You might also like
- 5R110W AssemblyDocument16 pages5R110W AssemblyCassie Waltz100% (4)
- The Practice of TratakaDocument7 pagesThe Practice of TratakaNRV APPASAMY100% (2)
- Nuclear power plant reactors: Pressurized water and boiling waterDocument35 pagesNuclear power plant reactors: Pressurized water and boiling waterSujay SaxenaNo ratings yet
- SplunkCloud-6 6 3-SearchTutorial PDFDocument103 pagesSplunkCloud-6 6 3-SearchTutorial PDFanonymous_9888No ratings yet
- Learning OrganizationDocument104 pagesLearning Organizationanandita28100% (2)
- 354 33 Powerpoint-Slides CH4Document52 pages354 33 Powerpoint-Slides CH4Saravanan JayabalanNo ratings yet
- Figure 29-00-00-13400-00-U / SHEET 4/5 - Hydraulic Power - Schematic ON A/C 101-199, 201-300, 902-999Document1 pageFigure 29-00-00-13400-00-U / SHEET 4/5 - Hydraulic Power - Schematic ON A/C 101-199, 201-300, 902-999Pankaj SrivastavaNo ratings yet
- ME2142E Feedback Control Systems-CheatsheetDocument2 pagesME2142E Feedback Control Systems-CheatsheetPhyo Wai Aung67% (9)
- Promo129 CAT Selective Parts Guide Brochure - For Website - Smaller 1Document70 pagesPromo129 CAT Selective Parts Guide Brochure - For Website - Smaller 1Ionut StavaracheNo ratings yet
- Question Notes On Production Management (Final)Document63 pagesQuestion Notes On Production Management (Final)Vineet Walia100% (1)
- Technical Manual Index Provides Maintenance DataDocument86 pagesTechnical Manual Index Provides Maintenance Datamike petersNo ratings yet
- TLE Daily Lesson LogsDocument129 pagesTLE Daily Lesson LogsJellianne Cabualan91% (46)
- Sap CRM Web - UiDocument7 pagesSap CRM Web - UiNaresh BitlaNo ratings yet
- Events Traces Ericsson NR 19Q4Document318 pagesEvents Traces Ericsson NR 19Q4Toni Moreno0% (1)
- K-12 Grade 9 Science Roll Roll AwayDocument20 pagesK-12 Grade 9 Science Roll Roll AwayMeya Jhana Navidad75% (8)
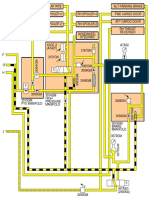
- Naptha Block PDFDocument1 pageNaptha Block PDFMoiz Ehsan100% (1)
- Mast Guide Bearings: BCA Fit/Sst RBL MRCDocument5 pagesMast Guide Bearings: BCA Fit/Sst RBL MRCRingball_GusNo ratings yet
- Report CIMA Feed Bin 230216Document1 pageReport CIMA Feed Bin 230216Miza AmirNo ratings yet
- Critical Parts List 1255 Vs 1418Document2 pagesCritical Parts List 1255 Vs 1418Massey FergusonNo ratings yet
- L U N C H: TIME TABLE (Odd Semester 2020) History-Semester VDocument2 pagesL U N C H: TIME TABLE (Odd Semester 2020) History-Semester Vavishi guptaNo ratings yet
- S60 Components ListingDocument16 pagesS60 Components ListingNixon_XNo ratings yet
- Surana College Autonomous Department of Computer Science Bcar: Vtsem - A Section - Class Time Table 2023-24Document1 pageSurana College Autonomous Department of Computer Science Bcar: Vtsem - A Section - Class Time Table 2023-24Khushi JainNo ratings yet
- Figure 29-00-00-13400-00-U / SHEET 3/5 - Hydraulic Power - Schematic ON A/C 101-199, 201-300, 902-999Document1 pageFigure 29-00-00-13400-00-U / SHEET 3/5 - Hydraulic Power - Schematic ON A/C 101-199, 201-300, 902-999Pankaj SrivastavaNo ratings yet
- D1.6-2017 (First Proof) (Received 03-15-2017) 242Document1 pageD1.6-2017 (First Proof) (Received 03-15-2017) 242mrNo ratings yet
- Specifications: PartsDocument1 pageSpecifications: PartsMohamnad ShahNo ratings yet
- Specifications: PartsDocument1 pageSpecifications: PartsMohamnad ShahNo ratings yet
- Spare Parts: Sap Code Sap Code Description Description Position Position Qty. QtyDocument1 pageSpare Parts: Sap Code Sap Code Description Description Position Position Qty. QtyNikitaNo ratings yet
