You might also like
- Fit Tolerance For Plastic PartsDocument16 pagesFit Tolerance For Plastic PartsA_JANNESNo ratings yet
- ME 330 Manufacturing Processes Mechanical Assembly: Joining Methods (Cont.)Document23 pagesME 330 Manufacturing Processes Mechanical Assembly: Joining Methods (Cont.)mhafizanNo ratings yet
- Layout and Design: Hot Runner GuideDocument15 pagesLayout and Design: Hot Runner Guidenam0% (1)
- Brushless MotorsDocument3 pagesBrushless MotorsHossam DawoodNo ratings yet
- Plastic Gears: Size WiseDocument4 pagesPlastic Gears: Size Wise28192175100% (1)
- Overmolding GuidelinesDocument18 pagesOvermolding GuidelinesRJCIIINo ratings yet
- Plastic Processing ResourcesDocument9 pagesPlastic Processing ResourcesRatul MohsinNo ratings yet
- Ultrasonic Welding: Search Products Markets Innovations Library Certificates SalesDocument2 pagesUltrasonic Welding: Search Products Markets Innovations Library Certificates SalessyuepiNo ratings yet
- Processing of Plastics PDFDocument61 pagesProcessing of Plastics PDFCh Talha0% (1)
- Injection MouldingDocument16 pagesInjection Mouldingramesh.rao3192No ratings yet
- Threaded Fasteners For PlasticsDocument44 pagesThreaded Fasteners For Plasticsgajendran444No ratings yet
- Fasteners, Powers Screws, ConnectionsDocument27 pagesFasteners, Powers Screws, ConnectionsTîwäRî RãJêêvNo ratings yet
- Topic 1 - Mechanical Fastening 2Document11 pagesTopic 1 - Mechanical Fastening 2nazirulhakimNo ratings yet
- Indian Galvanised & Colour Coated Steel IndustryDocument7 pagesIndian Galvanised & Colour Coated Steel Industrytejindersingh001No ratings yet
- CastingDocument74 pagesCastingParth Maldhure100% (1)
- What Loads or Movements Will The Bearing Need To Support or Allow?Document1 pageWhat Loads or Movements Will The Bearing Need To Support or Allow?subhampce085No ratings yet
- Friction and Wear of Ptfe Comp at Cry TempDocument10 pagesFriction and Wear of Ptfe Comp at Cry Tempa100acomNo ratings yet
- Injection Moulding Defects: BlisterDocument10 pagesInjection Moulding Defects: BlisterAmith S KaratkarNo ratings yet
- Notes On Ball Bearings: Bearing NomenclatureDocument4 pagesNotes On Ball Bearings: Bearing NomenclaturePallavi SharmaNo ratings yet
- Opportunities and Limits of 2k Injection MouldingDocument22 pagesOpportunities and Limits of 2k Injection Mouldingsa_arunkumarNo ratings yet
- From Rotation To Swiveling: Injection MoldingDocument4 pagesFrom Rotation To Swiveling: Injection Moldingweb312_twNo ratings yet
- BrassesDocument7 pagesBrassesClaudia MmsNo ratings yet
- Products GuideDocument12 pagesProducts GuideWK SinnNo ratings yet
- Ejector PinsDocument21 pagesEjector PinssyazwanmahadzirNo ratings yet
- Solidification ShrinkageDocument4 pagesSolidification ShrinkagesubavlNo ratings yet
- RadialvsbiasDocument4 pagesRadialvsbiasamanruleshhhNo ratings yet
- PVC Extrusion of Rigid PVC Pipes Profiles Tcm41-12163Document7 pagesPVC Extrusion of Rigid PVC Pipes Profiles Tcm41-12163Bibhu Ranjan BihariNo ratings yet
- How To Calculate The Torsional Stiffness of Rubber Shock MountsDocument4 pagesHow To Calculate The Torsional Stiffness of Rubber Shock MountsspibluNo ratings yet
- ERIKS20 20Oring20Technical20ManualDocument219 pagesERIKS20 20Oring20Technical20ManualEfrain SaldañaNo ratings yet
