You might also like
- The Finance Department Explores Continuous ImprovementFrom EverandThe Finance Department Explores Continuous ImprovementRating: 4 out of 5 stars4/5 (1)
- What Is 5S Philosophy?: Quality Glossary Definition: Five S's (5S)Document8 pagesWhat Is 5S Philosophy?: Quality Glossary Definition: Five S's (5S)MudassarNo ratings yet
- Benchmarking Best Practices for Maintenance, Reliability and Asset ManagementFrom EverandBenchmarking Best Practices for Maintenance, Reliability and Asset ManagementNo ratings yet
- Framework of 5SDocument31 pagesFramework of 5STapesh100% (21)
- 5s, Kaizen, Kanban SystemDocument11 pages5s, Kaizen, Kanban SystemFirdaus AsryNo ratings yet
- Service Integration and Management (SIAM™) Foundation Body of Knowledge (BoK), Second editionFrom EverandService Integration and Management (SIAM™) Foundation Body of Knowledge (BoK), Second editionNo ratings yet
- Lean Fundamentals PlaybookDocument21 pagesLean Fundamentals PlaybooktassanaiNo ratings yet
- Lean Management IndustryDocument29 pagesLean Management IndustrynikitaNo ratings yet
- Module 2 Occupational SafetyDocument33 pagesModule 2 Occupational Safetyangeh morilloNo ratings yet
- nchi Genbutsu (現地現物: Toyota Production SystemDocument3 pagesnchi Genbutsu (現地現物: Toyota Production SystemcvikasguptaNo ratings yet
- Simco Spinning & Textiles Limited.: Poka-YokeDocument5 pagesSimco Spinning & Textiles Limited.: Poka-YokeKamal PashaNo ratings yet
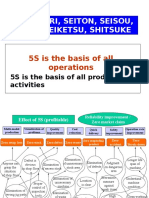
- 5 S Seiri, Seiton, Seisou, Seiketsu, Shitsuke: 5S Is The Basis of All OperationsDocument21 pages5 S Seiri, Seiton, Seisou, Seiketsu, Shitsuke: 5S Is The Basis of All OperationsAtul SharmaNo ratings yet
- Republic of The Philippines1Document7 pagesRepublic of The Philippines1Clyde X2600No ratings yet
- Fdocuments - in - 5s Basic Training 1Document114 pagesFdocuments - in - 5s Basic Training 1solomon tadeseNo ratings yet
- 10 Simple Steps For 5S Implementation: Home FVM Trainings Our Services Case Studies About Us Contact UsDocument3 pages10 Simple Steps For 5S Implementation: Home FVM Trainings Our Services Case Studies About Us Contact Usnurreshhh mattupalliNo ratings yet
- MMF40 - Pre-Qualification Assessment Form PDFDocument6 pagesMMF40 - Pre-Qualification Assessment Form PDFMelvin HarapanNo ratings yet
- G1 HousekeepingDocument35 pagesG1 HousekeepingMILANA John francisNo ratings yet
- Effect of Implementation 5s Methodology in Warehouses at The Egyptian Textiles & Apparel Factory (Case Study)Document15 pagesEffect of Implementation 5s Methodology in Warehouses at The Egyptian Textiles & Apparel Factory (Case Study)David SantosNo ratings yet
- Questionnaire On TQM Implementation PDFDocument8 pagesQuestionnaire On TQM Implementation PDFfahadfiaz100% (2)
- Lean NewsletterDocument3 pagesLean NewsletterKomal TagraNo ratings yet
- Project ReportDocument32 pagesProject ReportShilp VachhaniNo ratings yet
- TPM IntroductionDocument61 pagesTPM IntroductionDhriti GoswamiNo ratings yet
- Kaizen FinalDocument40 pagesKaizen FinalKinjal Gupta100% (2)
- Bulletin EQM 89 - 5S PDFDocument23 pagesBulletin EQM 89 - 5S PDFMgn SanNo ratings yet
