You might also like
- Equipment For Production of An Alkylation Plant For Igh-Octane GasolineDocument5 pagesEquipment For Production of An Alkylation Plant For Igh-Octane GasolinejoefrizalNo ratings yet
- Vapor-liquid phase separation of hydroconversion process effluentDocument6 pagesVapor-liquid phase separation of hydroconversion process effluentGalang Hanif AbdulahNo ratings yet
- A. A. Maccubbin E Tal: Filed Aug. 14, 1930Document7 pagesA. A. Maccubbin E Tal: Filed Aug. 14, 1930Gökhan Kürşat demirNo ratings yet
- S SSS L, SS S SS SN S SS S: March 19, 1968 N. L. Carr Etal 3,374,280Document4 pagesS SSS L, SS S SS SN S SS S: March 19, 1968 N. L. Carr Etal 3,374,280toastcfhNo ratings yet
- United States Patent Office: Patented Feb. 6, 1951Document3 pagesUnited States Patent Office: Patented Feb. 6, 1951karmilaNo ratings yet
- Separating C8 Aromatic Hydrocarbons by Series Column DistillationDocument4 pagesSeparating C8 Aromatic Hydrocarbons by Series Column DistillationAnonymous 8dSjJVHsEkNo ratings yet
- July 5, 1949. ' R. - Hasche - 2,475,282: Filed Jan. 21, 1946 ' 2 Sheets-Sheet 1Document5 pagesJuly 5, 1949. ' R. - Hasche - 2,475,282: Filed Jan. 21, 1946 ' 2 Sheets-Sheet 1Yanpiero BalladoresNo ratings yet
- Us 4396789Document7 pagesUs 4396789Elias JúniorNo ratings yet
- US1915354Document6 pagesUS1915354Muhammad Akbar FahleviNo ratings yet
- Process of Production CS2 PDFDocument9 pagesProcess of Production CS2 PDFDinii Lathiifah PertiwiNo ratings yet
- OPTIMUM CONDITIONS FOR THE PREPARATION OF KETENE FROM ACETONE - J. Am. Chem. Soc., 1925, 47 (5), PP 1427-1430Document4 pagesOPTIMUM CONDITIONS FOR THE PREPARATION OF KETENE FROM ACETONE - J. Am. Chem. Soc., 1925, 47 (5), PP 1427-1430muopioidreceptor100% (1)
- US3136818-Produccion de AnilinaDocument4 pagesUS3136818-Produccion de AnilinaJoel Flores CastilloNo ratings yet
- US2462413 FormaldehydeDocument5 pagesUS2462413 FormaldehydeRuchita PoilkarNo ratings yet
- US3126422 EnglishDocument3 pagesUS3126422 EnglishMarike Bunga HarfintanaNo ratings yet
- United States Patent Office: Patented June 29, 1948Document3 pagesUnited States Patent Office: Patented June 29, 1948jhartmann8No ratings yet
- A Solution For Preventing Fouling in CFBC Boiler by K.K.parthibanDocument30 pagesA Solution For Preventing Fouling in CFBC Boiler by K.K.parthibanparthi20065768100% (2)
- Efficient Process for Preparing Acetic Anhydride from AcetoneDocument3 pagesEfficient Process for Preparing Acetic Anhydride from AcetoneMary Grace VelitarioNo ratings yet
- US2465319Document7 pagesUS2465319Sebastian GonzalezNo ratings yet
- Jan-27, 1959 ' - G. Baecklund 2,870,866: Method of Obtaining Acetaldehyde ' Filed June 14, 1952Document3 pagesJan-27, 1959 ' - G. Baecklund 2,870,866: Method of Obtaining Acetaldehyde ' Filed June 14, 1952MuhlisaApriliaNo ratings yet
- Naphtha Cracking for Ethylene & PVC ProductionDocument8 pagesNaphtha Cracking for Ethylene & PVC ProductionSulman KhalidNo ratings yet
- Manufacturing Proceses for Styrene ProductionDocument9 pagesManufacturing Proceses for Styrene ProductionMohd Zulazreen50% (2)
- US3047365Document4 pagesUS3047365hassan materialsNo ratings yet
- Bs 2évy A? Cluuoraes: Hydration of EthersDocument4 pagesBs 2évy A? Cluuoraes: Hydration of EthersArpit PatelNo ratings yet
- United States Patent Office: Patented Mar. 21, 1950Document2 pagesUnited States Patent Office: Patented Mar. 21, 1950alexNo ratings yet
