You might also like
- Thermal Decomposition Kinetics Unsaturated Polyester and Unsaturated Polyester Reinforcement by Toner Carbon Nano Powder (TCNP) CompositesDocument8 pagesThermal Decomposition Kinetics Unsaturated Polyester and Unsaturated Polyester Reinforcement by Toner Carbon Nano Powder (TCNP) CompositesInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- DemethanizerDocument6 pagesDemethanizermindunder36No ratings yet
- On The Economics of Methanol Production From Natural Gas: January 2018Document10 pagesOn The Economics of Methanol Production From Natural Gas: January 2018Hasbi Fatih AzizyNo ratings yet
- Simulation and Analysis of Ethane Cracking ProcessDocument8 pagesSimulation and Analysis of Ethane Cracking ProcessberanoshNo ratings yet
- Dynamic Simulation of a Demethanizer Column for Natural Gas ProcessingDocument6 pagesDynamic Simulation of a Demethanizer Column for Natural Gas Processingamit kumarNo ratings yet
- Investigation of Coil Outlet Temperature Effect On The Performance of Naphtha Cracking FurnaceDocument11 pagesInvestigation of Coil Outlet Temperature Effect On The Performance of Naphtha Cracking FurnaceSantoso WijayaNo ratings yet
- The Study of Temperature Profile and Syngas Flare in Co-Gasification of Biomass Feedstock in Throated Downdraft GasifierDocument9 pagesThe Study of Temperature Profile and Syngas Flare in Co-Gasification of Biomass Feedstock in Throated Downdraft GasifierRN Builder IpohNo ratings yet
- Oil Shale Pulverized Firing: Boiler Efficiency, Ash Balance and Ue Gas CompositionDocument14 pagesOil Shale Pulverized Firing: Boiler Efficiency, Ash Balance and Ue Gas Compositionpuyang48No ratings yet
- Assess Overload Capability of Power TransformersDocument12 pagesAssess Overload Capability of Power TransformersДенис ЛяпуновNo ratings yet
- 1 s2.0 S1359431116311528 MainDocument10 pages1 s2.0 S1359431116311528 MainPriyam NayakNo ratings yet
- MohammadDocument9 pagesMohammadDiana AmadoNo ratings yet
- Ageing Behaviour of HTPB Based Rocket Propellant Formulations NDocument18 pagesAgeing Behaviour of HTPB Based Rocket Propellant Formulations NKhoa VũNo ratings yet
- Modeling of Ethane Thermal Cracking Kinetics in A PyrocrackerDocument6 pagesModeling of Ethane Thermal Cracking Kinetics in A PyrocrackerArash AbbasiNo ratings yet
- Kinetics of Palladium Catalysed Partial Oxidation of MethaneDocument7 pagesKinetics of Palladium Catalysed Partial Oxidation of Methanevishalvilvas85No ratings yet
- Technical Survey Controls Steam Reformer Tube TemperaturesDocument8 pagesTechnical Survey Controls Steam Reformer Tube Temperaturespf06No ratings yet
- Autothermal Reforming of Methane Design and PerforDocument7 pagesAutothermal Reforming of Methane Design and Perforromi moriNo ratings yet
- PDF 3 PDFDocument12 pagesPDF 3 PDFHerma NiatiNo ratings yet
- Heterogeneous Reactor Modeling For Simulation of Catalytic OxidationDocument9 pagesHeterogeneous Reactor Modeling For Simulation of Catalytic OxidationserchNo ratings yet
- Numerical Modelling of A Steam Methane ReformerDocument17 pagesNumerical Modelling of A Steam Methane Reformer조윤성No ratings yet
