You might also like
- Fisica Magnetismo PDFDocument9 pagesFisica Magnetismo PDFBilly PintoNo ratings yet
- Pasos para Elaborar Una Sesión TRECDocument12 pagesPasos para Elaborar Una Sesión TRECElias100% (4)
- Organización y Sistematización - EESADocument112 pagesOrganización y Sistematización - EESAJhonny Ac100% (1)
- Normatividad para BPM de Pescados y MariscosDocument43 pagesNormatividad para BPM de Pescados y MariscosYbuelvasm75% (8)
- Allison Leigh - Vidas RobadasDocument155 pagesAllison Leigh - Vidas RobadasMAYERLING PEROZONo ratings yet
- Manual Del Propietario Chevrolet Swift PDFDocument74 pagesManual Del Propietario Chevrolet Swift PDFEnio100% (1)
- Ntca U1 A2 VigpDocument6 pagesNtca U1 A2 VigpAnonymous 52wpwWoLNo ratings yet
- Ficha Tecnica Filetes de PescadoDocument1 pageFicha Tecnica Filetes de PescadoEnio100% (1)
- Manual de Calidad y Procesamiento para Venta Minorista de PescadoDocument45 pagesManual de Calidad y Procesamiento para Venta Minorista de PescadoPrograma Regional para el Manejo de Recursos Acuáticos y Alternativas EconómicasNo ratings yet
- Presiones en suelos: Ejercicios resueltos de presiones totales, efectivas y neutrasDocument34 pagesPresiones en suelos: Ejercicios resueltos de presiones totales, efectivas y neutrasmariluz villalobos gomezNo ratings yet
- Con Las Armas Ficcion - WebDocument322 pagesCon Las Armas Ficcion - WebКристиан GarcíaNo ratings yet
- Análisis Correlación Tallas Vs Peso Cangrejo Azul y Cangrejo RayadoDocument1 pageAnálisis Correlación Tallas Vs Peso Cangrejo Azul y Cangrejo RayadoEnioNo ratings yet
- Elaboración Del SurimiDocument6 pagesElaboración Del SurimiSheyla Madeline Sanchez Ropon0% (1)
- Cangrejos CongeladosDocument6 pagesCangrejos CongeladosEnioNo ratings yet
- 11 Normas Haccp PDFDocument16 pages11 Normas Haccp PDFChristopper MoralesNo ratings yet
- Haccp (Ops)Document171 pagesHaccp (Ops)Andres Madroñero BotinaNo ratings yet
- 1 PBDocument8 pages1 PBEnioNo ratings yet
- Proceso Operativo de Recepcion de Materia PrimaDocument7 pagesProceso Operativo de Recepcion de Materia PrimaEnioNo ratings yet
- Haccp en PescadoDocument34 pagesHaccp en PescadoEnioNo ratings yet
- Procesamiento de PescadoDocument42 pagesProcesamiento de PescadoBarto Ayta AmilNo ratings yet
- Camara de Prueba de Hermeticidad PDFDocument12 pagesCamara de Prueba de Hermeticidad PDFEnioNo ratings yet
- HACCPDocument24 pagesHACCPMerce M. Estrella100% (2)
- Analisis Sensorial Del PescadoDocument10 pagesAnalisis Sensorial Del PescadoJuan Anticona Zavaleta86% (7)
- Análisis de La Comunidad de Peces Asociada A La Pesca Artesanal de Camarón Blanco Litopenaeus Schmitti, en El Golfo de VenezuelaDocument13 pagesAnálisis de La Comunidad de Peces Asociada A La Pesca Artesanal de Camarón Blanco Litopenaeus Schmitti, en El Golfo de VenezuelaEnioNo ratings yet
- Informe Sobre El Trabajo Realizado Por El Instituto Internacional Del FríoDocument42 pagesInforme Sobre El Trabajo Realizado Por El Instituto Internacional Del FríoEnioNo ratings yet
- Datos Temperatura CavasDocument1 pageDatos Temperatura CavasEnioNo ratings yet
- Nemátodos de La Familia Anisakidae en El Pescado Fresco Que Se Expende para El Consumo Humano en Caracas, Venezuela-CatacoDocument9 pagesNemátodos de La Familia Anisakidae en El Pescado Fresco Que Se Expende para El Consumo Humano en Caracas, Venezuela-CatacoEnioNo ratings yet
- P.F PescaocumareDocument7 pagesP.F PescaocumareEnioNo ratings yet
- Pescados Y Mariscos en VirginiaDocument9 pagesPescados Y Mariscos en VirginiaEnioNo ratings yet
