You might also like
- Smoking PipeDocument15 pagesSmoking PipeMiguel Mendoza100% (1)
- Easy To Build Stirling Engine FanDocument14 pagesEasy To Build Stirling Engine Fanpatel_kalpesh1241100% (1)
- Ez Engine Build InstructionsDocument24 pagesEz Engine Build InstructionsAnonymous T7zEN6iLHNo ratings yet
- Woodgears CADocument8 pagesWoodgears CAWalter RamirezNo ratings yet
- 50 Cal PlansDocument24 pages50 Cal PlansClint Muldoon100% (10)
- Salero y PimenteroDocument11 pagesSalero y PimenterokevineliNo ratings yet
- DIY Book ScannerDocument101 pagesDIY Book Scannerjahanavi pethani100% (1)
- Lathebasics 4-5Document3 pagesLathebasics 4-5Mike Forbes100% (2)
- Q.A. How Would You Go About Turning A Twin Helix Like This?Document1 pageQ.A. How Would You Go About Turning A Twin Helix Like This?neko222No ratings yet
- How To Build A Neck Jig Matt VinsonDocument23 pagesHow To Build A Neck Jig Matt Vinsoncaesparza100% (1)
- Morsa Vertical CaseraDocument4 pagesMorsa Vertical CaseraCarlos Fco Secco100% (1)
- AR15 Forging ReceiverDocument105 pagesAR15 Forging ReceiverNO2NWO100% (11)
- Bamboo Rodmaking Tips - Articles Area - Wood Planing FormsDocument7 pagesBamboo Rodmaking Tips - Articles Area - Wood Planing FormscannotdecideNo ratings yet
- Lathe Chuck Backplate FittingDocument2 pagesLathe Chuck Backplate FittingAnonymous iYKTkmhpZ100% (3)
- My Hovercraft Build DiaryDocument74 pagesMy Hovercraft Build DiaryLeonel Rodriguez100% (2)
- Fig02: The Completed Pattern.Document6 pagesFig02: The Completed Pattern.Mauro RegisNo ratings yet
- Electronic Drum PadDocument44 pagesElectronic Drum PadMarinko TikvickiNo ratings yet
- Figure #2: The Parts For The Drilling Jig After Cutting To SizeDocument7 pagesFigure #2: The Parts For The Drilling Jig After Cutting To SizejacquesmayolNo ratings yet
- Make A Rocking Muskoka Chair Out of Composite Wood 2 PDFDocument8 pagesMake A Rocking Muskoka Chair Out of Composite Wood 2 PDFCocis CosminNo ratings yet
- Coil Winder Instructions.: Parts ListDocument10 pagesCoil Winder Instructions.: Parts Listsmi249No ratings yet
- Drawing A Round Taper: by Jay Close Illustrations by Tom LatanéDocument8 pagesDrawing A Round Taper: by Jay Close Illustrations by Tom Latanéoiii88No ratings yet
- Angle Grinder Tube Pipe Sander Polishing AttachmenDocument14 pagesAngle Grinder Tube Pipe Sander Polishing AttachmenEdmar DL100% (1)
- Hinges With BearingsDocument16 pagesHinges With BearingsGiNo ratings yet
- Krenov Style Hand PlaneDocument8 pagesKrenov Style Hand PlanerhinorodNo ratings yet
- 1911 Frame TutorialDocument22 pages1911 Frame Tutorialblackta6100% (6)
- Assingment 1 Welding TechnologyDocument14 pagesAssingment 1 Welding TechnologyMuhammad Sufi MustafaNo ratings yet
- Family Handyman Ultimate 1 Day ProjectsFrom EverandFamily Handyman Ultimate 1 Day ProjectsRating: 5 out of 5 stars5/5 (1)
- A Round Kitchen Classic - Bent Laminated Cherry TableDocument8 pagesA Round Kitchen Classic - Bent Laminated Cherry TableJainar BerlianaNo ratings yet
- Screw Build AKMS With Underfolder NotesDocument8 pagesScrew Build AKMS With Underfolder NotesAdam HemsleyNo ratings yet
- How To Build A Tube Bender WWDocument9 pagesHow To Build A Tube Bender WWmikefcebuNo ratings yet
- Splitting: by Jay Close Illustrations by Doug Wilson, Photos by Jay CloseDocument5 pagesSplitting: by Jay Close Illustrations by Doug Wilson, Photos by Jay Closeoiii88No ratings yet
- Beds - Four Poster Bed PlansDocument8 pagesBeds - Four Poster Bed Planspoimandres100% (1)
- How To Make A Prosthetic LimbDocument6 pagesHow To Make A Prosthetic LimbMatt LawallNo ratings yet
- Barrel IncineratorDocument29 pagesBarrel IncineratorEmijo.ANo ratings yet
- Twist DrillDocument7 pagesTwist DrillMartinus Oda AdiNo ratings yet
- Herramientas para Trazar y MedirDocument51 pagesHerramientas para Trazar y MedirFranco Mauricio50% (6)
- How To Make A Hinged FloorplateDocument13 pagesHow To Make A Hinged Floorplatesontouched0% (1)