- BROCHURE RSPO Mass Balance Product Offer Europe-BASF-08-18Document7 pagesBROCHURE RSPO Mass Balance Product Offer Europe-BASF-08-18Francesco RicciNo ratings yet
- Gs Pro gfb11Document14 pagesGs Pro gfb11Хелфор УкраинаNo ratings yet
- Time Table I Sem 2017-18Document16 pagesTime Table I Sem 2017-18Aadil KhanNo ratings yet
- Sale and Stock Report: Drug ServicesDocument4 pagesSale and Stock Report: Drug Servicespmscot-1No ratings yet
- Cotizacion: IT. U-M. Codigo Ubic. Cant. P.Unit Imp-Br % DES Total TipoDocument2 pagesCotizacion: IT. U-M. Codigo Ubic. Cant. P.Unit Imp-Br % DES Total TipoDiego CatariNo ratings yet
- Book 3Document1 pageBook 3rajeevsandwaNo ratings yet
- Toyo PDFDocument5 pagesToyo PDFjONATHANNo ratings yet
- Estafeta bus routes between Mexican citiesDocument1 pageEstafeta bus routes between Mexican citiesCarlos VillarNo ratings yet
- Espresso machine service documentation and spare parts listDocument11 pagesEspresso machine service documentation and spare parts listnemfogomNo ratings yet
- ECM Calibration: Enhancement To Shifting Performance & SmoothnessDocument6 pagesECM Calibration: Enhancement To Shifting Performance & SmoothnessSyed Zeeshan ShahNo ratings yet
- Acessórios StigaDocument2 pagesAcessórios StigaVitor FreitasNo ratings yet
- HHF1600 Fluid End AccessoriesDocument3 pagesHHF1600 Fluid End AccessoriesMao XiaNo ratings yet
- (Item List) - Print Date: 2018.06.07 13:06 Printed by HCE E-Catalogue SystemDocument1 page(Item List) - Print Date: 2018.06.07 13:06 Printed by HCE E-Catalogue SystemFernandoNo ratings yet
- M601 ENGINE SERVICE BULLETINDocument6 pagesM601 ENGINE SERVICE BULLETINhebert montesilloNo ratings yet
- "S" Cast Lron Pumps, Spare Part Set 1: Price List 2016 8030999 (4.1) V4/26.03.16Document1 page"S" Cast Lron Pumps, Spare Part Set 1: Price List 2016 8030999 (4.1) V4/26.03.16Akmisan PumpsNo ratings yet
- TTDocument13 pagesTTKrishnaKaushikNo ratings yet
- NE Type: Multi-Mode ControllerDocument9 pagesNE Type: Multi-Mode ControllerAhmed Hamed BadrNo ratings yet
- MB offer EuropeDocument7 pagesMB offer EuropeFabián MonederoNo ratings yet
- Technical Manual Index: Component Maintenance Manuals January 1, 2020Document91 pagesTechnical Manual Index: Component Maintenance Manuals January 1, 2020Ehsan pour sarabiNo ratings yet
- Maintenance - Fluids RecommendationDocument2 pagesMaintenance - Fluids Recommendationmariusiancu2682No ratings yet
- Data Accepted For Information OnlyDocument1 pageData Accepted For Information Onlyeddy vilcaNo ratings yet
- Productivity: IncreaseDocument2 pagesProductivity: IncreaseJose Corcega britoNo ratings yet
- Detalle Seccion SeccionDocument1 pageDetalle Seccion SeccionCHINORISASNo ratings yet
- Ignition Coil Connectors 2.3L Duratec-HE EngineDocument5 pagesIgnition Coil Connectors 2.3L Duratec-HE EngineTuan TranNo ratings yet
- 326D Gear Pump (Pilot)Document1 page326D Gear Pump (Pilot)Baron KasoziNo ratings yet
- M 2Document3 pagesM 2Sher AliNo ratings yet
- 8 25 Switch and Relay InsDocument10 pages8 25 Switch and Relay InsLuis MirandaNo ratings yet
- SECTION 303-04 Fuel Charging and Controls - 2.3L Duratec-HE (MI4)Document5 pagesSECTION 303-04 Fuel Charging and Controls - 2.3L Duratec-HE (MI4)Tuan TranNo ratings yet
- 6y-2343 Valve Gp-Selector & Press Cont S:N 3ze1-Up Part of 8P-9711 Valve Gp-Control PDFDocument3 pages6y-2343 Valve Gp-Selector & Press Cont S:N 3ze1-Up Part of 8P-9711 Valve Gp-Control PDFEdgar TorresNo ratings yet