- Optimal Design of An Experimental Methanol Fuel ReformerDocument12 pagesOptimal Design of An Experimental Methanol Fuel ReformerramahtamahNo ratings yet
- Ireme Vol 6 N 4183-197Document15 pagesIreme Vol 6 N 4183-197api-231165167No ratings yet
- Exergy and Economic Analyses of Methanol Production Process: J. O. Odejobi and O. S. AyorindeDocument9 pagesExergy and Economic Analyses of Methanol Production Process: J. O. Odejobi and O. S. Ayorindescribduserme123No ratings yet
- 2006encit-Simulation and Optimization of Heat Exchangers Cleaning SchedulesDocument7 pages2006encit-Simulation and Optimization of Heat Exchangers Cleaning SchedulesMukesh BohraNo ratings yet
- Effects of Adsorption and Temperature On A Nonthermal Plasma Process For Removing VocsDocument13 pagesEffects of Adsorption and Temperature On A Nonthermal Plasma Process For Removing VocsJaya KaruppiahNo ratings yet
- Top Oil Heat Distribution Pattern of ONAN Corn Oil BasedDocument8 pagesTop Oil Heat Distribution Pattern of ONAN Corn Oil Basedsujit tiwariNo ratings yet
- CHE 481-Project 2 ReportDocument7 pagesCHE 481-Project 2 ReportIR Ika EtyEtyka DoraNo ratings yet
- b1 Gas Turbine-1Document5 pagesb1 Gas Turbine-1Sekut Tawar100% (1)
- Experimental and Comparison Study of Heat Transfer Characteristics of Wickless Heat Pipes by Using Various Heat InputsDocument12 pagesExperimental and Comparison Study of Heat Transfer Characteristics of Wickless Heat Pipes by Using Various Heat InputsIJRASETPublicationsNo ratings yet
- Design and Control of Ethyl Acetate Production Process: January 2015Document13 pagesDesign and Control of Ethyl Acetate Production Process: January 2015mahmoudmaamoun640No ratings yet
- JCHPS 40 Chandarraja 177-182Document6 pagesJCHPS 40 Chandarraja 177-182Azza M. ElnenaeyNo ratings yet
- Chapter One: 1.1 BackgroundDocument22 pagesChapter One: 1.1 BackgroundteweleNo ratings yet
- Chapter One: 1.1 BackgroundDocument19 pagesChapter One: 1.1 BackgroundteweleNo ratings yet
- Simulation of Ethane Steam Cracking With SeverityDocument7 pagesSimulation of Ethane Steam Cracking With Severity9uhNo ratings yet
- Methanol ReactorDocument104 pagesMethanol ReactorAlessio ScarabelliNo ratings yet
- Water Gas ReactorDocument23 pagesWater Gas ReactorNicolao93100% (1)
- Thermo-Economic Analysis of A Heat Recovery Steam Generator Combined CycleDocument6 pagesThermo-Economic Analysis of A Heat Recovery Steam Generator Combined CyclekouroshNo ratings yet
- Uji Laboratorium Proses Perengkahan Toluen Dengan Katalis Reformasi Kukus Ni/ - Al ODocument7 pagesUji Laboratorium Proses Perengkahan Toluen Dengan Katalis Reformasi Kukus Ni/ - Al OKha Damayantirika Tsf 'reall'No ratings yet
- Small Scale ORC Plant Modeling With The AMESim Simulation ToolDocument10 pagesSmall Scale ORC Plant Modeling With The AMESim Simulation ToolÜlkü Serçin SerçinoğluNo ratings yet
- 2004-01-10 Oxidación Parcial Metano A Metanol PDFDocument13 pages2004-01-10 Oxidación Parcial Metano A Metanol PDFAlexandra Camacho TorricoNo ratings yet
- Process for producing methanol in fluidized bed reactorsDocument6 pagesProcess for producing methanol in fluidized bed reactorsନା ନାNo ratings yet