- Study and Implementation of '5S' Methodology in The Furniture Industry Warehouse For Productivity ImprovementDocument9 pagesStudy and Implementation of '5S' Methodology in The Furniture Industry Warehouse For Productivity Improvementprakash testNo ratings yet
- 5S EnglishDocument8 pages5S EnglishNur KholifahNo ratings yet
- 5S Lean Manufacturing ToolsDocument6 pages5S Lean Manufacturing ToolsBrunoZottiNo ratings yet
- Advanced Production TechDocument9 pagesAdvanced Production TechNashon MutuaNo ratings yet
- 5SDocument23 pages5SReetu Sri100% (1)
- Pdca Cycle: Plan-Do-Check-ActDocument13 pagesPdca Cycle: Plan-Do-Check-Actnikhil krNo ratings yet
- Total Quality Management: Prithvicharan RDocument5 pagesTotal Quality Management: Prithvicharan RprithviNo ratings yet
- Osh Lec5Document15 pagesOsh Lec5Jade TobiasNo ratings yet
- Lean Enterprises REPORTDocument28 pagesLean Enterprises REPORTDanica BañaresNo ratings yet
- Steps of 5S ConsultingDocument6 pagesSteps of 5S ConsultingPju CloughNo ratings yet
- SOP For Textile and GarmentsDocument2 pagesSOP For Textile and GarmentsawekeNo ratings yet
- 5S Training - NavitasDocument5 pages5S Training - Navitasetamil87No ratings yet
- Fundamentals of Lean Six Sigma (C11Fs) : Professor Jiju Antony (Be, MSC, PHD, Fiom, FRSS, Fcqi, Fasq, Fissp)Document34 pagesFundamentals of Lean Six Sigma (C11Fs) : Professor Jiju Antony (Be, MSC, PHD, Fiom, FRSS, Fcqi, Fasq, Fissp)zoyamalik27No ratings yet
- Arvind Report Apparel IntrnshipJury WorkDocument209 pagesArvind Report Apparel IntrnshipJury WorkKrishnaGopal100% (2)
- Internship Report - Muhammad BilalDocument105 pagesInternship Report - Muhammad BilalPower GirlsNo ratings yet
- 5S Principle of HousekeepingDocument20 pages5S Principle of HousekeepingAnonymous i3lI9MNo ratings yet
- Audit Plan TemplateDocument4 pagesAudit Plan TemplateRakesh JangraNo ratings yet
- Ford JIT CaseDocument7 pagesFord JIT CaseMamta Bansal0% (1)
- Introduction To 5SDocument5 pagesIntroduction To 5SKundan Kumar MishraNo ratings yet
- Housekeeping & 5-SDocument90 pagesHousekeeping & 5-SAbbas RangoonwalaNo ratings yet
- 5s MethodologyDocument5 pages5s MethodologySer Crz JyNo ratings yet
- Apparel Quality Management Case Study Analysis PDFDocument36 pagesApparel Quality Management Case Study Analysis PDFNadarajNo ratings yet
- 5SDocument42 pages5Sv_vijayakanth7656No ratings yet
- Implement Lean ManufacturingDocument11 pagesImplement Lean ManufacturingRafael GrippNo ratings yet
- 5S Principle of HousekeepingDocument20 pages5S Principle of HousekeepingAnonymous i3lI9MNo ratings yet
- Round 1 CASEDocument4 pagesRound 1 CASEEshraq MostafiNo ratings yet
- Study of Lean Manufacturing For Manufacturing of Auto ComponentsDocument6 pagesStudy of Lean Manufacturing For Manufacturing of Auto ComponentsMadeeha KhanNo ratings yet
- 2023 T1 Acc Participants Manual - Accounting FINAL FDocument246 pages2023 T1 Acc Participants Manual - Accounting FINAL FLubelihle NkomoNo ratings yet
- SafetyDocument9 pagesSafetyJeyakumarNo ratings yet
- Monodzukuri Test Monodzukuri Test: Learning Textbook Learning TextbookDocument31 pagesMonodzukuri Test Monodzukuri Test: Learning Textbook Learning TextbookMani Rathinam Rajamani0% (2)