- Distillation Column Basics ExplainedDocument4 pagesDistillation Column Basics ExplainedTejas PatelNo ratings yet
- Us1913405 PDFDocument4 pagesUs1913405 PDFNatijatul HabibahNo ratings yet
- Modelling of Naphtha Cracking For Olefins Production - Joao MarcosDocument9 pagesModelling of Naphtha Cracking For Olefins Production - Joao MarcosBahar MeschiNo ratings yet
- 19.-Pyrolysis FurnaceDocument5 pages19.-Pyrolysis FurnaceWilfredo PastranaNo ratings yet
- United States Patent Office: Patented Dec. 18, 1945Document3 pagesUnited States Patent Office: Patented Dec. 18, 1945Jarukit Jr JunjiewchaiNo ratings yet
- Patent 01Document3 pagesPatent 01fatemeh afariNo ratings yet
- United States: Patent OfficeDocument2 pagesUnited States: Patent OfficeShandy ArmandoNo ratings yet
- Patent for Succinaldehyde Manufacture ProcessDocument2 pagesPatent for Succinaldehyde Manufacture ProcessonixexenNo ratings yet
- EP0884278A1Document7 pagesEP0884278A184105851No ratings yet
- Raney Ni PurificationDocument5 pagesRaney Ni Purificationanjireddy1612No ratings yet
- Regenerate anhydrous aluminum chloride from cokeDocument4 pagesRegenerate anhydrous aluminum chloride from cokevaradjoshi41No ratings yet
- Question & AnswerDocument41 pagesQuestion & AnswerKapil Dev Mandal100% (1)
- 1940 Patent for Hydrochloric Acid Absorption Process Using Air CoolingDocument7 pages1940 Patent for Hydrochloric Acid Absorption Process Using Air CoolingCésarSánchezRosasNo ratings yet
- Acetaldehyde Methods 2520of 2520 ProductionDocument6 pagesAcetaldehyde Methods 2520of 2520 Productionapi-3714811100% (3)
- Selective pyrolysis of methane produces acetylene and hydrogenDocument7 pagesSelective pyrolysis of methane produces acetylene and hydrogenAllex NorlandNo ratings yet
- Us3048465 PDFDocument8 pagesUs3048465 PDFrevider451No ratings yet
- MANUFACTURING METHODS OF SULFURIC ACIDDocument11 pagesMANUFACTURING METHODS OF SULFURIC ACIDZamir Khan100% (3)
- PETROLEUM REFINING AND PETROCHEMICALS: CATALYTIC CRACKING AND REGENERATIONDocument6 pagesPETROLEUM REFINING AND PETROCHEMICALS: CATALYTIC CRACKING AND REGENERATIONMilan MoradiyaNo ratings yet
- Fuels Liq Manufacture of Metallurgical Coke: Beehive Oven Otto Hoffmann OvenDocument51 pagesFuels Liq Manufacture of Metallurgical Coke: Beehive Oven Otto Hoffmann OvenAgnivesh Sharma0% (3)
- PRP Unit - 6Document4 pagesPRP Unit - 6Abdul GhafoorNo ratings yet
- Haynes - Curme - 1923 - Production of EthyleneDocument6 pagesHaynes - Curme - 1923 - Production of EthyleneEdwinAndresRodriguezNo ratings yet
- Overview of The ProcessDocument10 pagesOverview of The ProcessChaitanya PottiNo ratings yet
- United States Patent 1191: Tu (45) Sep. 7, 1982Document4 pagesUnited States Patent 1191: Tu (45) Sep. 7, 1982AdyNo ratings yet
- Us 1045139Document1 pageUs 1045139mahmoud IbrahimNo ratings yet
- US1938609Document3 pagesUS1938609分析室信箱No ratings yet
- Jan. 22, 1963 L.. Domash Etal 3,074,380: Improvement 1N Hydrodesulfurization With Filed Dec. 30, 1958Document5 pagesJan. 22, 1963 L.. Domash Etal 3,074,380: Improvement 1N Hydrodesulfurization With Filed Dec. 30, 1958deni.sttnNo ratings yet
- Us2503724 - Ca2941105a1Document8 pagesUs2503724 - Ca2941105a1Facundo MendezNo ratings yet
- Us 2929680Document3 pagesUs 2929680Samuel ValbuenaNo ratings yet
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesFrom EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNo ratings yet
