You might also like
- Spreader BeamDocument7 pagesSpreader BeamAnonymous sfkedkymNo ratings yet
- Pressure Relief Valve Engineering HandbookDocument93 pagesPressure Relief Valve Engineering Handbookakrouti92% (12)
- Peter Attia Measuring Cardiovascular Disease Risk and The Importance of ApoBDocument14 pagesPeter Attia Measuring Cardiovascular Disease Risk and The Importance of ApoBabhimanyu50% (2)
- Documents - Tips Multicomponent Distillation Column Design A Semi Rigorous ApproachDocument16 pagesDocuments - Tips Multicomponent Distillation Column Design A Semi Rigorous ApproachPriyanshiVadaliaNo ratings yet
- Magic The Gathering - Masquerade Cycle 2 - NemesisDocument386 pagesMagic The Gathering - Masquerade Cycle 2 - Nemesisapi-3804457100% (4)
- NATURAL GAS SPECIFIC COURSEDocument17 pagesNATURAL GAS SPECIFIC COURSEmohamedNo ratings yet
- Selecting A Distillation Column Control StrategyDocument4 pagesSelecting A Distillation Column Control StrategyNethiyaaNo ratings yet
- ContiTech Rubber Hose Handling InstructionsDocument9 pagesContiTech Rubber Hose Handling InstructionssmithworkNo ratings yet
- Reso Course PlannerDocument2 pagesReso Course PlannerSnehasishGhosh100% (1)
- Bilfinger Water Technologies - Solutions For Sludge TreatmentDocument8 pagesBilfinger Water Technologies - Solutions For Sludge TreatmentmohamedNo ratings yet
- PLC Omron BasicDocument19 pagesPLC Omron BasicnorbipmmNo ratings yet
- NATURAL GAS PROCESSING TROUBLESHOOTINGDocument17 pagesNATURAL GAS PROCESSING TROUBLESHOOTINGmohamedNo ratings yet
- CH.07.Agitation and MixingDocument64 pagesCH.07.Agitation and MixingBhaumik ParmarNo ratings yet
- Azeotropic and Extractive DistillationDocument9 pagesAzeotropic and Extractive DistillationShahzaib IqbalNo ratings yet
- Mechanical Properties ExplainedDocument38 pagesMechanical Properties ExplainedJamaica VelascoNo ratings yet
- Bilfinger Water Technologies - Global Unit Water Treatment - EDocument40 pagesBilfinger Water Technologies - Global Unit Water Treatment - EmohamedNo ratings yet
- NGL Fractionation Train Hysys Sim ReportDocument6 pagesNGL Fractionation Train Hysys Sim ReportOsas Uwoghiren100% (1)
- Natural Gas TreatmentDocument33 pagesNatural Gas Treatmentmohamed100% (1)
- Distillation 2Document20 pagesDistillation 2arslanadeelNo ratings yet
- Gas AbsorberDocument4 pagesGas Absorberraghavm8No ratings yet
- Green Solvents For Petroleum and Hydrocarbon IndustriesDocument6 pagesGreen Solvents For Petroleum and Hydrocarbon IndustriesMădălina GrigorescuNo ratings yet
- 05 Introduction To Multi-Component DistillationDocument30 pages05 Introduction To Multi-Component Distillationchemical08112009100% (1)
- CHE333 Simultaneous Heat & Mass Transfer Operations Lecture 4: DistillationDocument59 pagesCHE333 Simultaneous Heat & Mass Transfer Operations Lecture 4: DistillationB MasoomNo ratings yet
- Fourth Monthly Exam T.L.E 7 S.Y. 2019 - 2020Document2 pagesFourth Monthly Exam T.L.E 7 S.Y. 2019 - 2020riela dhee lagramaNo ratings yet
- Homework Labs Lecture01Document9 pagesHomework Labs Lecture01Episode UnlockerNo ratings yet
- Distillation TheoryDocument40 pagesDistillation TheoryIrvin HernandezNo ratings yet
- Agitiation and Mixing Liquids To StudentsDocument30 pagesAgitiation and Mixing Liquids To StudentsAkshay dev100% (1)