- Kaizen: Lean Shipbuilding & Repair Forum June 6, 2002Document22 pagesKaizen: Lean Shipbuilding & Repair Forum June 6, 2002Jared AlfonsoNo ratings yet
- 5S Implementation at The Trim Store and Sampling DepartmentDocument17 pages5S Implementation at The Trim Store and Sampling DepartmentAbhishek KumarNo ratings yet
- 5S Training ManualDocument50 pages5S Training ManualLEAR to lear IndustriesNo ratings yet
- Proceedings On Engineering Sciences: Pravin Ukey Akash Deshmukh Alokik AroraDocument6 pagesProceedings On Engineering Sciences: Pravin Ukey Akash Deshmukh Alokik AroraAbiot LingerNo ratings yet
- Prsentation On 5S KaizenDocument21 pagesPrsentation On 5S Kaizenhandsomekash0% (1)
- TPM Basics and Am Step 1 To 5Document90 pagesTPM Basics and Am Step 1 To 5Gaurav Mittal100% (5)
- Productivity Improvement by Work Study Technique A Case On Leather Products Industry of Bangladesh 2169 0316 1000207Document11 pagesProductivity Improvement by Work Study Technique A Case On Leather Products Industry of Bangladesh 2169 0316 1000207Sridhara tvNo ratings yet
- 2018 Talent Trends Report - Randstad SourcerightDocument26 pages2018 Talent Trends Report - Randstad SourcerightLinh TrầnNo ratings yet
- Monitoring AND ControllingDocument44 pagesMonitoring AND Controllingsakibsultan_308No ratings yet
- Abramovitz (1986) PDFDocument23 pagesAbramovitz (1986) PDFbrunotorriNo ratings yet
- Industrial Engineering and Management-PrintDocument55 pagesIndustrial Engineering and Management-PrintekstsalembaNo ratings yet
- Equity Valuation - Case Study 2Document5 pagesEquity Valuation - Case Study 2sunjai100% (6)
- Objective of StudyDocument91 pagesObjective of StudyKamalakanta Das100% (1)
- The Transforming Power of Complementary AssetsDocument1 pageThe Transforming Power of Complementary AssetsSharwan KumawatNo ratings yet
- Speedmaster XL 105Document26 pagesSpeedmaster XL 105Abdul Wasay0% (1)
- Functions of Management 1-1Document15 pagesFunctions of Management 1-1Praveen KumarNo ratings yet
- Economic and Environmental Concerns in Philippine Upland Coconut Farms - An Analysis of Policy, Farming Systems and Socio Economic IssuesDocument64 pagesEconomic and Environmental Concerns in Philippine Upland Coconut Farms - An Analysis of Policy, Farming Systems and Socio Economic IssuesPogpog ReyesNo ratings yet
- Accounting For Labour PDFDocument4 pagesAccounting For Labour PDFAnonymous leF4GPYNo ratings yet
- Financial Performance Evaluation of Some Selected Jordanian Commercial BanksDocument14 pagesFinancial Performance Evaluation of Some Selected Jordanian Commercial BanksAtiaTahiraNo ratings yet
- Cost Accounting: Labor: Controlling and Accounting For CostsDocument37 pagesCost Accounting: Labor: Controlling and Accounting For CostsNuraini Meina RatriNo ratings yet
- Questions 11-21 Are Based On The Following Passage and Supplementary MaterialDocument4 pagesQuestions 11-21 Are Based On The Following Passage and Supplementary MaterialMaged LamiyNo ratings yet
- First Alliances - Salary Guide 2019Document33 pagesFirst Alliances - Salary Guide 2019JessyNo ratings yet
- Office Space Standards and GuidelinesDocument68 pagesOffice Space Standards and Guidelinesتوفان بيهNo ratings yet
