You might also like
- KXR50 Cap 08 (Cilindro Pistone)Document18 pagesKXR50 Cap 08 (Cilindro Pistone)tutifruti649No ratings yet
- Especificaciones de Servicio Motor Chrysler Pentastar 3.6LDocument100 pagesEspecificaciones de Servicio Motor Chrysler Pentastar 3.6LNicolas Jesus Retamal Zuñiga100% (2)
- 001-047 Piston Rings: Failure Analysis InspectionDocument8 pages001-047 Piston Rings: Failure Analysis InspectionWaad HarbNo ratings yet
- Manual de Servicio Motor Dodge Jeep Chrysler Pentastar 3.6lDocument62 pagesManual de Servicio Motor Dodge Jeep Chrysler Pentastar 3.6lTomas75% (4)
- Chapter 8Document13 pagesChapter 8igorNo ratings yet
- Tuning Valve ClearanceDocument3 pagesTuning Valve ClearanceShimmer Crossbones100% (1)
- HHM1 Drawing NotesDocument14 pagesHHM1 Drawing Notespawoe3064No ratings yet
- Disassemble, Inspect and Reassemble EnginesDocument106 pagesDisassemble, Inspect and Reassemble EnginesRODRIGONo ratings yet
- Spot welding minimum pitch ruleDocument13 pagesSpot welding minimum pitch ruleAnuj MauryaNo ratings yet
- Pump Tolerences PDFDocument10 pagesPump Tolerences PDFarunsyukumarNo ratings yet
- Vitality 50 Cylinder Head and Piston Service GuideDocument19 pagesVitality 50 Cylinder Head and Piston Service GuideFlanagan MatusNo ratings yet
- Crankshaft Grinding GuidelinesDocument2 pagesCrankshaft Grinding Guidelinesиван ТрояновNo ratings yet
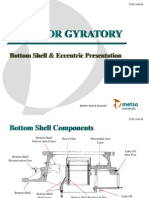
- Gyratory - Bottom Shell & EccentricDocument43 pagesGyratory - Bottom Shell & Eccentricviktribe100% (5)
- Automatic Transmission Disassembly GuideDocument5 pagesAutomatic Transmission Disassembly GuideyoussefNo ratings yet
- DrillingDocument36 pagesDrillingMax LuxNo ratings yet
- NPR Piston Rings Functions and Quality AdvantagesDocument11 pagesNPR Piston Rings Functions and Quality AdvantagesjoralbbargarNo ratings yet
- Install Cylinder Block Diesel EngineDocument11 pagesInstall Cylinder Block Diesel EngineCutiiVitezaNo ratings yet
- Piston Ring Assembly Tips 4strk - Ringinstall2!24!05Document2 pagesPiston Ring Assembly Tips 4strk - Ringinstall2!24!05michaelmangaaNo ratings yet
- Deb58tis 4Document11 pagesDeb58tis 4CHEMA BASANNo ratings yet
- Manual de Taller Honda PCX150Document185 pagesManual de Taller Honda PCX150Bruno De CarloNo ratings yet
- Optima 2004 2.4LDocument245 pagesOptima 2004 2.4LSmith canalesNo ratings yet
- Stirling 60Document9 pagesStirling 60installertomNo ratings yet
- Ringendgap Piston Ring 4jb1Document3 pagesRingendgap Piston Ring 4jb1Shimmer CrossbonesNo ratings yet
- SpecificationsDocument11 pagesSpecificationsTigran SHAHGALDYANNo ratings yet
- CP Instructionsheet V4262012Document2 pagesCP Instructionsheet V4262012Jean Paul BésNo ratings yet
- 3 BAM 6L1 VM Lab Ex 3Document21 pages3 BAM 6L1 VM Lab Ex 3Jeyakumar VenugopalNo ratings yet
- Sorento 2005 3.5LDocument144 pagesSorento 2005 3.5LJavikoo Javier Chicaiza MezaNo ratings yet
- klr685 Kit InstructionsDocument3 pagesklr685 Kit InstructionsGabriel GonzalezNo ratings yet
- DAC Activity-1Document27 pagesDAC Activity-1Samaroha NandiNo ratings yet