- Modeling of Steam Methane Reforming (SMR) Over A Ni - AL O CatalystDocument8 pagesModeling of Steam Methane Reforming (SMR) Over A Ni - AL O CatalystRaviyank PatelNo ratings yet
- APH Efficiency 1Document12 pagesAPH Efficiency 1Debabrata TantubaiNo ratings yet
- 2020-Energy WorkingDocument20 pages2020-Energy WorkingDevang GaurNo ratings yet
- Thermodynamic Modeling and Optimization of A Coal Fired Thermal Power Plant Using Cycle Tempo, Taguchi and ANOVADocument10 pagesThermodynamic Modeling and Optimization of A Coal Fired Thermal Power Plant Using Cycle Tempo, Taguchi and ANOVARituraj SinghNo ratings yet
- Cracker SimulationDocument6 pagesCracker Simulationadav1232887No ratings yet
- Optimization of Synthesis Gas (Autothermal) Reactor in Methanol Production Process Using Natural Gas As Feed StockDocument18 pagesOptimization of Synthesis Gas (Autothermal) Reactor in Methanol Production Process Using Natural Gas As Feed StockainmnrhNo ratings yet
- Experimental Study On The Influence of Preheated ADocument7 pagesExperimental Study On The Influence of Preheated AShivangi GargNo ratings yet
- 1 s2.0 S0009250901001300 MainDocument13 pages1 s2.0 S0009250901001300 Mainjoe125951825No ratings yet
- WgsDocument23 pagesWgspmg83No ratings yet
- Reliabilityand Energy Efficiency Analysisofa Two Pass Shelland Tube Heat Exchangerina Hydraulic Driven SystemDocument11 pagesReliabilityand Energy Efficiency Analysisofa Two Pass Shelland Tube Heat Exchangerina Hydraulic Driven SystemUmar 5ZALNo ratings yet
- Laminar Flame Speeds of Ethanol, N-Heptane, IsooctaneDocument8 pagesLaminar Flame Speeds of Ethanol, N-Heptane, IsooctaneanilkoleNo ratings yet
- Designing Urea ReactorDocument21 pagesDesigning Urea ReactorAdawiyah Al-jufri100% (4)
- Ammonia PlantDocument16 pagesAmmonia Plantganeshan67% (6)
- Waste Heat Recovery and Conversion Into Electricity: Current Solutions and AssessmentDocument7 pagesWaste Heat Recovery and Conversion Into Electricity: Current Solutions and AssessmentLEONEL ALVARO LLANCO GUARDIANo ratings yet
- Lactose Fueled SmokeDocument8 pagesLactose Fueled SmokeMehran NosratiNo ratings yet
- Gedik 2016Document35 pagesGedik 2016abdullaalakourNo ratings yet
- Thermal Analysis of Gas Turbine Blade MaterialsDocument13 pagesThermal Analysis of Gas Turbine Blade Materialsmanufacturing Tech airfieldNo ratings yet
- 24 Jackowski F PDFDocument7 pages24 Jackowski F PDFZul FakriNo ratings yet
- ME Chemical Engineering Thesis on Heat Exchanging Reactor DesignDocument12 pagesME Chemical Engineering Thesis on Heat Exchanging Reactor DesignsumitNo ratings yet
- Flow, Mixing and Heat Transfer in Furnaces: The Science & Applications of Heat and Mass Transfer Reports, Reviews & Computer ProgramsFrom EverandFlow, Mixing and Heat Transfer in Furnaces: The Science & Applications of Heat and Mass Transfer Reports, Reviews & Computer ProgramsK. H. KhalilNo ratings yet
- Partial Catalytic Hydrogenation of Acetylene Converter)Document10 pagesPartial Catalytic Hydrogenation of Acetylene Converter)jmgwooNo ratings yet
- Memo 5 Baru ReskiDocument38 pagesMemo 5 Baru Reskiregina pramuditaNo ratings yet
- Msds PropaneDocument8 pagesMsds Propaneregina pramuditaNo ratings yet
- 9 10 F (X) - 0.5x + 9.2 R 0.2840909091: Axis TitleDocument6 pages9 10 F (X) - 0.5x + 9.2 R 0.2840909091: Axis Titleregina pramuditaNo ratings yet