- Product Design For Manual AssemblyDocument95 pagesProduct Design For Manual AssemblySengottaiyan MalaisamyNo ratings yet
- Topas Brochure EnglishDocument20 pagesTopas Brochure EnglishkastanjebrunNo ratings yet
- 45 1014 01Document31 pages45 1014 01Adam C. VeresNo ratings yet
- OMC Roller Catalog PDFDocument77 pagesOMC Roller Catalog PDFMarco ViniciusNo ratings yet
- Microinjection Molding of Thermoplastic Polymers: A ReviewDocument14 pagesMicroinjection Molding of Thermoplastic Polymers: A ReviewMario Allesina JuniorNo ratings yet
- ExDocument32 pagesExGeetha SakthiNo ratings yet
- Lim 6061Document3 pagesLim 606163ragtopNo ratings yet
- To The World Of: BearingsDocument42 pagesTo The World Of: BearingsNaag RajNo ratings yet
- Overview Rubber ProcessDocument36 pagesOverview Rubber ProcessYudoWijayantoNo ratings yet
- Generalitati Mold DesignDocument9 pagesGeneralitati Mold DesignStefan VladNo ratings yet
- Forming of PlasticDocument25 pagesForming of PlasticAzhar AliNo ratings yet
- Yield (Engineering) PDFDocument9 pagesYield (Engineering) PDFariyosageNo ratings yet
- Seal Gas BoosterDocument2 pagesSeal Gas BoosterMatthieuNo ratings yet
- Manufacturing Rocesses - I - Unit III - Plastic ProcessingDocument22 pagesManufacturing Rocesses - I - Unit III - Plastic ProcessingPramod WadateNo ratings yet
- Pptim 170504095620 PDFDocument31 pagesPptim 170504095620 PDFashoku24007No ratings yet
- VDI 3400 Surface Finishes Definition & Technology Info: Grade Definition of RoughnessDocument1 pageVDI 3400 Surface Finishes Definition & Technology Info: Grade Definition of RoughnessvenkateswaranNo ratings yet
- How Are Bottles MadeDocument3 pagesHow Are Bottles MadelumineurNo ratings yet
- DFM CH 3Document44 pagesDFM CH 3Trâp A NâtïøñNo ratings yet
- Econology Design Guides For PlasticsDocument46 pagesEconology Design Guides For PlasticsAw Keng Shing100% (7)
- Nord Lock Washers InfoDocument8 pagesNord Lock Washers InfoMaclean ArthurNo ratings yet
- Olaf Zöllner - ChupagemDocument41 pagesOlaf Zöllner - Chupagemkishxcx100% (1)
- 01Document53 pages01Kaliya PerumalNo ratings yet
- WORLDAUTOSTEEL 00 - AHSSGuidelines - V6 - 20170430 - Part2Document120 pagesWORLDAUTOSTEEL 00 - AHSSGuidelines - V6 - 20170430 - Part2wulfgang66No ratings yet
- Effective Shear Forces in Flat Slabs: Fig. 5.2 Division of Panel Without Drops Into StripsDocument7 pagesEffective Shear Forces in Flat Slabs: Fig. 5.2 Division of Panel Without Drops Into StripsheinsteinzNo ratings yet
- Crack Pattern: /reinforcementDocument1 pageCrack Pattern: /reinforcementcu1988No ratings yet
- Steel Beams With Web OpeningsDocument17 pagesSteel Beams With Web OpeningspestfariaNo ratings yet
- Theory of Wire DrawingDocument27 pagesTheory of Wire Drawinggamini ranaweera80% (5)
- CH 7 Simple Beam End Connections-9-13Document60 pagesCH 7 Simple Beam End Connections-9-13JakesNo ratings yet
- Cat12 s2. EmersonDocument38 pagesCat12 s2. EmersonEdgar HuancaNo ratings yet
- Adobe Scan 17-Nov-2022Document1 pageAdobe Scan 17-Nov-2022shan07011984No ratings yet
- Valve World IndiaDocument32 pagesValve World Indiashan07011984No ratings yet
- The Visualization of CavitationDocument5 pagesThe Visualization of Cavitationshan07011984No ratings yet
