You might also like
- NGDocument23 pagesNGEngr. Md. Tipu SultanNo ratings yet
- Intro Natural Gas ProcessingDocument12 pagesIntro Natural Gas ProcessingVishalIndrapuriNo ratings yet
- Natural-Gas Processing Is A ComplexDocument7 pagesNatural-Gas Processing Is A ComplexstephanoupolusNo ratings yet
- HydrodesulfurizationDocument7 pagesHydrodesulfurizationjcencicNo ratings yet
- Oil and Gas IndustryDocument6 pagesOil and Gas IndustrykarthickNo ratings yet
- Gabungan Desulfurisasi Ta1Document75 pagesGabungan Desulfurisasi Ta1Rizki MuharomNo ratings yet
- Natural Gas ProcessingDocument5 pagesNatural Gas ProcessingĐoàn TrangNo ratings yet
- Contaminants in Raw Natural Gas: Processing PlantsDocument3 pagesContaminants in Raw Natural Gas: Processing PlantspvirgosharmaNo ratings yet
- CombustionDocument21 pagesCombustionDeepak kumarNo ratings yet
- HydrodesulfurizationDocument6 pagesHydrodesulfurizationYuri YamirnovNo ratings yet
- Claus ProcessDocument4 pagesClaus ProcesspochisurNo ratings yet
- CNGDocument2 pagesCNGaashygangNo ratings yet
- Application of SyngasDocument10 pagesApplication of SyngasJaydeep Patel100% (1)
- Hydrodesulfurization: Removing Sulfur from PetroleumDocument5 pagesHydrodesulfurization: Removing Sulfur from PetroleumHevin HassanNo ratings yet
- CP PC 2Document42 pagesCP PC 2Priyanka NagpureNo ratings yet
- Petrochemicals From Shale Gas: CHL 112 - Term ReportDocument9 pagesPetrochemicals From Shale Gas: CHL 112 - Term ReportBhanu MittalNo ratings yet
- Basic Fundamentals of Natural GasDocument22 pagesBasic Fundamentals of Natural GastribhuNo ratings yet
- Claus Process - WikipediaDocument26 pagesClaus Process - WikipediaTatenda SibandaNo ratings yet
- Natural Gas ProcessingDocument37 pagesNatural Gas Processingyadav yadavNo ratings yet
- Note 1475054739Document10 pagesNote 1475054739Thiyaga RajanNo ratings yet
- Sulfur Recovery Claus ProcessDocument10 pagesSulfur Recovery Claus ProcessShivam MishraNo ratings yet
- Intro-Natural Gas ProcessingDocument45 pagesIntro-Natural Gas ProcessingJaimin PrajapatiNo ratings yet
- Black Liquor Recovery - How Does It WorkDocument7 pagesBlack Liquor Recovery - How Does It Workmancini10No ratings yet
- Chapter 2: Fuels and CombustionDocument11 pagesChapter 2: Fuels and CombustionReden LopezNo ratings yet
- Natural-Gas Processing Is A Complex Industrial Process Designed To Clean Raw Natural Gas byDocument4 pagesNatural-Gas Processing Is A Complex Industrial Process Designed To Clean Raw Natural Gas byLavenia Alou MagnoNo ratings yet
- Gas Technology LECTURE 1Document7 pagesGas Technology LECTURE 1عباس محمد سيد27 A100% (1)
- The Liquid FuelsDocument5 pagesThe Liquid FuelsgraciaNo ratings yet
- Chapter 1Document28 pagesChapter 1Diego PardoNo ratings yet
- Ammonia production from natural gas and nitrogen separation technologiesDocument7 pagesAmmonia production from natural gas and nitrogen separation technologiespragati agrawalNo ratings yet
- PTRT 2470: Gas Processing FacilitiesDocument95 pagesPTRT 2470: Gas Processing FacilitiesNapoleon Berrios100% (1)
- Lecture-10-Clous and Merox ProcessesDocument43 pagesLecture-10-Clous and Merox ProcessesAnilKumar100% (2)