- Daftar Alat-Alat ARRDD Co. LengkapDocument2 pagesDaftar Alat-Alat ARRDD Co. Lengkapregina pramuditaNo ratings yet
- Memo 5 PambagianDocument1 pageMemo 5 Pambagianregina pramuditaNo ratings yet
- Naoh PDFDocument5 pagesNaoh PDFS KambleNo ratings yet
- TK 411 - Plant Design: Minutes of Meeting Form For Group ProjectDocument1 pageTK 411 - Plant Design: Minutes of Meeting Form For Group Projectregina pramuditaNo ratings yet
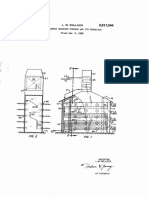
- Dec. 15, 1959 L. W. Pollock 2,917,564: Hydrocarbon Cracking Furnace and Its Operation Filed Jan. 5, 1959Document6 pagesDec. 15, 1959 L. W. Pollock 2,917,564: Hydrocarbon Cracking Furnace and Its Operation Filed Jan. 5, 1959regina pramuditaNo ratings yet
- Data Boiling Point & AntoinneDocument1 pageData Boiling Point & Antoinneregina pramuditaNo ratings yet
- Memo 5 PambagianDocument1 pageMemo 5 Pambagianregina pramuditaNo ratings yet
- Us 3392211Document3 pagesUs 3392211regina pramuditaNo ratings yet
- BT CompotitionDocument16 pagesBT Compotitionregina pramuditaNo ratings yet
- Jadwal Semester 4 (Januari 2017 - Juni 2017) Senin Selasa RabuDocument4 pagesJadwal Semester 4 (Januari 2017 - Juni 2017) Senin Selasa Raburegina pramuditaNo ratings yet
- Fuel PropertiesDocument22 pagesFuel PropertiesGilberto YoshidaNo ratings yet
- Estadisticas Opep 2016Document128 pagesEstadisticas Opep 2016Juan PabloNo ratings yet
- Memo 2 Yang Harus DikerjakanDocument2 pagesMemo 2 Yang Harus Dikerjakanregina pramuditaNo ratings yet
- Us 2498806Document7 pagesUs 2498806regina pramuditaNo ratings yet
- Production Method A. "Ethylene From Ethanol Process"Document2 pagesProduction Method A. "Ethylene From Ethanol Process"regina pramuditaNo ratings yet
- TK 411 - Plant Design: Confidential Peer Assessment FormDocument1 pageTK 411 - Plant Design: Confidential Peer Assessment Formregina pramuditaNo ratings yet
- TK 411 - Plant Design: Minutes of Meeting Form For Group ProjectDocument1 pageTK 411 - Plant Design: Minutes of Meeting Form For Group Projectregina pramuditaNo ratings yet
- Naphtha Ms DsDocument14 pagesNaphtha Ms Dsregina pramuditaNo ratings yet
- Cracking Furnace Oil/ Water Quench Compresor Demathanaizer Metana HidrogenDocument2 pagesCracking Furnace Oil/ Water Quench Compresor Demathanaizer Metana Hidrogenregina pramuditaNo ratings yet
- Naphthacracking 120907055612 Phpapp02Document22 pagesNaphthacracking 120907055612 Phpapp02regina pramuditaNo ratings yet
- Tugas Kelompok Kelas A ROI, BEP, DCF, NPV, IRRDocument30 pagesTugas Kelompok Kelas A ROI, BEP, DCF, NPV, IRRregina pramuditaNo ratings yet
- Geotechnical Report SummaryDocument35 pagesGeotechnical Report SummaryEr navneet jassiNo ratings yet
- Table of Specification 9.2Document2 pagesTable of Specification 9.2Promise SalvatieraNo ratings yet
- Solid State: This Chapter IncludesDocument6 pagesSolid State: This Chapter IncludesIhtisham Ul HaqNo ratings yet
- WAVES NOTES Total Internal ReflectionDocument2 pagesWAVES NOTES Total Internal ReflectionDink MemesNo ratings yet
- The History of Glass Mirror Doc - 3Document12 pagesThe History of Glass Mirror Doc - 3Anonymous pgWs18GDG1No ratings yet