- Flyer Control-Valves Edition3!17!05-2016 enDocument12 pagesFlyer Control-Valves Edition3!17!05-2016 enSathishkumar DhamodaranNo ratings yet
- KAT A - 2036 DR - PICO DR B100 - Edition1 - 29 05 2017 - EN PDFDocument2 pagesKAT A - 2036 DR - PICO DR B100 - Edition1 - 29 05 2017 - EN PDFshan07011984No ratings yet
- CONTROL VALVE Reference ValvesDocument1 pageCONTROL VALVE Reference Valvesshan07011984No ratings yet
- Actuators & Accessories: Pacific ValvesDocument55 pagesActuators & Accessories: Pacific ValvesEleonoraNo ratings yet
- US9010371 - Anti Cavitation TrimDocument14 pagesUS9010371 - Anti Cavitation Trimshan07011984No ratings yet
- 30 FRDocument1 page30 FRshan07011984No ratings yet
- Acmo Brochure Hydroflux en r01 20170428-lDocument6 pagesAcmo Brochure Hydroflux en r01 20170428-lshan07011984No ratings yet
- 2sc-Pco - Dual Solenoid Control ValveDocument3 pages2sc-Pco - Dual Solenoid Control Valveshan07011984No ratings yet
- Global Dimensions of Management and International BusinessDocument6 pagesGlobal Dimensions of Management and International Businessshan07011984No ratings yet
- Regression Analysis Can Be Defined As The Process of Developing A MathematicalDocument21 pagesRegression Analysis Can Be Defined As The Process of Developing A MathematicalAmir Firdaus100% (1)
- Bushing FEA AnalysisDocument5 pagesBushing FEA Analysisshan07011984No ratings yet
- Bushing FEA AnalysisDocument5 pagesBushing FEA Analysisshan07011984No ratings yet
- Theoretical and Experimental Studies On The Parylene Diaphragms For MicrodevicesDocument6 pagesTheoretical and Experimental Studies On The Parylene Diaphragms For Microdevicesshan07011984No ratings yet
- Diaphragm DesingDocument32 pagesDiaphragm Desingshan07011984100% (1)
- White Paper - Taking The Mystery Out of Cavitation Final2Document26 pagesWhite Paper - Taking The Mystery Out of Cavitation Final2shan07011984No ratings yet
- Cat DPCV 07 15 Wafer Type Check ValveDocument24 pagesCat DPCV 07 15 Wafer Type Check Valvemoorthymech1979100% (1)
- Patent Application Publication (10) Pub. No.: US 2013/0153808 A1Document12 pagesPatent Application Publication (10) Pub. No.: US 2013/0153808 A1shan07011984No ratings yet
- Rolling Diapfragm Design - Manual PDFDocument36 pagesRolling Diapfragm Design - Manual PDFeitan-dalia4971No ratings yet
- ValveDocument6 pagesValveshan07011984No ratings yet
- WP120509 Torque and Service Factors.129105723Document4 pagesWP120509 Torque and Service Factors.129105723TauasiNo ratings yet
- WP120509 Torque and Service Factors.129105723Document4 pagesWP120509 Torque and Service Factors.129105723TauasiNo ratings yet
- Title: Effects of Valve Trim Geometry in Flashing ServiceDocument7 pagesTitle: Effects of Valve Trim Geometry in Flashing ServiceRamy KamalNo ratings yet
- McWAneCv Predict PDFDocument10 pagesMcWAneCv Predict PDFshan07011984No ratings yet
- 210 and 310 Floating Ball Valves PDFDocument44 pages210 and 310 Floating Ball Valves PDFshan07011984No ratings yet
- WP120509 Torque and Service Factors.129105723Document4 pagesWP120509 Torque and Service Factors.129105723TauasiNo ratings yet
- Arv DesignDocument4 pagesArv Designshan07011984No ratings yet
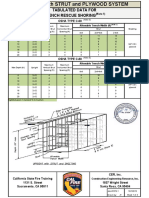
