You might also like
- Code Ethics Bme Res n06Document6 pagesCode Ethics Bme Res n06Wati KaNo ratings yet
- Power Plant Coaching.Document352 pagesPower Plant Coaching.Wati KaNo ratings yet
- Job Safety AnalysisDocument1 pageJob Safety AnalysisWati KaNo ratings yet
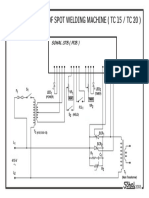
- Circuit Diagram of Spot Welding Machine (tc15tc20) PDFDocument1 pageCircuit Diagram of Spot Welding Machine (tc15tc20) PDFWati Ka0% (1)
- Example 2 WK 7Document3 pagesExample 2 WK 7Wati KaNo ratings yet
- Δx = 18.4m 140km / hr = 18.4m 140 - 10 = 0.47s Δ 1 2 1 2 = 4.9 (0.47s) = 1.1mDocument1 pageΔx = 18.4m 140km / hr = 18.4m 140 - 10 = 0.47s Δ 1 2 1 2 = 4.9 (0.47s) = 1.1mWati KaNo ratings yet
- Outlinetopic and Sentence PDFDocument2 pagesOutlinetopic and Sentence PDFWati KaNo ratings yet
- Math: Permutation and CombinationDocument7 pagesMath: Permutation and CombinationWati KaNo ratings yet
- Bouncing Balls 1 Bouncing Balls 2: - "Lively" Balls Lose Little Energy. - "Dead" Balls Lose Much EnergyDocument3 pagesBouncing Balls 1 Bouncing Balls 2: - "Lively" Balls Lose Little Energy. - "Dead" Balls Lose Much EnergyWati KaNo ratings yet
- A J B P R: Sian Ournal of Iochemical and Harmaceutical EsearchDocument11 pagesA J B P R: Sian Ournal of Iochemical and Harmaceutical EsearchWati KaNo ratings yet
- Assignment 4 For PHYS122 (Mechanics For Engineers) Due Date: October 9 (At The Start of Class)Document1 pageAssignment 4 For PHYS122 (Mechanics For Engineers) Due Date: October 9 (At The Start of Class)Wati KaNo ratings yet
- Contact Information and Work History For Nonimmigrant Visa ApplicantDocument2 pagesContact Information and Work History For Nonimmigrant Visa ApplicantWati KaNo ratings yet
- 313 Smuggling and Its EffectsDocument3 pages313 Smuggling and Its EffectsWati KaNo ratings yet
- I Made A New FileDocument1 pageI Made A New FileWati KaNo ratings yet
- Volume of Revolution WorksheetDocument4 pagesVolume of Revolution WorksheetWati KaNo ratings yet
- The Calculus 7 TOCDocument8 pagesThe Calculus 7 TOCarnmarman8% (25)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Cost Estimation Electrical WorksDocument26 pagesCost Estimation Electrical WorksAli AlakhrasNo ratings yet
- Carens X Line 4PP Leaflet MobileDocument12 pagesCarens X Line 4PP Leaflet MobileAmritraj CharlesNo ratings yet
- Bus BarDocument8 pagesBus BarAnonymous QGHbz92u100% (1)
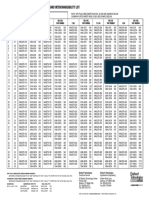
- Heli-Coil Metric Inserts Aerospace Standard Interchangeability ListDocument2 pagesHeli-Coil Metric Inserts Aerospace Standard Interchangeability ListshadiNo ratings yet
- CWTUM - Technical Notes - 001Document15 pagesCWTUM - Technical Notes - 001Anonymous xTGQYFrNo ratings yet
- AEM Asynchronous Motors Catalogue 2010Document81 pagesAEM Asynchronous Motors Catalogue 2010Crismaruc CristianNo ratings yet
- Engine Intake & ExhaustDocument135 pagesEngine Intake & ExhaustRonan DexNo ratings yet
- SPE 06 359 Technical Specifications For 110 - 150kV AC Cables - 2.1Document33 pagesSPE 06 359 Technical Specifications For 110 - 150kV AC Cables - 2.1pijakzkaraibowNo ratings yet
- NEC Art 314 314.16 Number of Conductors in Boxes and Conduit BodiesDocument7 pagesNEC Art 314 314.16 Number of Conductors in Boxes and Conduit BodiesroyvindasNo ratings yet
- Chapter 1 IntroductionDocument39 pagesChapter 1 IntroductionM ANo ratings yet
- Vk3ye Dot Com - Compact L-Match For Portable UseDocument7 pagesVk3ye Dot Com - Compact L-Match For Portable Usetito351No ratings yet
- Sanitary FittingsDocument58 pagesSanitary FittingsMherlieNo ratings yet
- Bus Bar Selection Chart AluminiumDocument1 pageBus Bar Selection Chart AluminiumJit0% (1)
- Alivio Front Drive SystemDocument1 pageAlivio Front Drive SystemMarNo ratings yet
- Sc500cpus 600v-Dus131724w PDFDocument2 pagesSc500cpus 600v-Dus131724w PDFCARLOS ANDRES SARMIENTO CUEVASNo ratings yet
- 307 SW T6 2006 ManualDocument166 pages307 SW T6 2006 ManualIlie-Alin Colesa100% (1)
- Input & Output DevicesDocument50 pagesInput & Output DevicesPriya Dhingra SetiaNo ratings yet
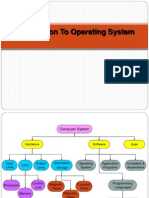
- Operating System ConceptsDocument116 pagesOperating System ConceptsVivek278100% (3)
- AtosDocument6 pagesAtosFodil DouazNo ratings yet
- ADS Manual 5310Document9 pagesADS Manual 5310extremesfire1571No ratings yet
- KamranDocument1 pageKamranAnonymous BZQOJwWIh6No ratings yet
- RMXPRT OnlinehelpDocument533 pagesRMXPRT Onlinehelpluchoteves100% (1)
- EtraLED-EDI-7050 Edison Modular Passive Star LED Heat Sink Φ70mmDocument3 pagesEtraLED-EDI-7050 Edison Modular Passive Star LED Heat Sink Φ70mmleoNo ratings yet
- Ebara DwoDocument14 pagesEbara Dwoluckystrike9008100% (1)
- Cia 7516Document6 pagesCia 7516Tomas E. EcheverriaNo ratings yet
- ASCO Solenoid Valve Troubleshooting GuideDocument2 pagesASCO Solenoid Valve Troubleshooting GuideNeeraj JangidNo ratings yet
- Crosby Mckissick Sheaves CatalogDocument29 pagesCrosby Mckissick Sheaves Catalogaiyubi2No ratings yet
- HVAC+Codes,+Standards,+Guidelines+References 8+Document8 pagesHVAC+Codes,+Standards,+Guidelines+References 8+mahmoud khamesNo ratings yet
- Basic Parts or Elements of A RobotDocument3 pagesBasic Parts or Elements of A RobotRenjith RajendraprasadNo ratings yet
- CRI Pump & ControllerDocument5 pagesCRI Pump & ControllerJoko WahonoNo ratings yet