- Activity Simulation - Greenhouse EffectDocument2 pagesActivity Simulation - Greenhouse Effectapi-305791685No ratings yet
- How Newton Discovered Gravity's Inverse Square RuleDocument19 pagesHow Newton Discovered Gravity's Inverse Square RuleAnnNo ratings yet
- ARP1383Document25 pagesARP1383chrisrae23100% (2)
- Littelfuse Manual Battery Switch Selection Guide Final WEBDocument2 pagesLittelfuse Manual Battery Switch Selection Guide Final WEBOscar Acevedo MirandaNo ratings yet
- Ultra High Dispersing improves paper recycling efficiency and qualityDocument1 pageUltra High Dispersing improves paper recycling efficiency and qualityavgpaulNo ratings yet
- Pollution Control: Woods Practical Guide To Fan EngineeringDocument13 pagesPollution Control: Woods Practical Guide To Fan EngineeringprokjongNo ratings yet
- CFX-Intro 17.0 WS03 NACA0012-AirfoilDocument30 pagesCFX-Intro 17.0 WS03 NACA0012-AirfoilFabiano LebkuchenNo ratings yet
- Interdisciplinary Approaches To Nonlinear Complex SystemsDocument243 pagesInterdisciplinary Approaches To Nonlinear Complex SystemsBolaybalamNo ratings yet
- Diwakar Seminar Steam TurbineDocument15 pagesDiwakar Seminar Steam TurbinePrabhas Darling100% (1)
- Oil drum floating with 1/4 volume submergedDocument84 pagesOil drum floating with 1/4 volume submergedyeohaiNo ratings yet
- SUB: Heat & Mass Transfer (EME 504) : Assignment-IDocument2 pagesSUB: Heat & Mass Transfer (EME 504) : Assignment-IdearsaswatNo ratings yet
- Midterm-Flight Dynamics and ControlDocument17 pagesMidterm-Flight Dynamics and ControljameelahmadNo ratings yet
- Measurement of Atmospheric Electricity During Different Meteorological ConditionsDocument282 pagesMeasurement of Atmospheric Electricity During Different Meteorological Conditionsborn1968No ratings yet
- M2C949A Ford ULVDocument11 pagesM2C949A Ford ULVocto widodoNo ratings yet
- Aerodynamic Forces and Lift Coefficients ExplainedDocument54 pagesAerodynamic Forces and Lift Coefficients Explainedrajisunilnair2438No ratings yet
- Paes 203Document7 pagesPaes 203Ryan Anthony LualhatiNo ratings yet
- Angew. Chem. Int. Ed. 2004, 43, 1217Document5 pagesAngew. Chem. Int. Ed. 2004, 43, 1217mamata naikNo ratings yet
- Vector Spaces and Linear Systems SolutionsDocument23 pagesVector Spaces and Linear Systems SolutionsSoumyajit BagchiNo ratings yet
- Mechanical Testing GuideDocument12 pagesMechanical Testing GuideLolNo ratings yet
- Dimond Wheel BrochureDocument7 pagesDimond Wheel BrochurejogibhavinNo ratings yet
- Cementitious Mortars and Grouts: A Technical OverviewDocument4 pagesCementitious Mortars and Grouts: A Technical OverviewebetaniaNo ratings yet
- Vernier CaliperDocument20 pagesVernier CaliperSyam SivaNo ratings yet
- IAL-Physics Unit 3 (WPH13-01) (2021-01-18) Q+ADocument30 pagesIAL-Physics Unit 3 (WPH13-01) (2021-01-18) Q+AUClan Plant & MaintenanceNo ratings yet
- Mechanical Damage and Fatigue Assessment of Dented Pipelines Using FeaDocument10 pagesMechanical Damage and Fatigue Assessment of Dented Pipelines Using FeaVitor lopesNo ratings yet
- Experiment 1 Determination of Flash PointDocument7 pagesExperiment 1 Determination of Flash Pointismat irfanNo ratings yet