- Deming 14 PrinciplesDocument2 pagesDeming 14 Principlessaravananpg8697No ratings yet
- Krishi PlatformDocument61 pagesKrishi PlatformMilan BhandariNo ratings yet
- Introducing XL: Installs in Hours. Configures in Minutes. Impacts ImmediatelyDocument37 pagesIntroducing XL: Installs in Hours. Configures in Minutes. Impacts Immediatelytaopik sidqiNo ratings yet
- The Problem and Its Background: Od-Fearing Eciprocating Ommitting To ExcellenceDocument22 pagesThe Problem and Its Background: Od-Fearing Eciprocating Ommitting To ExcellenceRonnie Serrano PuedaNo ratings yet
- Effects of Productivity On Employees Performance A Case of Kebirigo Tea FactorryDocument14 pagesEffects of Productivity On Employees Performance A Case of Kebirigo Tea FactorryOmweng'a Omweng'aNo ratings yet
- Employability Skills QBDocument85 pagesEmployability Skills QBDheekshith KumarNo ratings yet
- Project Organization, Selection, And: INSE6210-Winter 2017 (Week3) Total Quality Methodologies in EngineeringDocument56 pagesProject Organization, Selection, And: INSE6210-Winter 2017 (Week3) Total Quality Methodologies in EngineeringParisa RahimiNo ratings yet
- Opration Strategy QuizDocument135 pagesOpration Strategy Quizswapnil palNo ratings yet
- CH-7 Irrigation Performance AssessmentDocument31 pagesCH-7 Irrigation Performance AssessmentmitkiedegaregeNo ratings yet
- Key Elements of School As A Social SystemDocument3 pagesKey Elements of School As A Social SystemEmily Despabiladeras Dulpina80% (5)
- Theory of DistributionDocument12 pagesTheory of DistributionNickyNo ratings yet
- Make Your Mind Up: My Guide to Finding Your Own Style, Life, and Motavation!From EverandMake Your Mind Up: My Guide to Finding Your Own Style, Life, and Motavation!Rating: 3.5 out of 5 stars3.5/5 (391)
- The 10 Habits of Happy Mothers: Reclaiming Our Passion, Purpose, and SanityFrom EverandThe 10 Habits of Happy Mothers: Reclaiming Our Passion, Purpose, and SanityRating: 4.5 out of 5 stars4.5/5 (6)
- Bulletproof Seduction: How to Be the Man That Women Really WantFrom EverandBulletproof Seduction: How to Be the Man That Women Really WantRating: 4.5 out of 5 stars4.5/5 (170)
- Creative Polymer Clay: Over 30 Techniques and Projects for Contemporary Wearable ArtFrom EverandCreative Polymer Clay: Over 30 Techniques and Projects for Contemporary Wearable ArtNo ratings yet
- Metric Pattern Cutting for Women's WearFrom EverandMetric Pattern Cutting for Women's WearRating: 4.5 out of 5 stars4.5/5 (3)
- Vintage Knit Hats: 21 Patterns for Timeless FashionsFrom EverandVintage Knit Hats: 21 Patterns for Timeless FashionsRating: 4 out of 5 stars4/5 (4)
- Wear It Well: Reclaim Your Closet and Rediscover the Joy of Getting DressedFrom EverandWear It Well: Reclaim Your Closet and Rediscover the Joy of Getting DressedRating: 5 out of 5 stars5/5 (1)
- The Magic of Crystals and Gems: Unlocking the Supernatural Power of Stones (Magical Crystals, Positive Energy, Mysticism)From EverandThe Magic of Crystals and Gems: Unlocking the Supernatural Power of Stones (Magical Crystals, Positive Energy, Mysticism)Rating: 4 out of 5 stars4/5 (7)