- Welding Consumable Nominal Chemical Composition, Wt. Pct. Other Designation SystemsDocument1 pageWelding Consumable Nominal Chemical Composition, Wt. Pct. Other Designation SystemsLLNo ratings yet
- Cause and Effect ChartDocument9 pagesCause and Effect ChartDashrath SinghNo ratings yet
- Tank To PumpDocument2 pagesTank To Pumpkanokwan jaruekNo ratings yet
- CFM56 Technical Manual IndexDocument92 pagesCFM56 Technical Manual IndexEhsan pour sarabiNo ratings yet
- SeccionDocument5 pagesSeccionCHINORISASNo ratings yet
- Dme E38Document57 pagesDme E38David BayonaNo ratings yet
- Controle-De-Fluxo YUKENDocument52 pagesControle-De-Fluxo YUKENRodrigo F MNo ratings yet
- Specifications: PartsDocument1 pageSpecifications: Partsahmed nourNo ratings yet
- Tomoe Valve Company Profile PDFDocument4 pagesTomoe Valve Company Profile PDFJosuaNo ratings yet
- Power distribution and machine starting circuit diagramDocument185 pagesPower distribution and machine starting circuit diagramRafa SantosNo ratings yet
- Detalle Seccion SeccionDocument12 pagesDetalle Seccion SeccionCHINORISASNo ratings yet
- 04 - Sistema de RefrigeracaoDocument15 pages04 - Sistema de RefrigeracaoFabio MacielNo ratings yet
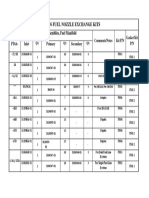
- Pt6 Fuel Nozzle Exchange Kits: Adapter Assemblies, Fuel ManifoldDocument1 pagePt6 Fuel Nozzle Exchange Kits: Adapter Assemblies, Fuel ManifoldBerchNo ratings yet
- Crush Your Next Virtual PresentationDocument3 pagesCrush Your Next Virtual PresentationSujay SaxenaNo ratings yet
- Cipla Annual Reports PDFDocument224 pagesCipla Annual Reports PDFMuskan ValbaniNo ratings yet
- Making Tomorrow Better:: 2019 Corporate Social Responsibility and Sustainability ReportDocument53 pagesMaking Tomorrow Better:: 2019 Corporate Social Responsibility and Sustainability ReportSujay SaxenaNo ratings yet
- Assessing Appraiser Consistency in Fabric Quality RatingsDocument70 pagesAssessing Appraiser Consistency in Fabric Quality RatingsSujay SaxenaNo ratings yet
- Excerpts From M&M - AnnualReport - 2020Document3 pagesExcerpts From M&M - AnnualReport - 2020Sujay SaxenaNo ratings yet
- Dynamic Intersection of Military and Society: Patricia M. ShieldsDocument23 pagesDynamic Intersection of Military and Society: Patricia M. ShieldsSujay SaxenaNo ratings yet
- Case - Maynard Company (A)Document2 pagesCase - Maynard Company (A)Sujay SaxenaNo ratings yet
- Old Age Home Daily & Migrant WorkersDocument1 pageOld Age Home Daily & Migrant WorkersSujay SaxenaNo ratings yet
- 'Tell Me About Yourself' GuidelinesDocument2 pages'Tell Me About Yourself' GuidelinesSujay SaxenaNo ratings yet
- Assertiveness Binder Module 4Document16 pagesAssertiveness Binder Module 4Sujay SaxenaNo ratings yet
- Example Project Charter1Document10 pagesExample Project Charter1Ali HajirassoulihaNo ratings yet
- Measurement Method: Fish-Bone/ Cause & Effect/ Ishikawa DiagramDocument5 pagesMeasurement Method: Fish-Bone/ Cause & Effect/ Ishikawa DiagramAmit Bansal AMYTHNo ratings yet
- 5 6213268796140945900 PDFDocument4 pages5 6213268796140945900 PDFSujay SaxenaNo ratings yet
- CamScanner Scans PDFs QuicklyDocument4 pagesCamScanner Scans PDFs QuicklySujay SaxenaNo ratings yet
- NIOT Recruitment Notice 20 06Document8 pagesNIOT Recruitment Notice 20 06Sujay SaxenaNo ratings yet
- CAT Replica Arithmetic - 1, CWQAT-2101Document2 pagesCAT Replica Arithmetic - 1, CWQAT-2101Sujay SaxenaNo ratings yet
- Maxmech Corporate BrochureDocument16 pagesMaxmech Corporate BrochureSujay SaxenaNo ratings yet
- CAT Replica Arithmetic - 1, CWQAT-2101Document2 pagesCAT Replica Arithmetic - 1, CWQAT-2101Sujay SaxenaNo ratings yet
