You might also like
- Donna Hay Published Index A ZDocument191 pagesDonna Hay Published Index A ZMridul SenNo ratings yet
- Rate-Based Modeling of Steam Ethane Cracker ProcessDocument130 pagesRate-Based Modeling of Steam Ethane Cracker ProcessMariam AsgharNo ratings yet
- Radiative Models For The Furnace Side of A Bottom-Fired ReformerDocument14 pagesRadiative Models For The Furnace Side of A Bottom-Fired Reformerquercitron_7No ratings yet
- 4 - Watkinson - Coke Formation - F - FoulingDocument8 pages4 - Watkinson - Coke Formation - F - Foulingeragorn100% (1)
- Relative Rates of Coke Formation From Hydrocarbons in Steam CrackingDocument6 pagesRelative Rates of Coke Formation From Hydrocarbons in Steam CrackingTaylorNo ratings yet
- Pretreatments of Coils To Minimize Coke Formation in Ethylene Furnaces PDFDocument4 pagesPretreatments of Coils To Minimize Coke Formation in Ethylene Furnaces PDFAli DarvishiNo ratings yet
- Niobium-Stabilized Alloys Improve Steam Reforming Tube PerformanceDocument5 pagesNiobium-Stabilized Alloys Improve Steam Reforming Tube PerformanceOmarNo ratings yet
- Boiler Furnace PDFDocument8 pagesBoiler Furnace PDFசுந்தர மூர்த்தி சேப்பிளையார்No ratings yet
- Coal Gasification: HistoryDocument3 pagesCoal Gasification: HistoryTalha Jamil MalikNo ratings yet
- PED 5 Heat ExchangersDocument74 pagesPED 5 Heat ExchangersoperationmanagerNo ratings yet
- Coking and Thermal ProcessesDocument8 pagesCoking and Thermal ProcessesWulandariNo ratings yet
- Seawater Flue Gas DesulphurisationDocument2 pagesSeawater Flue Gas DesulphurisationNestramiNo ratings yet
- Topsoe Sec Ref Cat RKS 2Document5 pagesTopsoe Sec Ref Cat RKS 2Vo Duc Minh MinhNo ratings yet
- AFRC - Improving Performance of Coker HeatersDocument29 pagesAFRC - Improving Performance of Coker Heatersashutosh_garg_10No ratings yet
- PETROLEUM REFINING AND PETROCHEMICALS: CATALYTIC CRACKING AND REGENERATIONDocument6 pagesPETROLEUM REFINING AND PETROCHEMICALS: CATALYTIC CRACKING AND REGENERATIONMilan MoradiyaNo ratings yet
- SCORE Furnace Erection SequenceDocument12 pagesSCORE Furnace Erection SequenceAleem QureshiNo ratings yet
- Nickel and HT Alloys For Petrochemical ApplicationsDocument39 pagesNickel and HT Alloys For Petrochemical ApplicationsDaniel Corella100% (1)
- Heat Exchanger DesignDocument19 pagesHeat Exchanger DesignRankhamb ShubhamNo ratings yet
- Fired Heaters - Fired Capital Equipment Key Plant ComponentsDocument4 pagesFired Heaters - Fired Capital Equipment Key Plant ComponentsReyes SanchezNo ratings yet
- Aist 2018 ZR and Hyl Iii PDFDocument28 pagesAist 2018 ZR and Hyl Iii PDFteresaNo ratings yet
- Columns: An Introductory Guide To Columns For Chemical EngineersDocument53 pagesColumns: An Introductory Guide To Columns For Chemical EngineersHerawan Mulyanto100% (1)
- FW Utility Boiler PDFDocument12 pagesFW Utility Boiler PDFChandan AulakhNo ratings yet
- Kurita Mitigating Coke FormationDocument3 pagesKurita Mitigating Coke FormationMarcelNo ratings yet
- Cinetica Rop PDFDocument14 pagesCinetica Rop PDFDiana Isabel Franco ZambranoNo ratings yet
- TECHNOLOGIES FOR CLEAN ENERGY PRODUCTIONDocument22 pagesTECHNOLOGIES FOR CLEAN ENERGY PRODUCTIONSHREENo ratings yet
- A Design Adn Rating Method For Shell and Tube Heat ExchangerDocument8 pagesA Design Adn Rating Method For Shell and Tube Heat Exchangerhuynhthanhtamga1981100% (1)
