You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Strength of MaterialDocument1 pageStrength of MaterialDEEPAKNo ratings yet
- Buckling Load of Laminated Composite Plate Under Different Boundary ConditionsDocument18 pagesBuckling Load of Laminated Composite Plate Under Different Boundary ConditionsDEEPAKNo ratings yet
- EVS Second TestDocument1 pageEVS Second TestDEEPAKNo ratings yet
- Strength of MaterialDocument1 pageStrength of MaterialDEEPAKNo ratings yet
- Paper NN PsoDocument17 pagesPaper NN PsoDEEPAKNo ratings yet
- Dynamic Stability of Delaminated Cross Ply Composite Plates and ShellsDocument97 pagesDynamic Stability of Delaminated Cross Ply Composite Plates and ShellsAnonymous JRektKNo ratings yet
- Tube Reinforced Composite (CNTRC) Cylinder Under Non-AxDocument10 pagesTube Reinforced Composite (CNTRC) Cylinder Under Non-AxDEEPAKNo ratings yet
- Scope of Environmental StudiesDocument3 pagesScope of Environmental StudiesDEEPAKNo ratings yet
- Abouhamze, Aghdam, Alijani - 2007 - Bending Analysis of Symmetrically Laminated Cylindrical Panels Using The Extended Kantorovich MethodDocument9 pagesAbouhamze, Aghdam, Alijani - 2007 - Bending Analysis of Symmetrically Laminated Cylindrical Panels Using The Extended Kantorovich MethodDEEPAKNo ratings yet
- Carbon Nanotube-Reinforced Composite Plate Using Theory of ElastDocument11 pagesCarbon Nanotube-Reinforced Composite Plate Using Theory of ElastDEEPAKNo ratings yet
- Thermal Bending MomentsDocument12 pagesThermal Bending MomentsDEEPAKNo ratings yet
- ICon MMEE - 2018 - PosterDocument1 pageICon MMEE - 2018 - PosterDEEPAKNo ratings yet
- Non Linear Buckling Analysis of LaminatedDocument55 pagesNon Linear Buckling Analysis of LaminatedDEEPAKNo ratings yet
- Shells Dynamic Stability of Delaminated Cross Ply ComposiDocument13 pagesShells Dynamic Stability of Delaminated Cross Ply ComposiDEEPAKNo ratings yet
- Bending Analysis of Composite Laminated Cylindrical ShellsDocument23 pagesBending Analysis of Composite Laminated Cylindrical ShellsDEEPAKNo ratings yet
- Abediokhchi, Kouchakzadeh, Shakouri - 2013 - Buckling Analysis of Cross-Ply Laminated Conical Panels Using GDQ MethodDocument7 pagesAbediokhchi, Kouchakzadeh, Shakouri - 2013 - Buckling Analysis of Cross-Ply Laminated Conical Panels Using GDQ MethodDEEPAKNo ratings yet
- Buckling and Free Vibration Characteristics of A Uniformly Heated Isotropic Cylindrical PanelDocument21 pagesBuckling and Free Vibration Characteristics of A Uniformly Heated Isotropic Cylindrical PanelDEEPAKNo ratings yet
- Firefly AlgorithmDocument14 pagesFirefly AlgorithmSukun TarachandaniNo ratings yet
- Visualizing Structural Matrices in ANSYS Using APDLDocument17 pagesVisualizing Structural Matrices in ANSYS Using APDLVivaCharlesNo ratings yet
- Main123 PDFDocument39 pagesMain123 PDFDEEPAKNo ratings yet
- Firefly AlgorithmDocument14 pagesFirefly AlgorithmSukun TarachandaniNo ratings yet
- Bare ConfDocument6 pagesBare ConfDEEPAKNo ratings yet
- Main123 PDFDocument39 pagesMain123 PDFDEEPAKNo ratings yet
- Full Length PaperDocument12 pagesFull Length PaperDEEPAKNo ratings yet
- Main123 PDFDocument39 pagesMain123 PDFDEEPAKNo ratings yet
- Main123 PDFDocument39 pagesMain123 PDFDEEPAKNo ratings yet
- Main123 PDFDocument39 pagesMain123 PDFDEEPAKNo ratings yet
- Visualizing Structural Matrices in ANSYS Using APDLDocument17 pagesVisualizing Structural Matrices in ANSYS Using APDLVivaCharlesNo ratings yet
- Main123 PDFDocument39 pagesMain123 PDFDEEPAKNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Saltwater Battery: Laboratory Work No. 3Document2 pagesThe Saltwater Battery: Laboratory Work No. 3Joyce Cañaveral100% (2)