- Shoring With Strut and PlywoodDocument13 pagesShoring With Strut and Plywoodlance lancelottiNo ratings yet
- (Tec) KeyDocument11 pages(Tec) KeyJose M. Lorente AparicioNo ratings yet
- ExcavationDocument73 pagesExcavationZien Mahmoud Ahmad0% (1)
- Tropical Paper1Document9 pagesTropical Paper1Danica May TorresNo ratings yet
- Justin Culver Resume 1Document3 pagesJustin Culver Resume 1Chris CamarilloNo ratings yet
- Kitchen ChecklistDocument13 pagesKitchen ChecklistEzekiel Nachenga100% (1)
- Hidroten CatalogoDocument36 pagesHidroten CatalogoaghmfotoNo ratings yet
- CBLM Install Formworks Components PDFDocument38 pagesCBLM Install Formworks Components PDFMark Edison A. Dumaran100% (2)
- Automatic Multi Purpose Agricultural Machine Using Solar EnergyDocument8 pagesAutomatic Multi Purpose Agricultural Machine Using Solar EnergyMechWindNaniNo ratings yet
- LNG Pretreatment and Plant DesignDocument23 pagesLNG Pretreatment and Plant DesignSyed Talha Faridi100% (1)
- Adhesive From Petrol and ThermocolDocument3 pagesAdhesive From Petrol and ThermocolEditor IJTSRD100% (1)
- Presentation 1Document34 pagesPresentation 1aromal josephNo ratings yet
- Chapter 2 ProblemsDocument106 pagesChapter 2 ProblemsBiswaranjan Swain83% (6)
- Production Part ApprovalDocument3 pagesProduction Part Approvalvidya410gmailcomNo ratings yet
- NBC205Document43 pagesNBC205Salin Shrestha100% (1)
- List of Construction Prices For Electrical Works Philippines - PHILCON PRICESDocument4 pagesList of Construction Prices For Electrical Works Philippines - PHILCON PRICESGueanne Consolacion100% (1)
- UO - 048 BD Glue and Adhesive Tapes 1x2700 - 2018-10-26Document8 pagesUO - 048 BD Glue and Adhesive Tapes 1x2700 - 2018-10-26johnNo ratings yet
- Designed in Spain: Space Saving FurnitureDocument27 pagesDesigned in Spain: Space Saving FurniturelineshNo ratings yet
- Irjet V4i7178 PDFDocument4 pagesIrjet V4i7178 PDFAalaya Housing Private LimitedNo ratings yet
- Huck C50LDocument4 pagesHuck C50LchristianNo ratings yet
- Pitch 2.5 MM: Eco-Tronic CrimpDocument1 pagePitch 2.5 MM: Eco-Tronic CrimpAutor AutorNo ratings yet
- S Energy SN 60 Cell Series Solar Panel Datasheet V 01 PDFDocument2 pagesS Energy SN 60 Cell Series Solar Panel Datasheet V 01 PDFHassan FarazNo ratings yet
- August 2017Document72 pagesAugust 2017Treatment Plant Operator MagazineNo ratings yet
- MCE 403/503: Modeling and Simulation of Mechatronic Systems Homework 1Document2 pagesMCE 403/503: Modeling and Simulation of Mechatronic Systems Homework 1kkkprotNo ratings yet
- Design For Testability Design For Testability - Organization OrganizationDocument28 pagesDesign For Testability Design For Testability - Organization OrganizationNeusilica school of VLSINo ratings yet
- CMR X Ray Service Manual 2015Document57 pagesCMR X Ray Service Manual 2015Leon Solis100% (1)
- 2011volume I - Import PDFDocument992 pages2011volume I - Import PDFGellene GarciaNo ratings yet
- Main Products IntroductionDocument99 pagesMain Products Introductionleoscaz100% (4)
- VCA UK Regulations For Motorcycles and MopedsDocument7 pagesVCA UK Regulations For Motorcycles and MopedsBill BarrettNo ratings yet
- DNT t103 Release 4Document2 pagesDNT t103 Release 4mathurashwaniNo ratings yet