- Bookcase 2Document3 pagesBookcase 2mhdridhuanNo ratings yet
- Fazer ParafusoDocument10 pagesFazer ParafusoZarcano FariasNo ratings yet
- Tilting Drill Cutting: Tips ClampsDocument32 pagesTilting Drill Cutting: Tips Clampsdemo1967100% (4)
- The Silencer CookbookDocument47 pagesThe Silencer Cookbookstephan_f87% (15)
- Elementary Course in Woodwork: Designed for use in high and technical schools, with one hundred and thirty-four illustrations: First EditionFrom EverandElementary Course in Woodwork: Designed for use in high and technical schools, with one hundred and thirty-four illustrations: First EditionNo ratings yet
- Work Bench: A Design For Holding The WorkDocument89 pagesWork Bench: A Design For Holding The WorkRalf Homberg100% (1)
- Bolt Action 4Document10 pagesBolt Action 4browar444100% (1)
- 16 Metalworking Workshop Projects for Home Machinists: Practical & Useful Ideas for the Small ShopFrom Everand16 Metalworking Workshop Projects for Home Machinists: Practical & Useful Ideas for the Small ShopRating: 5 out of 5 stars5/5 (1)
- Making Toggle ClampsDocument7 pagesMaking Toggle ClampsGermanHund100% (2)
- Make A Wood Hand Plane in An AfternoonDocument10 pagesMake A Wood Hand Plane in An AfternoonrhinorodNo ratings yet
- PepsistoveDocument5 pagesPepsistoveMark Anthony T. PadilNo ratings yet
- A Device That Makes Square Holes With Drill Holes With DrillDocument9 pagesA Device That Makes Square Holes With Drill Holes With DrillAnonymous Clyy9NNo ratings yet
- MSHDocument20 pagesMSHsuraj dhulannavar100% (1)
- ABSTRACTDocument1 pageABSTRACTAekanshNo ratings yet
- Drilling Square HolesDocument5 pagesDrilling Square HolesAmgad AlsisiNo ratings yet
- Drill Bit Cross-Section Pressed Revolutions Per Minute Chips (Swarf)Document6 pagesDrill Bit Cross-Section Pressed Revolutions Per Minute Chips (Swarf)AekanshNo ratings yet
- Chapter 4 Drilling MachinesDocument24 pagesChapter 4 Drilling MachinesPRASAD326100% (14)
- Reuleaux Triangle: ConstructionDocument4 pagesReuleaux Triangle: ConstructionAekanshNo ratings yet
- Conventional MethodsDocument5 pagesConventional MethodsAekanshNo ratings yet
- DrillingDocument61 pagesDrillingAjay RanaNo ratings yet
- New Microsoft Word DocumentDocument7 pagesNew Microsoft Word DocumentAekanshNo ratings yet
- Drilling: Drilling Is A Cutting Process That Uses A Drill Bit To Cut or Enlarge A Hole of Circular Cross-Section inDocument9 pagesDrilling: Drilling Is A Cutting Process That Uses A Drill Bit To Cut or Enlarge A Hole of Circular Cross-Section inAekanshNo ratings yet
- New Microsoft Word DocumentDocument7 pagesNew Microsoft Word DocumentAekanshNo ratings yet
- Starting PagesDocument4 pagesStarting PagesAekanshNo ratings yet
- Sizing Shell and Tube Heat ExchangerDocument17 pagesSizing Shell and Tube Heat ExchangerCallum Biggs100% (3)
- Group 9Document4 pagesGroup 9AekanshNo ratings yet
- Drilling Square HolesDocument5 pagesDrilling Square HolesAmgad AlsisiNo ratings yet
- Subject Verb Aggrement RulesDocument3 pagesSubject Verb Aggrement RulesAnju KhasyapNo ratings yet
- Computer Organization PresentationDocument119 pagesComputer Organization PresentationSiddharthaSidNo ratings yet
- Group 6Document3 pagesGroup 6AekanshNo ratings yet
- Drill Bit Cross-Section Pressed Revolutions Per Minute Chips (Swarf)Document6 pagesDrill Bit Cross-Section Pressed Revolutions Per Minute Chips (Swarf)AekanshNo ratings yet
- 19 - 10C FormDocument6 pages19 - 10C FormRajesh Chowdary SakamuriNo ratings yet
- Group 8Document3 pagesGroup 8AekanshNo ratings yet
- Group 10Document6 pagesGroup 10AekanshNo ratings yet
- Group 7Document5 pagesGroup 7AekanshNo ratings yet
- New Microsoft Word DocumentDocument7 pagesNew Microsoft Word DocumentAekanshNo ratings yet
- New Microsoft Word DocumentDocument7 pagesNew Microsoft Word DocumentAekanshNo ratings yet