- Extractive Distillation Separates Benzene and CyclohexaneDocument12 pagesExtractive Distillation Separates Benzene and CyclohexaneROHAN PATILNo ratings yet
- DistillationDocument124 pagesDistillationasharab70100% (1)
- If t7 1 PPTX Agitacion y Mezcla PDFDocument43 pagesIf t7 1 PPTX Agitacion y Mezcla PDFHugo de la FuenteNo ratings yet
- X 09 CDX 09 High Security LocksDocument8 pagesX 09 CDX 09 High Security LocksBenoit CarrenandNo ratings yet
- Hvac Water BalancingDocument5 pagesHvac Water BalancingAwais Jalali100% (2)
- NATURAL GAS SPECIFIC COURSEDocument28 pagesNATURAL GAS SPECIFIC COURSEmohamed100% (1)
- Bilfinger Water Technologies - Solutions For Fine and Micro-SievingDocument8 pagesBilfinger Water Technologies - Solutions For Fine and Micro-SievingmohamedNo ratings yet
- Distillation ColumnDocument18 pagesDistillation ColumnChristy John NinanNo ratings yet
- Selection of Reboiler Type Design ProceduresDocument0 pagesSelection of Reboiler Type Design ProcedurestpchoNo ratings yet
- Turbo Expander FinalDocument25 pagesTurbo Expander Finalmohamed100% (2)
- Distillation Column InternalsDocument16 pagesDistillation Column InternalsBon Joey BernestoNo ratings yet
- Ciclones Modelamiento FlujoDocument97 pagesCiclones Modelamiento Flujodaraos3No ratings yet
- 3 SeparatorsDocument100 pages3 SeparatorsCharlesDayanNo ratings yet
- MPLS QAsDocument6 pagesMPLS QAsLaxman Shrestha100% (1)
- Petronas Design Manual: Column SizingDocument10 pagesPetronas Design Manual: Column SizingHazizi AkmarNo ratings yet
- Heat Exchange Equipment: Department of Chemical EngineeringDocument43 pagesHeat Exchange Equipment: Department of Chemical EngineeringHarshadeepthi.GNo ratings yet
- Lesson 5 Packed Tower ScrubbersDocument20 pagesLesson 5 Packed Tower ScrubbersinsomniaticstatNo ratings yet
- P 475188Document33 pagesP 475188Parth PatelNo ratings yet
- Boeing 757-767 Study Guide SummaryDocument134 pagesBoeing 757-767 Study Guide SummaryEldonP100% (2)
- Distillation Notes 2011Document40 pagesDistillation Notes 2011samuelgranthamNo ratings yet
- Plate Contractor Design FundamentalsDocument21 pagesPlate Contractor Design FundamentalsMiraj savaniNo ratings yet
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7From EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7No ratings yet
- Concrete Compressive StrengthDocument4 pagesConcrete Compressive StrengthklynchelleNo ratings yet
- Lime Manual PDFDocument60 pagesLime Manual PDFKenny RuizNo ratings yet
- CHAPTER 2 - Mixing and AgitationDocument22 pagesCHAPTER 2 - Mixing and AgitationAhbao Tiu100% (1)
- Group 3Document31 pagesGroup 3vdfbhgNo ratings yet
- Multicomponent Distillation OptimizationDocument9 pagesMulticomponent Distillation OptimizationSriparthan SriramanNo ratings yet
- Distillation Experiment LehighDocument10 pagesDistillation Experiment Lehighcgjp120391No ratings yet
- Chee3004 Unit Operations Mccabe-Thiele Method & Multicomponent DistillationDocument14 pagesChee3004 Unit Operations Mccabe-Thiele Method & Multicomponent Distillationking4lifeNo ratings yet
- Alcohol DistillationDocument4 pagesAlcohol DistillationprocesspipingdesignNo ratings yet
- Cyclone DesignDocument4 pagesCyclone DesignKanailNo ratings yet
- Column Internals: 1. Liquid DistributorDocument2 pagesColumn Internals: 1. Liquid Distributornaved ahmedNo ratings yet