- Nickel & Special HT steels for Petrochemical ApplicationsDocument39 pagesNickel & Special HT steels for Petrochemical ApplicationsganeshNo ratings yet
- Topsoe High Flux Steam Reform - AshxDocument6 pagesTopsoe High Flux Steam Reform - AshxAgam HanasichulaNo ratings yet
- 08 How To Select TemaDocument29 pages08 How To Select TemaJoan CordovaNo ratings yet
- A Students Guide To RefiningDocument16 pagesA Students Guide To RefininghuycanphuNo ratings yet
- Report On Sulphur RecoveryDocument9 pagesReport On Sulphur Recoveryvidit SinghNo ratings yet
- P-91 Power Piping and Pressure VesselsDocument10 pagesP-91 Power Piping and Pressure VesselsOliver ArauzNo ratings yet
- ME LAB MANUAL RevisedDocument64 pagesME LAB MANUAL RevisedClint Baring ArranchadoNo ratings yet
- Failure of 110 Bar WHB's Due To Poor Quality Boiler Feed WaterDocument9 pagesFailure of 110 Bar WHB's Due To Poor Quality Boiler Feed Watervaratharajan g rNo ratings yet
- Ammonia Production: Haber-Bosch ProcessDocument10 pagesAmmonia Production: Haber-Bosch ProcessKrishna YeoleNo ratings yet
- Study of Propane Dehydrogenation To Propylene in An Integrated Fluidized Bed Reactor Using Pt-Sn/Al-SAPO-34 Novel CatalystDocument6 pagesStudy of Propane Dehydrogenation To Propylene in An Integrated Fluidized Bed Reactor Using Pt-Sn/Al-SAPO-34 Novel CatalystDevika JayapalNo ratings yet
- SiCl4 PreparationDocument5 pagesSiCl4 PreparationAdam FlynnNo ratings yet
- HT Heat ExchangerDocument17 pagesHT Heat Exchangerpatel jatinNo ratings yet
- Experimental Studies On Heat Transfer and Pressure Drop Characteristics For New Arrangements of Corrugated Tubes in A Double Pipe Heat ExchangerDocument10 pagesExperimental Studies On Heat Transfer and Pressure Drop Characteristics For New Arrangements of Corrugated Tubes in A Double Pipe Heat ExchangerkumarNo ratings yet
- 19.-Pyrolysis FurnaceDocument5 pages19.-Pyrolysis FurnaceWilfredo PastranaNo ratings yet
- Revamps For Ageing Methanol Plants: by Gerard B. Hawkins Managing Director, CEODocument39 pagesRevamps For Ageing Methanol Plants: by Gerard B. Hawkins Managing Director, CEOthirumalaiNo ratings yet
- 2.7 Waste Heat Recovery PDFDocument27 pages2.7 Waste Heat Recovery PDFKantilal MalwaniaNo ratings yet
- P 3 2 e 12 150dpi19 5772 PDFDocument12 pagesP 3 2 e 12 150dpi19 5772 PDFkeyur1109No ratings yet
- Modelling of Naphtha Cracking For Olefins Production - Joao MarcosDocument9 pagesModelling of Naphtha Cracking For Olefins Production - Joao MarcosBahar MeschiNo ratings yet
- Chapter 14 Boiler System Failures: Deaerator CrackingDocument22 pagesChapter 14 Boiler System Failures: Deaerator CrackingVijay RajaindranNo ratings yet
- Metallic Materials for FGD SystemsDocument21 pagesMetallic Materials for FGD SystemsClaudia MmsNo ratings yet
- Coke FormationDocument10 pagesCoke Formationghasem_726990287No ratings yet
- Colla 2016Document19 pagesColla 2016Venkatakrishnan P.G.No ratings yet
- Syn Converter NitridingDocument10 pagesSyn Converter NitridingGaurav GuptaNo ratings yet
- Modeling and simulation of methanation catalytic reactorDocument8 pagesModeling and simulation of methanation catalytic reactorMartin NizNo ratings yet
- 226 Eddystone Station UnitDocument24 pages226 Eddystone Station UnitsbktceNo ratings yet