- Starting PagesDocument4 pagesStarting PagesAekanshNo ratings yet
- Drilling: Drilling Is A Cutting Process That Uses A Drill Bit To Cut or Enlarge A Hole of Circular Cross-Section inDocument9 pagesDrilling: Drilling Is A Cutting Process That Uses A Drill Bit To Cut or Enlarge A Hole of Circular Cross-Section inAekanshNo ratings yet
- New Microsoft Word DocumentDocument7 pagesNew Microsoft Word DocumentAekanshNo ratings yet
- Drilling Square HolesDocument5 pagesDrilling Square HolesAmgad AlsisiNo ratings yet
- TBM Tunnel Boring MachinesDocument17 pagesTBM Tunnel Boring MachinesBoureanu Victor100% (1)
- Tool Geometry - ProblemsDocument14 pagesTool Geometry - ProblemsIjas AzadNo ratings yet
- Gypsum PresentationDocument20 pagesGypsum Presentationaditi goenkaNo ratings yet
- Test Methods For Lead-Free Solders-Methods Testing Mec Hanical C Haracteristics-Tensi LeDocument9 pagesTest Methods For Lead-Free Solders-Methods Testing Mec Hanical C Haracteristics-Tensi LeWawan Nur CahyoNo ratings yet
- Chap 004Document50 pagesChap 004Mohamed ElmahgoubNo ratings yet
- SLV ProfileDocument4 pagesSLV Profileslv_precisiontoolingNo ratings yet
- DOERING Produktinfo Cylpebs EnglischDocument4 pagesDOERING Produktinfo Cylpebs EnglischrecaiNo ratings yet
- Job Order Costing Seatwork 3Document2 pagesJob Order Costing Seatwork 3Charie VelasquezNo ratings yet
- SWECs External 15 June 2020Document230 pagesSWECs External 15 June 2020Hamzah ZakiNo ratings yet
- LNG, ShippingDocument28 pagesLNG, ShippingAbhinav Gupta100% (1)
- DatabaseDocument8 pagesDatabaseMangeshRudrawarNo ratings yet
- Production and OperationsDocument1 pageProduction and OperationsrajendrakumarNo ratings yet
- Line BalancingDocument5 pagesLine Balancingsaravananpg8697No ratings yet
- ASME Sec VIII The Most Common Code Used For Designing Pressure Vessels in Oil & GasDocument19 pagesASME Sec VIII The Most Common Code Used For Designing Pressure Vessels in Oil & GasShieeplNo ratings yet
- Drilling Attachment: CPA Range OverviewDocument3 pagesDrilling Attachment: CPA Range OverviewPablo NarváezNo ratings yet
- Kahramaa Architectural SpecificationsDocument471 pagesKahramaa Architectural SpecificationsLepanto SakyodNo ratings yet
- NIVAFER Company Profile 2017 Rev 3Document24 pagesNIVAFER Company Profile 2017 Rev 3whalleh100% (3)
- Basic Concepts of Sequence Design For Cold Forging Parts.Document3 pagesBasic Concepts of Sequence Design For Cold Forging Parts.david2404No ratings yet
- MISys - Guide - DefinitionsDocument5 pagesMISys - Guide - DefinitionscaplusincNo ratings yet
- BS EN 13480-8-2012+A1-2014 Metallic Industrial Piping - Part 8 Additional Requirements For AlumiDocument48 pagesBS EN 13480-8-2012+A1-2014 Metallic Industrial Piping - Part 8 Additional Requirements For AlumiMohamed Rjeb100% (1)
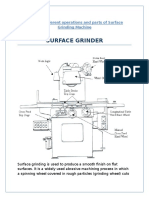
- Surface GrinderDocument7 pagesSurface Grinderaryariqtariq704100% (1)
- What Is The Highly Optimized Manufacturing ProcessDocument3 pagesWhat Is The Highly Optimized Manufacturing ProcessSharmashDNo ratings yet
- Comparative Position of Indonesian Pharma Industry With India and Gujarat IndexDocument39 pagesComparative Position of Indonesian Pharma Industry With India and Gujarat IndexmakvanabhaveshNo ratings yet
- CMT Orange Tools English Catalogue 2012Document299 pagesCMT Orange Tools English Catalogue 2012Diablo 66No ratings yet
- Indian Oil Corporation Limited: A Summer Training Project Report ON Inventory ManagementDocument71 pagesIndian Oil Corporation Limited: A Summer Training Project Report ON Inventory ManagementAbhishek PuriNo ratings yet
- EmissividadeDocument1 pageEmissividadefabricioemarcal8304No ratings yet
- Pipeline Installation, Manufacturing, Welding and NDTDocument102 pagesPipeline Installation, Manufacturing, Welding and NDTIfenna Obele100% (4)
- Chapter 5Document5 pagesChapter 5arkcgemNo ratings yet
- CsiDocument9 pagesCsiyamanta_rajNo ratings yet