- Universal Tool and Cutter Grinder Manual Low ResDocument16 pagesUniversal Tool and Cutter Grinder Manual Low ResDale Wade100% (1)
- Sheet MetalDocument46 pagesSheet Metalpreetham shekarNo ratings yet
- G1975 - Instruction ManualDocument36 pagesG1975 - Instruction ManualLeon GalindoNo ratings yet
- Catalogo Foton - Bj3319dmpkc-Abza02Document5 pagesCatalogo Foton - Bj3319dmpkc-Abza02Jhean PhierNo ratings yet
- Piston Enggine c7Document3 pagesPiston Enggine c7RHL NicNo ratings yet
- 2015 Chevrolet Trax 1.8 2h0 Especificaciones de Cabeza y ValvulasDocument4 pages2015 Chevrolet Trax 1.8 2h0 Especificaciones de Cabeza y ValvulasGerardo Cessa SolisNo ratings yet
- Engine: Service and Repair Cylinder Block Inspection/RepairDocument7 pagesEngine: Service and Repair Cylinder Block Inspection/RepairAnonymous dEfIaUNo ratings yet
- Machining CourseworkDocument10 pagesMachining CourseworkJethro JeyarajNo ratings yet
- TaperedRollerBearings TS (TaperedSingle) ImperialDocument4 pagesTaperedRollerBearings TS (TaperedSingle) ImperialSaad Ahmed KhanNo ratings yet
- Engine Service Manual Renegade 300 SeriesDocument76 pagesEngine Service Manual Renegade 300 SeriesArul Gnana JohnNo ratings yet
- Chapter 34 Measuring FastenersDocument24 pagesChapter 34 Measuring Fastenersshona1412No ratings yet
- Land Robert TorqueDocument8 pagesLand Robert TorqueJose Luis LopezNo ratings yet
- Service MitsubishiDocument404 pagesService MitsubishiCodeiro SilvaNo ratings yet
- Datos Tecnicos Motor OptraDocument4 pagesDatos Tecnicos Motor OptraCarlos R. MIsel G.No ratings yet
- Bearing SNN Sadf 3 0Document32 pagesBearing SNN Sadf 3 0Budy AndikaNo ratings yet
- Cylinderipiston: System Components 10-2 Cylinderipiston Removal 10-4 10-3 Cylinderipiston Installation....... 10-9Document118 pagesCylinderipiston: System Components 10-2 Cylinderipiston Removal 10-4 10-3 Cylinderipiston Installation....... 10-9poiufdsapuroiqNo ratings yet
- Cylinder Piston Removal Installation GuideDocument10 pagesCylinder Piston Removal Installation Guideorly pocoateNo ratings yet
- GY6 Big Bore Kit InstallationDocument80 pagesGY6 Big Bore Kit InstallationAndrew McGovern100% (1)
- 1 GRDocument11 pages1 GRGanbileg BatbilegNo ratings yet
- AGILITY50 Cap 08 (Cilindro Pistone)Document8 pagesAGILITY50 Cap 08 (Cilindro Pistone)api-3759317100% (1)
- F11 Connecting Rod Inspection ProcedureDocument3 pagesF11 Connecting Rod Inspection ProcedureMohammed Tauseef Ali100% (1)
- How To Use A Tap and Die SetDocument1 pageHow To Use A Tap and Die SetKamaruddin Ahmad As-SambiriyNo ratings yet
- P250-250S Cap 07 (CYLINDER PISTON)Document9 pagesP250-250S Cap 07 (CYLINDER PISTON)Minh ChuNo ratings yet
- Specifications: 2005 Hyundai Tiburon GT 2005 Hyundai Tiburon GTDocument234 pagesSpecifications: 2005 Hyundai Tiburon GT 2005 Hyundai Tiburon GTMaximiliano BrardaNo ratings yet
- Genesis Coupe Cylinder Head Components and Repair GuideDocument21 pagesGenesis Coupe Cylinder Head Components and Repair GuideCristian.E.B100% (1)
- Engine Valve Lash - Inspect - Adjust c9Document3 pagesEngine Valve Lash - Inspect - Adjust c9Antonio78% (9)
- 003 - Engine BlockDocument29 pages003 - Engine Blockmax_simonsNo ratings yet