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Encyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"From EverandEncyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"No ratings yet
- Partial Catalytic Hydrogenation of Acetylene Converter)Document10 pagesPartial Catalytic Hydrogenation of Acetylene Converter)jmgwooNo ratings yet
- Msds PropaneDocument8 pagesMsds Propaneregina pramuditaNo ratings yet
- 9 10 F (X) - 0.5x + 9.2 R 0.2840909091: Axis TitleDocument6 pages9 10 F (X) - 0.5x + 9.2 R 0.2840909091: Axis Titleregina pramuditaNo ratings yet
- Jadwal Semester 4 (Januari 2017 - Juni 2017) Senin Selasa RabuDocument4 pagesJadwal Semester 4 (Januari 2017 - Juni 2017) Senin Selasa Raburegina pramuditaNo ratings yet
- Memo 5 PambagianDocument1 pageMemo 5 Pambagianregina pramuditaNo ratings yet
- BT CompotitionDocument16 pagesBT Compotitionregina pramuditaNo ratings yet
- Naoh PDFDocument5 pagesNaoh PDFS KambleNo ratings yet
- Memo 5 Baru ReskiDocument38 pagesMemo 5 Baru Reskiregina pramuditaNo ratings yet
- Daftar Alat-Alat ARRDD Co. LengkapDocument2 pagesDaftar Alat-Alat ARRDD Co. Lengkapregina pramuditaNo ratings yet
- Memo 5 PambagianDocument1 pageMemo 5 Pambagianregina pramuditaNo ratings yet
- Data Boiling Point & AntoinneDocument1 pageData Boiling Point & Antoinneregina pramuditaNo ratings yet
- TK 411 - Plant Design: Minutes of Meeting Form For Group ProjectDocument1 pageTK 411 - Plant Design: Minutes of Meeting Form For Group Projectregina pramuditaNo ratings yet
- Memo 2 Yang Harus DikerjakanDocument2 pagesMemo 2 Yang Harus Dikerjakanregina pramuditaNo ratings yet
- Fuel PropertiesDocument22 pagesFuel PropertiesGilberto YoshidaNo ratings yet
- TK 411 - Plant Design: Confidential Peer Assessment FormDocument1 pageTK 411 - Plant Design: Confidential Peer Assessment Formregina pramuditaNo ratings yet
- Us 3392211Document3 pagesUs 3392211regina pramuditaNo ratings yet
- TK 411 - Plant Design: Minutes of Meeting Form For Group ProjectDocument1 pageTK 411 - Plant Design: Minutes of Meeting Form For Group Projectregina pramuditaNo ratings yet
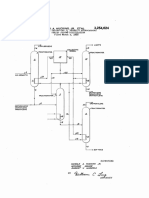
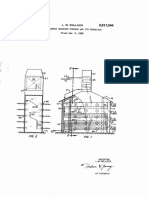
- Dec. 15, 1959 L. W. Pollock 2,917,564: Hydrocarbon Cracking Furnace and Its Operation Filed Jan. 5, 1959Document6 pagesDec. 15, 1959 L. W. Pollock 2,917,564: Hydrocarbon Cracking Furnace and Its Operation Filed Jan. 5, 1959regina pramuditaNo ratings yet
- Pilot SimDocument13 pagesPilot Simregina pramuditaNo ratings yet
- Estadisticas Opep 2016Document128 pagesEstadisticas Opep 2016Juan PabloNo ratings yet
- Naphthacracking 120907055612 Phpapp02Document22 pagesNaphthacracking 120907055612 Phpapp02regina pramuditaNo ratings yet
- Naphtha Ms DsDocument14 pagesNaphtha Ms Dsregina pramuditaNo ratings yet
- Tugas Kelompok Kelas A ROI, BEP, DCF, NPV, IRRDocument30 pagesTugas Kelompok Kelas A ROI, BEP, DCF, NPV, IRRregina pramuditaNo ratings yet
- Cracking Furnace Oil/ Water Quench Compresor Demathanaizer Metana HidrogenDocument2 pagesCracking Furnace Oil/ Water Quench Compresor Demathanaizer Metana Hidrogenregina pramuditaNo ratings yet
- Production Method A. "Ethylene From Ethanol Process"Document2 pagesProduction Method A. "Ethylene From Ethanol Process"regina pramuditaNo ratings yet
- AYUSHMAN BHARAT Operationalizing Health and Wellness CentresDocument34 pagesAYUSHMAN BHARAT Operationalizing Health and Wellness CentresDr. Sachendra Raj100% (1)
- Strauss Dental Catalog 2013Document74 pagesStrauss Dental Catalog 2013d3xt3rokNo ratings yet