- Applications of AdsorptionDocument6 pagesApplications of AdsorptionmrshashmiNo ratings yet
- Ad Gt700e Brochure-EnDocument2 pagesAd Gt700e Brochure-EnMohamed AlkharashyNo ratings yet
- 630-33 Refrigerant Piping by RsesDocument31 pages630-33 Refrigerant Piping by RsesminiongskyNo ratings yet
- Azeotropes VLE DataDocument17 pagesAzeotropes VLE Datamehul10941No ratings yet
- 3D Solar TowersDocument4 pages3D Solar TowersRoxana GaborNo ratings yet
- Scale UpDocument109 pagesScale UpΟδυσσεας ΚοψιδαςNo ratings yet
- Boiler Dan ReboilerDocument15 pagesBoiler Dan ReboilerLia SeptianaNo ratings yet
- Distillation - Written ReportDocument17 pagesDistillation - Written ReportmichsantosNo ratings yet
- Process Description and ASPEN Computer Modelling oDocument32 pagesProcess Description and ASPEN Computer Modelling omehul10941No ratings yet
- Plate Heat Exchangers Calculation Methods For Singleand Two Phase Flow PDFDocument12 pagesPlate Heat Exchangers Calculation Methods For Singleand Two Phase Flow PDFFrandhoni UtomoNo ratings yet
- Chemical Engineering Design & Safety: CHE 4253 Prof. Miguel BagajewiczDocument11 pagesChemical Engineering Design & Safety: CHE 4253 Prof. Miguel BagajewiczJOBRAN SofienNo ratings yet
- Acid Content DeterminationDocument3 pagesAcid Content DeterminationArmando PerezNo ratings yet
- Orifice ScrubberDocument1 pageOrifice ScrubberashifNo ratings yet
- Transport Phenomena Data CompanionDocument160 pagesTransport Phenomena Data CompanionAna Luisa Garnica SalgadoNo ratings yet
- IICHEDocument12 pagesIICHESuresh astroNo ratings yet
- Carbondioxide ScrubberDocument8 pagesCarbondioxide ScrubberSameer ChalkeNo ratings yet
- Design Separation Columns GuideDocument8 pagesDesign Separation Columns GuideDewi ApriyaniNo ratings yet
- Pressure Swing DistillationDocument7 pagesPressure Swing DistillationgongweejieNo ratings yet
- SulzerDocument3 pagesSulzerVladimir AleksandrovNo ratings yet
- RCMDocument15 pagesRCMAdzamNo ratings yet
- Chapter 3 Process SimulationDocument19 pagesChapter 3 Process SimulationYang Yew Ren100% (1)
- Membrane Gas-Solvent Contactor Trials of CO2 Absorption From SyngasDocument10 pagesMembrane Gas-Solvent Contactor Trials of CO2 Absorption From SyngascurlychemNo ratings yet
- Contractor Project Closeout Procedure and ChecklistDocument1 pageContractor Project Closeout Procedure and ChecklistmohamedNo ratings yet
- 01 - X - Appendix 1-C - Project Closeout ChecklistDocument6 pages01 - X - Appendix 1-C - Project Closeout ChecklistmohamedNo ratings yet
- CourseBook Semester1 AlTarbyiahDocument94 pagesCourseBook Semester1 AlTarbyiahmohamedNo ratings yet
- Project-Closeout-Checklist - Structural SlabDocument2 pagesProject-Closeout-Checklist - Structural SlabmohamedNo ratings yet
- PF - Johnson Screens Multi Rake Bar Screen Defender DuoDocument2 pagesPF - Johnson Screens Multi Rake Bar Screen Defender DuomohamedNo ratings yet
- PF - PASSAVANT Bar Screen With Grab Cleaner SGRDocument2 pagesPF - PASSAVANT Bar Screen With Grab Cleaner SGRmohamedNo ratings yet
- PF - Passavant Shut-Off DevicesDocument4 pagesPF - Passavant Shut-Off DevicesmohamedNo ratings yet
- PF - Geiger Climber Screen KRCDocument2 pagesPF - Geiger Climber Screen KRCmohamedNo ratings yet
- PF - Geiger Climber Screen KRCDocument2 pagesPF - Geiger Climber Screen KRCmohamedNo ratings yet