- Modeling and Simulations of A Reformer U PDFDocument8 pagesModeling and Simulations of A Reformer U PDFali AbbasNo ratings yet
- Operation of The First HIsmelt Plant in ChinaDocument8 pagesOperation of The First HIsmelt Plant in ChinaJJNo ratings yet
- Air Cooled Heat Exchanger CourseDocument2 pagesAir Cooled Heat Exchanger Courserodrigoperezsimone100% (1)
- United States PatentDocument5 pagesUnited States PatentDIEGONo ratings yet
- Proceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988From EverandProceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988R. G. ScurlockNo ratings yet
- Memo 5 Baru ReskiDocument38 pagesMemo 5 Baru Reskiregina pramuditaNo ratings yet
- Partial Catalytic Hydrogenation of Acetylene Converter)Document10 pagesPartial Catalytic Hydrogenation of Acetylene Converter)jmgwooNo ratings yet
- Msds PropaneDocument8 pagesMsds Propaneregina pramuditaNo ratings yet
- Memo 5 PambagianDocument1 pageMemo 5 Pambagianregina pramuditaNo ratings yet
- Naoh PDFDocument5 pagesNaoh PDFS KambleNo ratings yet
- Data Boiling Point & AntoinneDocument1 pageData Boiling Point & Antoinneregina pramuditaNo ratings yet
- 9 10 F (X) - 0.5x + 9.2 R 0.2840909091: Axis TitleDocument6 pages9 10 F (X) - 0.5x + 9.2 R 0.2840909091: Axis Titleregina pramuditaNo ratings yet
- Memo 5 PambagianDocument1 pageMemo 5 Pambagianregina pramuditaNo ratings yet
- BT CompotitionDocument16 pagesBT Compotitionregina pramuditaNo ratings yet
- Daftar Alat-Alat ARRDD Co. LengkapDocument2 pagesDaftar Alat-Alat ARRDD Co. Lengkapregina pramuditaNo ratings yet
- Fuel PropertiesDocument22 pagesFuel PropertiesGilberto YoshidaNo ratings yet
- Naphtha Ms DsDocument14 pagesNaphtha Ms Dsregina pramuditaNo ratings yet
- Jadwal Semester 4 (Januari 2017 - Juni 2017) Senin Selasa RabuDocument4 pagesJadwal Semester 4 (Januari 2017 - Juni 2017) Senin Selasa Raburegina pramuditaNo ratings yet
- TK 411 - Plant Design: Minutes of Meeting Form For Group ProjectDocument1 pageTK 411 - Plant Design: Minutes of Meeting Form For Group Projectregina pramuditaNo ratings yet
- Us 3392211Document3 pagesUs 3392211regina pramuditaNo ratings yet
- Memo 2 Yang Harus DikerjakanDocument2 pagesMemo 2 Yang Harus Dikerjakanregina pramuditaNo ratings yet
- Us 2498806Document7 pagesUs 2498806regina pramuditaNo ratings yet
- Cracking Furnace Oil/ Water Quench Compresor Demathanaizer Metana HidrogenDocument2 pagesCracking Furnace Oil/ Water Quench Compresor Demathanaizer Metana Hidrogenregina pramuditaNo ratings yet
- Pilot SimDocument13 pagesPilot Simregina pramuditaNo ratings yet
- TK 411 - Plant Design: Minutes of Meeting Form For Group ProjectDocument1 pageTK 411 - Plant Design: Minutes of Meeting Form For Group Projectregina pramuditaNo ratings yet
- Production Method A. "Ethylene From Ethanol Process"Document2 pagesProduction Method A. "Ethylene From Ethanol Process"regina pramuditaNo ratings yet
- Naphthacracking 120907055612 Phpapp02Document22 pagesNaphthacracking 120907055612 Phpapp02regina pramuditaNo ratings yet
- TK 411 - Plant Design: Confidential Peer Assessment FormDocument1 pageTK 411 - Plant Design: Confidential Peer Assessment Formregina pramuditaNo ratings yet
- Estadisticas Opep 2016Document128 pagesEstadisticas Opep 2016Juan PabloNo ratings yet
- Tugas Kelompok Kelas A ROI, BEP, DCF, NPV, IRRDocument30 pagesTugas Kelompok Kelas A ROI, BEP, DCF, NPV, IRRregina pramuditaNo ratings yet