- HVDC BasicDocument36 pagesHVDC BasicAshok KumarNo ratings yet
- English Financial Assistance ApplicationDocument4 pagesEnglish Financial Assistance ApplicationAlyssa JenningsNo ratings yet
- Life Sciences Part 1 CSIR JRF NET GATE DBT PDFDocument132 pagesLife Sciences Part 1 CSIR JRF NET GATE DBT PDFPavani Reddy68% (22)
- PHAR342 Answer Key 5Document4 pagesPHAR342 Answer Key 5hanif pangestuNo ratings yet
- Practice of Epidemiology Performance of Floating Absolute RisksDocument4 pagesPractice of Epidemiology Performance of Floating Absolute RisksShreyaswi M KarthikNo ratings yet
- Laboratorio 1Document6 pagesLaboratorio 1Marlon DiazNo ratings yet
- EcR - 1 Leading and Lagging IndicatorsDocument10 pagesEcR - 1 Leading and Lagging IndicatorsMiloš ĐukićNo ratings yet
- General Specifications: Detail ADocument1 pageGeneral Specifications: Detail AJeniel PascualNo ratings yet
- Circulatory System Packet BDocument5 pagesCirculatory System Packet BLouise SalvadorNo ratings yet
- Catherineresume 2Document3 pagesCatherineresume 2api-302133133No ratings yet
- Introduction To Animal Science For Plant ScienceDocument63 pagesIntroduction To Animal Science For Plant ScienceJack OlanoNo ratings yet
- XDocument266 pagesXTrần Thanh PhongNo ratings yet
- Soal UTS Bahasa Inggris SMP Semester Genap Tahun Ajaran 2020Document5 pagesSoal UTS Bahasa Inggris SMP Semester Genap Tahun Ajaran 2020awan MustofaNo ratings yet
- Impact of Covid-19 On Audit Quality: Presented byDocument13 pagesImpact of Covid-19 On Audit Quality: Presented byMST. SADIYA SULTANANo ratings yet
- Analysis of Heavy Metals Concentration in Landfill Soil IJERTV8IS120019Document2 pagesAnalysis of Heavy Metals Concentration in Landfill Soil IJERTV8IS120019Eustache NIJEJENo ratings yet
- Request Baha Alert PPMPDocument3 pagesRequest Baha Alert PPMPLö Räine AñascoNo ratings yet
- Executive Order 000Document2 pagesExecutive Order 000Randell ManjarresNo ratings yet
- Manual de Referencia PlanmecaDocument288 pagesManual de Referencia PlanmecaJorge Escalona Hernandez100% (2)
- Emission of Volatile Organic Compounds (Vocs) From Dispersion and Cementitious Waterproofing ProductsDocument16 pagesEmission of Volatile Organic Compounds (Vocs) From Dispersion and Cementitious Waterproofing ProductsKrishna KusumaNo ratings yet
- Synthesis, Experimental and Theoretical Characterizations of A NewDocument7 pagesSynthesis, Experimental and Theoretical Characterizations of A NewWail MadridNo ratings yet
- Impact of Energy Consumption On The EnvironmentDocument9 pagesImpact of Energy Consumption On The Environmentadawiyah sofiNo ratings yet
- EEDMATH1 - Teaching Mathematics in The Primary Grades Beed 2E Learning Activity PlanDocument3 pagesEEDMATH1 - Teaching Mathematics in The Primary Grades Beed 2E Learning Activity PlanBELJUNE MARK GALANANNo ratings yet
- Q4 Module 8Document14 pagesQ4 Module 8DerickNo ratings yet
- Ensure Even Preload with Proper Tightening Tools and SequenceDocument2 pagesEnsure Even Preload with Proper Tightening Tools and SequenceMachineryengNo ratings yet
- wch13 01 Rms 20230817Document24 pageswch13 01 Rms 20230817halcieeschNo ratings yet
- Soal Upk B Inggris PKBM WinaDocument11 pagesSoal Upk B Inggris PKBM WinaCuman MitosNo ratings yet
- Abortion and UtilitarianismDocument4 pagesAbortion and UtilitarianismBrent Harvey Soriano JimenezNo ratings yet
- Quality Control Plan Static EquipmentDocument1 pageQuality Control Plan Static EquipmentdhasdjNo ratings yet