- Crack Detection & RepairDocument5 pagesCrack Detection & RepairHaftay100% (1)
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Off-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderFrom EverandOff-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderRating: 5 out of 5 stars5/5 (2)
- 040-12 Mar 2023Document2 pages040-12 Mar 2023Meghali BorleNo ratings yet
- Eagle's Eye Trading System for Intra-Day SignalsDocument12 pagesEagle's Eye Trading System for Intra-Day SignalsMeghali BorleNo ratings yet
- Banknifty DoctorDocument9 pagesBanknifty DoctorMeghali BorleNo ratings yet
- Gas VapoursDocument1 pageGas VapoursMeghali BorleNo ratings yet
- Murrey Math Lessons CompleteDocument57 pagesMurrey Math Lessons CompleteMeghali BorleNo ratings yet
- Teeth Angle CorrectionDocument2 pagesTeeth Angle CorrectionMeghali BorleNo ratings yet
- Banknifty DoctorDocument9 pagesBanknifty DoctorMeghali BorleNo ratings yet
- Blade Forex StrategiesDocument71 pagesBlade Forex StrategiesJackson Trace100% (1)
- 15 StartingAirSystem PDFDocument58 pages15 StartingAirSystem PDFMichaelben MichaelbenNo ratings yet
- Trading PsychologyDocument87 pagesTrading PsychologyTapas86% (7)
- Turbine BalancingDocument3 pagesTurbine BalancingMeghali BorleNo ratings yet
- @BreakingOutBad Life Balance ToolDocument9 pages@BreakingOutBad Life Balance ToolMeghali BorleNo ratings yet
- Gear LayoutsDocument4 pagesGear LayoutsMeghali BorleNo ratings yet
- Commisioning and InspectionsDocument2 pagesCommisioning and InspectionsMeghali BorleNo ratings yet
- Water Fixed Fire Fighting SystemsDocument5 pagesWater Fixed Fire Fighting SystemsMeghali BorleNo ratings yet
- Fixed Fire Fighting RegulationsDocument5 pagesFixed Fire Fighting RegulationsVyas SrinivasanNo ratings yet
- Air Gap PDFDocument2 pagesAir Gap PDFMeghali BorleNo ratings yet
- Types of GearingDocument4 pagesTypes of GearingMeghali BorleNo ratings yet
- AC SwitchboardsDocument3 pagesAC SwitchboardsYuvaraj NachimuthuNo ratings yet
- Preferential TrippingDocument1 pagePreferential TrippingMeghali BorleNo ratings yet
- Earth Fault DetectionDocument1 pageEarth Fault DetectionMeghali BorleNo ratings yet
- Ingress Protection (IP)Document1 pageIngress Protection (IP)Meghali BorleNo ratings yet
- Air GapDocument2 pagesAir GapMeghali BorleNo ratings yet
- DiodesDocument6 pagesDiodesMeghali BorleNo ratings yet
- Control Actions: Two Step Control ActionDocument4 pagesControl Actions: Two Step Control ActionMeghali BorleNo ratings yet
- Operation of A Centrifugal Oil PurifersDocument3 pagesOperation of A Centrifugal Oil PurifersAnkit DedhiyaNo ratings yet
- Insulated Neutral SystemDocument1 pageInsulated Neutral SystemMeghali Borle100% (1)
- Circuit BreakersDocument4 pagesCircuit BreakersMeghali BorleNo ratings yet
- Fridge CompressorsDocument3 pagesFridge CompressorsMeghali BorleNo ratings yet
- Desirable Properties of A Refrigerant: RefrigerantsDocument12 pagesDesirable Properties of A Refrigerant: RefrigerantsPraveen AbisakeNo ratings yet
- 3W 157xi B2 TS Engine DataDocument4 pages3W 157xi B2 TS Engine DataGigih WiraNo ratings yet
