2019 04 30 Práctica Profesional CSETDocument1 page2019 04 30 Práctica Profesional CSETFabián Andrés Pérez ColomaNo ratings yet
- LetreroDocument1 pageLetreroFabián Andrés Pérez ColomaNo ratings yet
- Derechos Del PasajeroDocument3 pagesDerechos Del PasajeroSra DoñaNo ratings yet
- Porqué Implementar Un Sistema Computarizado de MantenimienDocument1 pagePorqué Implementar Un Sistema Computarizado de MantenimiennashexNo ratings yet
- Porqué Implementar Un Sistema Computarizado de MantenimienDocument4 pagesPorqué Implementar Un Sistema Computarizado de MantenimienFabián Andrés Pérez Coloma100% (1)
- Universidad de ChileDocument1 pageUniversidad de ChileFabián Andrés Pérez ColomaNo ratings yet
- Dialnet ComparativaEntreLaEficienciaDeUnSistemaFotovoltaic 6332907Document26 pagesDialnet ComparativaEntreLaEficienciaDeUnSistemaFotovoltaic 6332907Fabián Andrés Pérez ColomaNo ratings yet
- Transiente HidraulicoDocument20 pagesTransiente HidraulicoFabián Andrés Pérez Coloma100% (2)
- P1 1-2018Document2 pagesP1 1-2018Fabián Andrés Pérez ColomaNo ratings yet
- Solución Caso ADocument8 pagesSolución Caso AFabián Andrés Pérez ColomaNo ratings yet
- Solución Caso BDocument8 pagesSolución Caso BFabián Andrés Pérez ColomaNo ratings yet
- Presentaci N Rea de Termofluidos para La Asignatura SEMINARIO de TITULACI N 2 0Document185 pagesPresentaci N Rea de Termofluidos para La Asignatura SEMINARIO de TITULACI N 2 0Fabián Andrés Pérez ColomaNo ratings yet
- Solución interior mina para depósito de relaves en minera Las CenizasDocument44 pagesSolución interior mina para depósito de relaves en minera Las CenizasRaisa Puchuri PacotaypeNo ratings yet
- Presentaci N Rea de Termofluidos para La Asignatura SEMINARIO de TITULACI N 2 0Document4 pagesPresentaci N Rea de Termofluidos para La Asignatura SEMINARIO de TITULACI N 2 0Hugo Sepulveda MuñozNo ratings yet
- Flyer Fraunhofer CSET PV 2016Document1 pageFlyer Fraunhofer CSET PV 2016Fabián Andrés Pérez ColomaNo ratings yet
- 2018 10 17 Oferta de Trabajo Estudiante Mecanica Estructura APV EsDocument2 pages2018 10 17 Oferta de Trabajo Estudiante Mecanica Estructura APV EsFabián Andrés Pérez ColomaNo ratings yet
- 15.testo Thermography GuideDocument13 pages15.testo Thermography GuideFabián Andrés Pérez ColomaNo ratings yet
- El Análisis Del Ciclo de VidaDocument7 pagesEl Análisis Del Ciclo de VidaDaniela Ovallos SanguinoNo ratings yet
- Acv 1Document1 pageAcv 1Fabián Andrés Pérez ColomaNo ratings yet
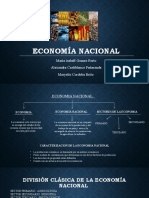
- Economía NacionalDocument5 pagesEconomía NacionalmaryelisNo ratings yet
- Control de La Calidad y Control de La Prod. de Semestre-V de ProduccDocument2 pagesControl de La Calidad y Control de La Prod. de Semestre-V de Produccvictor ManuelNo ratings yet
- INCOTERMSDocument9 pagesINCOTERMSencuentroredNo ratings yet
- Economía - Cpu UnprgDocument80 pagesEconomía - Cpu UnprgVIRUS XT 1767% (3)
- ArquitecturaDocument223 pagesArquitecturaVeronica Pradoz0% (1)
- Metodologia Seguridad IndustrialDocument35 pagesMetodologia Seguridad IndustrialLOINGRE NANANo ratings yet
- 85T00139Document0 pages85T00139ED TitoNo ratings yet
- LODOS ACTIVADOS Mezcla CompletaDocument6 pagesLODOS ACTIVADOS Mezcla Completajuan100% (1)
- Planificacion Avanzada ProductoDocument23 pagesPlanificacion Avanzada ProductowyrkoNo ratings yet
- Valle Del Cauca A 30 de Septiembre 2012Document263 pagesValle Del Cauca A 30 de Septiembre 2012JorgebustamanteNo ratings yet
- Caja de Cambios Scania Euro VDocument107 pagesCaja de Cambios Scania Euro Vmanu_chat95% (56)
- Curso Gestion de Compras y Almacen - SesarDocument255 pagesCurso Gestion de Compras y Almacen - SesarEmer Toledo Alcedo100% (1)
- Catálogo Accesorios para MueblesDocument12 pagesCatálogo Accesorios para MueblesrosmeryNo ratings yet
- Catalogo Estructural LivianoDocument52 pagesCatalogo Estructural LivianoFranklin PintoNo ratings yet
- Anexo 2 - Plantilla - DAP Situación Inicial y PropuestaDocument4 pagesAnexo 2 - Plantilla - DAP Situación Inicial y Propuestamilena peñareteNo ratings yet
- OxicorteDocument6 pagesOxicorteZuri CoronadoNo ratings yet
- Sobre NavilleDocument20 pagesSobre NavilleLuis F CastroNo ratings yet
- Trabajo de CampoDocument10 pagesTrabajo de CampoRoxana Flores MuzanteNo ratings yet
- Revista Anecacao 10 Edicion 1Document40 pagesRevista Anecacao 10 Edicion 1Ana ÁlvarezNo ratings yet
- Ventaja Comparativa y CompetitivaDocument11 pagesVentaja Comparativa y CompetitivaAnonymous fUJFrtNo ratings yet
- Dimensionamiento FormulacionDocument4 pagesDimensionamiento FormulacionDaianaNo ratings yet
- ¿Desarrollo o Dependencia - La Era Posindustrial (1968-1998)Document11 pages¿Desarrollo o Dependencia - La Era Posindustrial (1968-1998)elsamariacastroNo ratings yet
- Agronegocios Ltda.Document65 pagesAgronegocios Ltda.Pablo Cardozo75% (4)
- Curso Introducción Calidad ISO 9001Document33 pagesCurso Introducción Calidad ISO 9001Angello Vega DarkAngeluzNo ratings yet
- Ensayo Preliminar para El Estudio Del Habitat, Vivienda y División de La Tierra en V.L.ADocument187 pagesEnsayo Preliminar para El Estudio Del Habitat, Vivienda y División de La Tierra en V.L.AEmilio Roberto MollaNo ratings yet
- 1er Examen ParcialDocument16 pages1er Examen ParcialErika RevillaNo ratings yet
- Metalurgia Del EstañoDocument56 pagesMetalurgia Del Estañojorjais12388% (8)
- Cuestionarios JIT capítulos 1-4Document6 pagesCuestionarios JIT capítulos 1-4Felix MendozaNo ratings yet
- Recomendaciones Generales para La Planificación de Empaques y Embalajes para ExportaciónDocument20 pagesRecomendaciones Generales para La Planificación de Empaques y Embalajes para ExportaciónXiiomara Riincon AlmanzaNo ratings yet