- Modelo de Sistema de Gestión de Inocuidad Alimentaria Basado en ISO 22000-2005 para Las PYMES Del Rubro de Restaurantes de El Salvador PDFDocument841 pagesModelo de Sistema de Gestión de Inocuidad Alimentaria Basado en ISO 22000-2005 para Las PYMES Del Rubro de Restaurantes de El Salvador PDFPrimitivo López García0% (1)
- GFSI-slipsheetALL Spanish FINALDocument4 pagesGFSI-slipsheetALL Spanish FINALEnioNo ratings yet
- Manual Del Sistema de Gestion PDFDocument32 pagesManual Del Sistema de Gestion PDFEnioNo ratings yet
- Análisis de La Comunidad de Peces Asociada A La Pesca Artesanal de Camarón Blanco Litopenaeus Schmitti, en El Golfo de VenezuelaDocument13 pagesAnálisis de La Comunidad de Peces Asociada A La Pesca Artesanal de Camarón Blanco Litopenaeus Schmitti, en El Golfo de VenezuelaEnioNo ratings yet
- TajaliDocument17 pagesTajaliEnioNo ratings yet
- PCD 004recepcinymanejodedevolucionesenelalmacndeproductoterminadoDocument16 pagesPCD 004recepcinymanejodedevolucionesenelalmacndeproductoterminadoEnioNo ratings yet
- HACCPDocument30 pagesHACCPConstanzaCatalinaJaraNo ratings yet
- Brainstorming Esquema Doodle MulticolorDocument1 pageBrainstorming Esquema Doodle MulticolorLuisa RinconNo ratings yet
- ZACARÍASDocument1 pageZACARÍASDanny Andres PerezNo ratings yet
- Resistencia y Durabilidad Del Concreto Que Contiene Aridos de Concreto TrituradoDocument2 pagesResistencia y Durabilidad Del Concreto Que Contiene Aridos de Concreto TrituradoIsaacJorgeRiveraLopeNo ratings yet
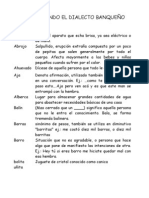
- Decodificando El Dialecto BanqueñoDocument11 pagesDecodificando El Dialecto BanqueñocarusorogerNo ratings yet
- Vida Contemplativa en La Orden de PredicadoresDocument4 pagesVida Contemplativa en La Orden de PredicadoresDavid MatamorosNo ratings yet
- Conversión de Sistemas Numéricos en PseintDocument7 pagesConversión de Sistemas Numéricos en PseintJasson Josue Espino Martinez33% (3)
- 01 Manejo de Cuencas HidrográficasDocument27 pages01 Manejo de Cuencas HidrográficasAnderson Espinoza OblitasNo ratings yet
- El SustantivoDocument3 pagesEl SustantivoElbita PerezNo ratings yet
- Decd 0572 PDFDocument1,088 pagesDecd 0572 PDFCristian LópezNo ratings yet
- Clasificación revistas científicas SNCTIDocument13 pagesClasificación revistas científicas SNCTILuisa Natalia CórdobaNo ratings yet
- SpeachDocument3 pagesSpeachAnthony Sullca QuispeNo ratings yet
- Analisis de DatosDocument15 pagesAnalisis de DatosKaren Yajayra ZutaNo ratings yet
- Modelo Solicitud CambiosDocument5 pagesModelo Solicitud CambiosLeandro AlvaradoNo ratings yet
- La Fiesta de PinkieDocument48 pagesLa Fiesta de PinkieLarzer D LoverlingNo ratings yet
- Creciendo SanoDocument58 pagesCreciendo SanolaesperanzacentrodesaludNo ratings yet
- Los Chakras-Rocio Noblecilla y Juan Carlos RocaDocument21 pagesLos Chakras-Rocio Noblecilla y Juan Carlos RocaRocioNo ratings yet
- Capítulo IIDocument7 pagesCapítulo IIFer KohlerNo ratings yet
- Tarea 3 Calificada GRUPO 03Document4 pagesTarea 3 Calificada GRUPO 03luis angel soto palacinNo ratings yet
- Recetas de Higiene y Manejo de Los Alimentos 3 SesionesDocument12 pagesRecetas de Higiene y Manejo de Los Alimentos 3 SesionesguadalunabiNo ratings yet
- GUIAnnGMAWnYnFCAW 5062d624c6871dbDocument13 pagesGUIAnnGMAWnYnFCAW 5062d624c6871dbEsteban CastañoNo ratings yet
- Lab Energia Especifica FinalDocument17 pagesLab Energia Especifica FinalMeli IsazaNo ratings yet
- Emociones ToxicasDocument19 pagesEmociones ToxicasJesus Chevarria TellezNo ratings yet
- Compañía DiscográficaDocument5 pagesCompañía DiscográficaMaría PlúasNo ratings yet