- Engines and vehicles fuel system components catalogDocument76 pagesEngines and vehicles fuel system components catalogDaniel VieiraNo ratings yet
- D3E8034DF5E Gearbox 09GDocument216 pagesD3E8034DF5E Gearbox 09GVasile-Cristian Rusu50% (2)
- Compressor Installation GuideDocument21 pagesCompressor Installation GuideDavid GarciaNo ratings yet
- Johnson Demountable Bearing BrochureDocument20 pagesJohnson Demountable Bearing BrochureJulio FerrerNo ratings yet
- Tecumseh Engine Parts Manual TVS100 44050GDocument7 pagesTecumseh Engine Parts Manual TVS100 44050Greply-to-addNo ratings yet
- BAC Open Cooling Towers BaltimoreDocument8 pagesBAC Open Cooling Towers Baltimorekimran80No ratings yet
- Analysis of Scavenging Process in A New Two Stroke Cross-Scavenged EngineDocument6 pagesAnalysis of Scavenging Process in A New Two Stroke Cross-Scavenged EngineNet WalkerNo ratings yet
- Hộp số TE13 danaDocument167 pagesHộp số TE13 danaSon Dinh100% (2)
- Detailed Technical Report.Document1 pageDetailed Technical Report.RaziKhanNo ratings yet
- Fiat Stilo Manual Eng - HandbookDocument274 pagesFiat Stilo Manual Eng - HandbookOvidiu Ivan50% (2)
- Parker Drilling Company Rig 257: Submersible Shallow Water - Barge Drilling Rig - Caspian Sea (ABS & RMRS Certified)Document2 pagesParker Drilling Company Rig 257: Submersible Shallow Water - Barge Drilling Rig - Caspian Sea (ABS & RMRS Certified)Seyedeh Roghayeh SeyediNo ratings yet
- ENCO Automatic Boring and Facing HeadDocument2 pagesENCO Automatic Boring and Facing Headbill100% (1)
- Vida Útil D375a-6r MirabelaDocument1 pageVida Útil D375a-6r MirabelaHarry Wart WartNo ratings yet
- Parth Valves and Hoses LLP.: Test & Guarantee CertificateDocument1 pageParth Valves and Hoses LLP.: Test & Guarantee CertificateSURYAKANTNo ratings yet
- RX50Document519 pagesRX50Vinícius FerrazNo ratings yet
- STC800Document9 pagesSTC800Amit SinghNo ratings yet
- DelcoDocument2 pagesDelcoTalebNo ratings yet
- Hvac - Centralized AC SystemDocument21 pagesHvac - Centralized AC SystemVala Vraj M.No ratings yet
- Diagram 1 Camshaft Position S..Document1 pageDiagram 1 Camshaft Position S..Joycee Lázaro ReyesNo ratings yet
- Meritor Service Manual DUCO - MM1127Document83 pagesMeritor Service Manual DUCO - MM1127LUKASNo ratings yet
- Demag Drives PDFDocument24 pagesDemag Drives PDFDavid MejidoNo ratings yet
- MANN Filters for Industrial LiquidsDocument48 pagesMANN Filters for Industrial LiquidsRoccinanteNo ratings yet
- 2 - W 220 Genset & Datasht PDFDocument80 pages2 - W 220 Genset & Datasht PDFshahin gholamiNo ratings yet
- BAIC SENOVA X25 CatalogueDocument3 pagesBAIC SENOVA X25 Cataloguecifer.xiongNo ratings yet
- Jat 810 - Air SavingDocument2 pagesJat 810 - Air SavinghirenNo ratings yet
- Ebs3 - Electronic Braking SystemDocument44 pagesEbs3 - Electronic Braking SystemMile Martinov100% (3)
- Barcol Product ProfileDocument7 pagesBarcol Product ProfileMGENNo ratings yet
- Air Conditioning TechnicianDocument3 pagesAir Conditioning Technicianaungmyothant7792No ratings yet
- Datasheet QSC83Document2 pagesDatasheet QSC83Thành DanhNo ratings yet