- Sulfur and Sulfuric Acid Production ProcessesDocument20 pagesSulfur and Sulfuric Acid Production ProcessesKiki ShofiaNo ratings yet
- Diesel Hydro Treating UnitDocument4 pagesDiesel Hydro Treating UnittalhawasimNo ratings yet
- Basic Unit Operations GuideDocument12 pagesBasic Unit Operations GuidePinak ChowdhuryNo ratings yet
- Properties and Combustion of Common Gaseous FuelsDocument5 pagesProperties and Combustion of Common Gaseous FuelsOkky Kusumo Indradi100% (1)
- Look at Claus Unit DesignsDocument11 pagesLook at Claus Unit DesignsNacho MatosNo ratings yet
- Motors in Chemical Eng.Document6 pagesMotors in Chemical Eng.Guillermo CúmezNo ratings yet
- Petrochemical Technology: Boä Moân CNCB Daàu Khí, Khoa CNHH, ÑH Baùch Khoa Tp. HCMDocument21 pagesPetrochemical Technology: Boä Moân CNCB Daàu Khí, Khoa CNHH, ÑH Baùch Khoa Tp. HCMviettiennguyenNo ratings yet
- HDTB Sector Overview: Key Units and ProcessesDocument7 pagesHDTB Sector Overview: Key Units and ProcessesPartha AichNo ratings yet
- The Claus Process Netl - Doe.govDocument1 pageThe Claus Process Netl - Doe.govezzo97 AlkhedrawyNo ratings yet
- Lecture-11 F&C (Gaseous Fuels)Document44 pagesLecture-11 F&C (Gaseous Fuels)Mritunjay SinghNo ratings yet
- Sulfur and Sulfuric AcidDocument20 pagesSulfur and Sulfuric AcidZakia LuthfianaNo ratings yet
- Natural Gas Dehydration Using TEG - With Gas Condition Plots in HYSYSDocument11 pagesNatural Gas Dehydration Using TEG - With Gas Condition Plots in HYSYSMuhammad ImranNo ratings yet
- Claus ProcessDocument6 pagesClaus ProcessRafi AlgawiNo ratings yet
- Fischer TropschDocument14 pagesFischer TropschHoracio Rodriguez100% (1)
- Chemistry of Petrochemical ProcessesDocument33 pagesChemistry of Petrochemical ProcessesKhaled ElsayedNo ratings yet
- Biomass To Liquid Fuels Via Gas To Liquids Technology: Biomass Energy Opportunities in Indian CountryDocument20 pagesBiomass To Liquid Fuels Via Gas To Liquids Technology: Biomass Energy Opportunities in Indian CountryganesanpatelNo ratings yet
- Gaseous FuelsDocument8 pagesGaseous FuelsvaibhavNo ratings yet
- Episode 3: Production of Synthesis Gas by Steam Methane ReformingDocument31 pagesEpisode 3: Production of Synthesis Gas by Steam Methane ReformingSAJJAD KHUDHUR ABBASNo ratings yet
- Claus process converts H2S to sulfurDocument5 pagesClaus process converts H2S to sulfurAshish SutariyaNo ratings yet
- Me 303 CH12Document47 pagesMe 303 CH12Osman KutluNo ratings yet
- KeithwrightDocument37 pagesKeithwrightSumit GuptaNo ratings yet
- Fuels BookDocument5 pagesFuels BookReus TabiliranNo ratings yet
- An Overview of Biomass Gassification 2008Document6 pagesAn Overview of Biomass Gassification 2008Costas AggelidisNo ratings yet
- Natural Gas ProcessingDocument35 pagesNatural Gas ProcessingAleem AhmedNo ratings yet
- Fuels and CombustionDocument3 pagesFuels and CombustioncoppernitrateNo ratings yet
- Two Main Types of Production Process For Ammonia Synthesis Gas Are Currently in Operation in EuropeDocument9 pagesTwo Main Types of Production Process For Ammonia Synthesis Gas Are Currently in Operation in EuropetauseefaroseNo ratings yet
- Project-Closeout-Checklist - Structural SlabDocument2 pagesProject-Closeout-Checklist - Structural SlabmohamedNo ratings yet