- PF - PASSAVANT Cable Operated Bar Screen RMGWDocument2 pagesPF - PASSAVANT Cable Operated Bar Screen RMGWmohamedNo ratings yet
- PF - Passavant Revolving Chain Screen Kur-CDocument2 pagesPF - Passavant Revolving Chain Screen Kur-Cmohamed100% (1)
- Bilfinger Water Technologies - Solutions For Biological TreatmentDocument12 pagesBilfinger Water Technologies - Solutions For Biological TreatmentmohamedNo ratings yet
- Bilfinger Water Technologies - Solutions For Inlet Works - HeadworksDocument20 pagesBilfinger Water Technologies - Solutions For Inlet Works - HeadworksmohamedNo ratings yet
- Natural Gasprocessing TopicstDocument2 pagesNatural Gasprocessing TopicstmohamedNo ratings yet
- What Is An Oil and Natural Gas ReservoirDocument104 pagesWhat Is An Oil and Natural Gas ReservoirmohamedNo ratings yet
- Oil and Gas FormationDocument5 pagesOil and Gas FormationmohamedNo ratings yet
- Natural Gas Production: FormationDocument11 pagesNatural Gas Production: FormationmohamedNo ratings yet
- Natural Gasprocessing TopicstDocument2 pagesNatural Gasprocessing TopicstmohamedNo ratings yet
- What Is Natural GasDocument7 pagesWhat Is Natural GasmohamedNo ratings yet
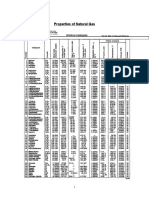
- Properties of Natural GasDocument9 pagesProperties of Natural GasmohamedNo ratings yet
- Thermal Design of Shell and Tube Heat ExchangersDocument5 pagesThermal Design of Shell and Tube Heat ExchangersmohamedNo ratings yet
- AtmegaDocument22 pagesAtmegaMUKILANNo ratings yet
- ZF AVS Automatic Gearbox Manual PDFDocument67 pagesZF AVS Automatic Gearbox Manual PDFDardan HusiNo ratings yet
- Arc Welding Cracks SolidificationDocument3 pagesArc Welding Cracks SolidificationShaher YarNo ratings yet
- Babcock University Bookshop An Babcock University BookshopDocument11 pagesBabcock University Bookshop An Babcock University BookshopAdeniyi M. AdelekeNo ratings yet
- Wiring Diagram SCH17: Service InformationDocument16 pagesWiring Diagram SCH17: Service Informationابو حمزة صبريNo ratings yet
- Carbohydrates Explained: Monosaccharides, Disaccharides and PolysaccharidesDocument21 pagesCarbohydrates Explained: Monosaccharides, Disaccharides and PolysaccharidesJhayce Christian S. CapanayanNo ratings yet
- BasrahDocument19 pagesBasrahDurban Chamber of Commerce and IndustryNo ratings yet
- Physical symbol system hypothesis: An overviewDocument5 pagesPhysical symbol system hypothesis: An overviewKostasBaliotisNo ratings yet
- 1910 179bookletDocument12 pages1910 179bookletRichard DeNijsNo ratings yet
- Rudolf Steiner - Warmth Course GA 321Document119 pagesRudolf Steiner - Warmth Course GA 321Raul PopescuNo ratings yet
- GH Chap 78 - Insulin, Glucagon and DMDocument16 pagesGH Chap 78 - Insulin, Glucagon and DMShellz2428No ratings yet
- Lab Manual Human PhysiologyDocument84 pagesLab Manual Human Physiologyaurelya nicoleNo ratings yet
- Skripsi #2 Tanpa HyperlinkDocument19 pagesSkripsi #2 Tanpa HyperlinkindahNo ratings yet
- Oracle Database - Introduction To SQL Ed 2Document5 pagesOracle Database - Introduction To SQL Ed 2Miguel Alfonso DIAZ MORRISNo ratings yet
- Vendor Information Vishay BLH Handbook TC0013 Solutions For Process Weighing and Force Measurement Electronic Weigh SystemsDocument59 pagesVendor Information Vishay BLH Handbook TC0013 Solutions For Process Weighing and Force Measurement Electronic Weigh SystemsAndrew JacksonNo ratings yet