- Crochet Cute Dolls with Mix-and-Match Outfits: 66 Adorable Amigurumi PatternsFrom EverandCrochet Cute Dolls with Mix-and-Match Outfits: 66 Adorable Amigurumi PatternsRating: 4 out of 5 stars4/5 (5)
- 50 Fat Quarter Makes: Fifty Sewing Projects Made Using Fat QuartersFrom Everand50 Fat Quarter Makes: Fifty Sewing Projects Made Using Fat QuartersAme VersoRating: 3.5 out of 5 stars3.5/5 (6)
- Younger Skin Starts in the Gut: 4-Week Program to Identify and Eliminate Your Skin-Aging Triggers—Gluten, Wine, Dairy, and SugarFrom EverandYounger Skin Starts in the Gut: 4-Week Program to Identify and Eliminate Your Skin-Aging Triggers—Gluten, Wine, Dairy, and SugarNo ratings yet
- Women's Work: The First 20,000 Years: Women, Cloth, and Society in Early TimesFrom EverandWomen's Work: The First 20,000 Years: Women, Cloth, and Society in Early TimesRating: 4.5 out of 5 stars4.5/5 (191)
- Rip It!: How to Deconstruct and Reconstruct the Clothes of Your DreamsFrom EverandRip It!: How to Deconstruct and Reconstruct the Clothes of Your DreamsRating: 3.5 out of 5 stars3.5/5 (10)
- Basic Black: 26 Edgy Essentials for the Modern WardrobeFrom EverandBasic Black: 26 Edgy Essentials for the Modern WardrobeRating: 4 out of 5 stars4/5 (10)
- Japanese Knitting Stitch Bible: 260 Exquisite Patterns by Hitomi ShidaFrom EverandJapanese Knitting Stitch Bible: 260 Exquisite Patterns by Hitomi ShidaRating: 4.5 out of 5 stars4.5/5 (35)
- The Kingdom of Prep: The Inside Story of the Rise and (Near) Fall of J.CrewFrom EverandThe Kingdom of Prep: The Inside Story of the Rise and (Near) Fall of J.CrewRating: 4.5 out of 5 stars4.5/5 (26)
- How To Make Jewelry With Beads: An Easy & Complete Step By Step GuideFrom EverandHow To Make Jewelry With Beads: An Easy & Complete Step By Step GuideRating: 3 out of 5 stars3/5 (12)
- A Lapidary of Sacred Stones: Their Magical and Medicinal Powers Based on the Earliest SourcesFrom EverandA Lapidary of Sacred Stones: Their Magical and Medicinal Powers Based on the Earliest SourcesRating: 4.5 out of 5 stars4.5/5 (2)
- Encyclopedia of Essential Oils: The complete guide to the use of aromatic oils in aromatherapy, herbalism, health and well-being. (Text Only)From EverandEncyclopedia of Essential Oils: The complete guide to the use of aromatic oils in aromatherapy, herbalism, health and well-being. (Text Only)Rating: 5 out of 5 stars5/5 (5)
- 250 Japanese Knitting Stitches: The Original Pattern Bible by Hitomi ShidaFrom Everand250 Japanese Knitting Stitches: The Original Pattern Bible by Hitomi ShidaRating: 5 out of 5 stars5/5 (7)
- The Skinny Confidential's Get the F*ck Out of the Sun: Routines, Products, Tips, and Insider Secrets from 100+ of the World's Best Skincare GurusFrom EverandThe Skinny Confidential's Get the F*ck Out of the Sun: Routines, Products, Tips, and Insider Secrets from 100+ of the World's Best Skincare GurusRating: 5 out of 5 stars5/5 (4)
- Japanese Wonder Knitting: Timeless Stitches for Beautiful Hats, Bags, Blankets and MoreFrom EverandJapanese Wonder Knitting: Timeless Stitches for Beautiful Hats, Bags, Blankets and MoreRating: 4 out of 5 stars4/5 (4)
- The Black Pullet: Science of Magical TalismanFrom EverandThe Black Pullet: Science of Magical TalismanRating: 4.5 out of 5 stars4.5/5 (23)