- Wo Solution Part A Ese 14Document10 pagesWo Solution Part A Ese 14Sujay SaxenaNo ratings yet
- Nano Finishing TechniquesDocument30 pagesNano Finishing TechniquesSujay SaxenaNo ratings yet
- Lancashire BoilerDocument2 pagesLancashire BoilerSujay SaxenaNo ratings yet
- Production PDFDocument25 pagesProduction PDFAnonymous VRspXsmNo ratings yet
- Lecture 2Document52 pagesLecture 2Sujay SaxenaNo ratings yet
- Design Optimization of Industrial Robots Using ModelicaDocument5 pagesDesign Optimization of Industrial Robots Using ModelicaRyan ValenciaNo ratings yet
- Abrasive Flow Finishing Process - A Case StudyDocument5 pagesAbrasive Flow Finishing Process - A Case StudySujay SaxenaNo ratings yet
- Ashwani Resume.cDocument1 pageAshwani Resume.cSujay SaxenaNo ratings yet
- Advanced Fine Finishing Processes ReportDocument16 pagesAdvanced Fine Finishing Processes ReportSujay SaxenaNo ratings yet
- IOCL Mathura Refinery Rec 8429801Document12 pagesIOCL Mathura Refinery Rec 8429801Sujay SaxenaNo ratings yet
- Physics Collision Lesson PlanDocument4 pagesPhysics Collision Lesson PlanLuna Imud50% (4)
- IEEE TRANSACTIONS ON COMMUNICATIONS, VOL. COM-34, NO. 5 , MAY 1986A BPSK/QPSK Timing-Error DetectorDocument7 pagesIEEE TRANSACTIONS ON COMMUNICATIONS, VOL. COM-34, NO. 5 , MAY 1986A BPSK/QPSK Timing-Error DetectorFahmi MuradNo ratings yet
- Devki N Bhatt01240739754Document10 pagesDevki N Bhatt01240739754menuselectNo ratings yet
- Components of GMP - Pharma UptodayDocument3 pagesComponents of GMP - Pharma UptodaySathish VemulaNo ratings yet
- Win10 Backup Checklist v3 PDFDocument1 pageWin10 Backup Checklist v3 PDFsubwoofer123No ratings yet
- Proposal LayoutDocument11 pagesProposal Layoutadu g100% (1)
- Chapter 1Document9 pagesChapter 1Ibrahim A. MistrahNo ratings yet
- Wjec A Level Maths SpecificationDocument50 pagesWjec A Level Maths SpecificationastargroupNo ratings yet
- What Is A Political SubjectDocument7 pagesWhat Is A Political SubjectlukaNo ratings yet
- Space Systems and Space Subsystems Fundamentals Course Sampler 140211082630 Phpapp02Document42 pagesSpace Systems and Space Subsystems Fundamentals Course Sampler 140211082630 Phpapp02danielNo ratings yet
- Learning by LivingDocument5 pagesLearning by LivingPaul SchumannNo ratings yet
- InapDocument38 pagesInapSourav Jyoti DasNo ratings yet
- The Cultural Diversity Phenomenon in Organisations and Different Approaches For Effective Cultural Diversity Management - A Literary Review PDFDocument21 pagesThe Cultural Diversity Phenomenon in Organisations and Different Approaches For Effective Cultural Diversity Management - A Literary Review PDFeugene123No ratings yet
- Chapter 1 Measurements: 1.1 Units of MeasurementDocument24 pagesChapter 1 Measurements: 1.1 Units of MeasurementEsmira Melić ŠutkovićNo ratings yet
- Voice of The RainDocument4 pagesVoice of The RainShriya BharadwajNo ratings yet
- 55fbb8b0dd37d Productive SkillDocument6 pages55fbb8b0dd37d Productive SkilldewiNo ratings yet
- Installing OpenSceneGraphDocument9 pagesInstalling OpenSceneGraphfer89chopNo ratings yet
- Week3 Communication Skill Part 1 Student GuideDocument10 pagesWeek3 Communication Skill Part 1 Student GuideZoe FormosoNo ratings yet
- Journal of Statistical Planning and Inference: Akanksha S. KashikarDocument12 pagesJournal of Statistical Planning and Inference: Akanksha S. KashikarAkanksha KashikarNo ratings yet
- INGLESDocument20 pagesINGLESNikollay PeñaNo ratings yet
- 103EXP3 SpectrophotometerDocument5 pages103EXP3 SpectrophotometeralperlengerNo ratings yet