- 01 - X - Appendix 1-C - Project Closeout ChecklistDocument6 pages01 - X - Appendix 1-C - Project Closeout ChecklistmohamedNo ratings yet
- CourseBook Semester1 AlTarbyiahDocument94 pagesCourseBook Semester1 AlTarbyiahmohamedNo ratings yet
- PF - Johnson Screens Multi Rake Bar Screen Defender DuoDocument2 pagesPF - Johnson Screens Multi Rake Bar Screen Defender DuomohamedNo ratings yet
- Bilfinger Water Technologies - Solutions For Fine and Micro-SievingDocument8 pagesBilfinger Water Technologies - Solutions For Fine and Micro-SievingmohamedNo ratings yet
- PF - Passavant Revolving Chain Screen Kur-CDocument2 pagesPF - Passavant Revolving Chain Screen Kur-Cmohamed100% (1)
- PF - PASSAVANT Cable Operated Bar Screen RMGWDocument2 pagesPF - PASSAVANT Cable Operated Bar Screen RMGWmohamedNo ratings yet
- Contractor Project Closeout Procedure and ChecklistDocument1 pageContractor Project Closeout Procedure and ChecklistmohamedNo ratings yet
- Pressure Relief Valve Engineering HandbookDocument93 pagesPressure Relief Valve Engineering Handbookakrouti92% (12)
- PF - Geiger Climber Screen KRCDocument2 pagesPF - Geiger Climber Screen KRCmohamedNo ratings yet
- Bilfinger Water Technologies - Solutions For Sludge TreatmentDocument8 pagesBilfinger Water Technologies - Solutions For Sludge TreatmentmohamedNo ratings yet
- Bilfinger Water Technologies - Solutions For Biological TreatmentDocument12 pagesBilfinger Water Technologies - Solutions For Biological TreatmentmohamedNo ratings yet
- PF - Passavant Shut-Off DevicesDocument4 pagesPF - Passavant Shut-Off DevicesmohamedNo ratings yet
- PF - Geiger Climber Screen KRCDocument2 pagesPF - Geiger Climber Screen KRCmohamedNo ratings yet
- PF - PASSAVANT Bar Screen With Grab Cleaner SGRDocument2 pagesPF - PASSAVANT Bar Screen With Grab Cleaner SGRmohamedNo ratings yet
- Bilfinger Water Technologies - Global Unit Water Treatment - EDocument40 pagesBilfinger Water Technologies - Global Unit Water Treatment - EmohamedNo ratings yet
- Oil and Gas FormationDocument5 pagesOil and Gas FormationmohamedNo ratings yet
- Bilfinger Water Technologies - Solutions For Inlet Works - HeadworksDocument20 pagesBilfinger Water Technologies - Solutions For Inlet Works - HeadworksmohamedNo ratings yet
- Natural Gas Production: FormationDocument11 pagesNatural Gas Production: FormationmohamedNo ratings yet
- Thermal Design of Shell and Tube Heat ExchangersDocument5 pagesThermal Design of Shell and Tube Heat ExchangersmohamedNo ratings yet
- Turbo Expander FinalDocument25 pagesTurbo Expander Finalmohamed100% (2)
- What Is An Oil and Natural Gas ReservoirDocument104 pagesWhat Is An Oil and Natural Gas ReservoirmohamedNo ratings yet
- Natural Gasprocessing TopicstDocument2 pagesNatural Gasprocessing TopicstmohamedNo ratings yet
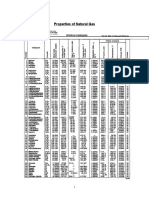
- Properties of Natural GasDocument9 pagesProperties of Natural GasmohamedNo ratings yet
- NATURAL GAS SPECIFIC COURSEDocument17 pagesNATURAL GAS SPECIFIC COURSEmohamedNo ratings yet
- Natural Gas TreatmentDocument33 pagesNatural Gas Treatmentmohamed100% (1)
- Natural Gasprocessing TopicstDocument2 pagesNatural Gasprocessing TopicstmohamedNo ratings yet