- Klberplex BEM 41-141 020320 PI EN enDocument2 pagesKlberplex BEM 41-141 020320 PI EN enHitaro VuNo ratings yet
- Review: Electrolyte Additives For Lithium Ion Battery Electrodes: Progress and PerspectivesDocument34 pagesReview: Electrolyte Additives For Lithium Ion Battery Electrodes: Progress and PerspectivesMichael LesaNo ratings yet
- Seaco - Industrial Rope & Twine Catalog - 2023Document31 pagesSeaco - Industrial Rope & Twine Catalog - 2023damian rochaNo ratings yet
- Duplex Ss Welding PDF FreeDocument8 pagesDuplex Ss Welding PDF Freeel_sharkawy2011No ratings yet
- Chapter 6. Corrosion, Inspection & ProtectionDocument2 pagesChapter 6. Corrosion, Inspection & ProtectionblackhawkNo ratings yet
- Advantages and Disadvantages Each MaterialDocument25 pagesAdvantages and Disadvantages Each MaterialPewe WulandariNo ratings yet
- 2 2 3 Aa Recycling FactsDocument7 pages2 2 3 Aa Recycling FactsLarry BondsNo ratings yet
- CH # 01, C-I, Practice Test PDFDocument7 pagesCH # 01, C-I, Practice Test PDFDr. Abdul Haq Baloch100% (1)
- Concrete Grade Descriptions for Construction ProjectDocument3 pagesConcrete Grade Descriptions for Construction ProjectumitNo ratings yet
- 3733 ABC of Mineral FertilizersDocument16 pages3733 ABC of Mineral FertilizersmNo ratings yet
- Tests on Bitumen MaterialsDocument34 pagesTests on Bitumen MaterialsLaxmikantNo ratings yet
- Lubricants 05 00044Document17 pagesLubricants 05 00044Jesus OcampoNo ratings yet
- Ssab WeldingDocument16 pagesSsab WeldingOscar Jiménez100% (1)
- Baymer Spray 270 E: (Trial Product)Document5 pagesBaymer Spray 270 E: (Trial Product)Teodorerescu DanielNo ratings yet
- For K 0.156, Compression Steel Required.: Structures & Tall Buildings (CON4338) Data Page 1Document12 pagesFor K 0.156, Compression Steel Required.: Structures & Tall Buildings (CON4338) Data Page 1Ho JamesNo ratings yet
- Spisak Svih EUROCODE-ovaDocument4 pagesSpisak Svih EUROCODE-ovapedjaNo ratings yet
- Universal GAP PTA MachineDocument2 pagesUniversal GAP PTA MachineJuan Carlos EspinozaNo ratings yet
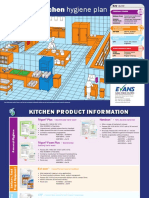
- Kitchen: Hygiene PlanDocument2 pagesKitchen: Hygiene PlanGhuyyorNo ratings yet
- Properties of Concrete Incorporating Nano-SilicaDocument7 pagesProperties of Concrete Incorporating Nano-SilicaChan NovNo ratings yet
- Prod Rates Rev1Document36 pagesProd Rates Rev1Jeya VasanthNo ratings yet
- Guia para Construccion de Pavimentos de ConcretoDocument68 pagesGuia para Construccion de Pavimentos de ConcretoDavid Puente C100% (1)
- Lin Cot 2005Document9 pagesLin Cot 2005londemonNo ratings yet
- 2511 Prepreg System: Industry Material Specification Industry DatabaseDocument4 pages2511 Prepreg System: Industry Material Specification Industry DatabaseChiranthanRameshNo ratings yet
- Resistance WeldingDocument21 pagesResistance WeldingAyush KumarNo ratings yet
- WCH14 01 2024 Jan QPDocument28 pagesWCH14 01 2024 Jan QPbmaniafuNo ratings yet
- Method OgyDocument7 pagesMethod OgyClairole Marie QuilantangNo ratings yet
- Upper Zakum 750 Islands Surface Facilities Project - EPC2 PROJECT No. P7512Document15 pagesUpper Zakum 750 Islands Surface Facilities Project - EPC2 PROJECT No. P7512Anonymous xyZH2OaUVNo ratings yet
- VW - TL 4225-2006-05 - (Alloyed Quenched and Tempered Steel 22MnB5 Uncoat or Precoat)Document11 pagesVW - TL 4225-2006-05 - (Alloyed Quenched and Tempered Steel 22MnB5 Uncoat or Precoat)jorge solisNo ratings yet
- Cswip 3 1 Wis5 Handout 2009 PDFDocument196 pagesCswip 3 1 Wis5 Handout 2009 PDFravi00098No ratings yet