- NATURAL GAS PROCESSING TROUBLESHOOTINGDocument17 pagesNATURAL GAS PROCESSING TROUBLESHOOTINGmohamedNo ratings yet
- NATURAL GAS SPECIFIC COURSEDocument28 pagesNATURAL GAS SPECIFIC COURSEmohamed100% (1)
- Varnish Removal Systems (VRS)Document4 pagesVarnish Removal Systems (VRS)HANIF AKBARNo ratings yet
- Acu Plan New 8-ModelDocument1 pageAcu Plan New 8-Modellazer stormNo ratings yet
- Oxy Laundry Company ProfileDocument4 pagesOxy Laundry Company ProfilewildanNo ratings yet
- Thermal Properties of Building MaterialsDocument12 pagesThermal Properties of Building MaterialsphilipNo ratings yet
- Tube To Tube SheetDocument9 pagesTube To Tube Sheetcmpatel_00100% (2)
- Concrete PrimerDocument2 pagesConcrete Primerumn_mlkNo ratings yet
- c16 PDFDocument4 pagesc16 PDFcmgankl0% (1)
- Water Jet CutterDocument6 pagesWater Jet CutterVarun Krishna ManneNo ratings yet
- Types of ReactorsDocument16 pagesTypes of Reactorsmunding21No ratings yet
- Manufacturing Simulation For The Casting Industry With STAR-CastDocument24 pagesManufacturing Simulation For The Casting Industry With STAR-CastBassel AlshamiNo ratings yet
- RS-2000 BKM SpecDocument6 pagesRS-2000 BKM SpecHiền NguyễnNo ratings yet
- Bhushan SteelDocument57 pagesBhushan SteelAkshaySingh100% (1)
- Additional API 571 Practice Questions flashcardsDocument4 pagesAdditional API 571 Practice Questions flashcardsMohammad Aamir Perwaiz100% (1)
- Allseas Engineering BV welding specificationDocument29 pagesAllseas Engineering BV welding specificationraksa bamaNo ratings yet
- PT NITTDocument37 pagesPT NITTLipika GayenNo ratings yet
- A536-84 R14 Ductile Iron CastingsDocument6 pagesA536-84 R14 Ductile Iron CastingsLalit Bom MallaNo ratings yet
- N, BNDocument1 pageN, BNmomenziNo ratings yet
- Anjanadri Floortech Solutions FinalDocument17 pagesAnjanadri Floortech Solutions FinalChandru CrazyNo ratings yet
- WPQ 2Document1 pageWPQ 2FirozNo ratings yet
- Wheel Truing Objectives For SuperabrasivesDocument3 pagesWheel Truing Objectives For SuperabrasivesLilian RoseNo ratings yet
- Design of Sheet Metal Working ToolsDocument38 pagesDesign of Sheet Metal Working ToolsAsef ShahriarNo ratings yet
- ME336-MANUFACTURING PROCESS LAB SAND MOULD CASTING MULTIPLE CHOICEDocument9 pagesME336-MANUFACTURING PROCESS LAB SAND MOULD CASTING MULTIPLE CHOICEAyoub Mohamed100% (1)
- Injection Molding Machine - BasicsDocument12 pagesInjection Molding Machine - Basicsn73686861No ratings yet
- Ingco 22108 1K PDFDocument8 pagesIngco 22108 1K PDFjorge loveraNo ratings yet
- Soldering Station Pls 48 A1Document103 pagesSoldering Station Pls 48 A1Хаджи Христо БуюклиевNo ratings yet
- Coolant System ComponentsDocument99 pagesCoolant System ComponentsTayfun SezişNo ratings yet
- Engine Bearing MaterialsDocument4 pagesEngine Bearing Materialspugazh MarinerNo ratings yet
- Packing ListDocument3 pagesPacking Listzulu80No ratings yet
- Establishing Shipbuilding Quality Requirements For Hull Structure, Outfitting, and CoatingsDocument75 pagesEstablishing Shipbuilding Quality Requirements For Hull Structure, Outfitting, and CoatingsNavnath GawasNo ratings yet
- Technical Data Sheet: Product NameDocument3 pagesTechnical Data Sheet: Product NameAndres DelaCruzNo ratings yet