- Operating Manual Daikin Altherma HTDocument24 pagesOperating Manual Daikin Altherma HTMike AllenNo ratings yet
- 53rd Annual Report 2013-2014Document127 pages53rd Annual Report 2013-2014sriramrangaNo ratings yet
- KTPS o and M of TurbinesDocument41 pagesKTPS o and M of TurbinesKrishna Kishor100% (1)
- VS50 ManualDocument123 pagesVS50 ManualVENKI460231183No ratings yet
- Kudu Power Unit: Electric and Hydraulic Power Source For PcpsDocument2 pagesKudu Power Unit: Electric and Hydraulic Power Source For PcpsFan JackNo ratings yet
- AUH Cabinet Decision No. 13 of 2009 - EN PDFDocument26 pagesAUH Cabinet Decision No. 13 of 2009 - EN PDFmohamednavavi50% (2)
- Stainless Steel Press-Fit Solutions: Connect With ConfidenceDocument4 pagesStainless Steel Press-Fit Solutions: Connect With Confidencemanoj_sitecNo ratings yet
- New York BlowersDocument12 pagesNew York BlowersWillardo MesaNo ratings yet
- Equipment & Preventive Forecast SheetDocument28 pagesEquipment & Preventive Forecast SheetSrinivas N GowdaNo ratings yet
- MepDocument42 pagesMepKristen ClarkNo ratings yet
- VRF PDHM Series Outdoor Unit Type GMV-PDHM: Air Conditioning and HeatpumpsDocument2 pagesVRF PDHM Series Outdoor Unit Type GMV-PDHM: Air Conditioning and HeatpumpsAflredo FloresNo ratings yet
- Supply and distribution systemsDocument44 pagesSupply and distribution systemsmitasyahuNo ratings yet
- Ballast TK HempelsDocument15 pagesBallast TK HempelsGeorgios PapakostasNo ratings yet
- Haddonfield 0430Document24 pagesHaddonfield 0430elauwitNo ratings yet
- Reporte Alineado A ISO26000 Imtech-jv2011-EngDocument162 pagesReporte Alineado A ISO26000 Imtech-jv2011-EngALBERTO GUAJARDO MENESESNo ratings yet
- YALE (C878) GLP135VX LIFT TRUCK Service Repair Manual PDFDocument20 pagesYALE (C878) GLP135VX LIFT TRUCK Service Repair Manual PDFfjskekdmmemNo ratings yet
- SWISS QUALITY VENTILATION SOLUTIONSDocument28 pagesSWISS QUALITY VENTILATION SOLUTIONSAna RuxandraNo ratings yet
- 20 Tons LennoxDocument32 pages20 Tons Lennoxdonkazique100% (1)
- Ground Source Heat Pumping: A Contractor's Guide To Understanding The Ground Source Heat Pump MarketDocument19 pagesGround Source Heat Pumping: A Contractor's Guide To Understanding The Ground Source Heat Pump MarketFitrianiNo ratings yet
- David Samuel Gas Tech 2Document4 pagesDavid Samuel Gas Tech 2Stephanie HoodNo ratings yet
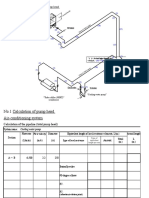
- No.1 Calculation of Pump Head.: "Cooling Tower"Document20 pagesNo.1 Calculation of Pump Head.: "Cooling Tower"GandiPermanaNo ratings yet
- LPFDocument2 pagesLPFJayNo ratings yet
- General and Local Exhaust VentilationDocument37 pagesGeneral and Local Exhaust VentilationLidijaSpaseska100% (1)
- Heat Loss Through TankDocument56 pagesHeat Loss Through Tankinamdar_sameerNo ratings yet
- III 6 RicePostProd 1 8Document9 pagesIII 6 RicePostProd 1 8SannyBombeoJomocNo ratings yet
- Data Aire Series Air Cooled, Water/Glycol Cooled 6 Through 30 Ton Dual CircuitsDocument72 pagesData Aire Series Air Cooled, Water/Glycol Cooled 6 Through 30 Ton Dual CircuitsJimmy Franz Caballero ZuñigaNo ratings yet
- Hitachi Scroll CompressorsDocument6 pagesHitachi Scroll CompressorstarunNo ratings yet
- Hammad Hussain Associates.: AdressDocument3 pagesHammad Hussain Associates.: AdressArBabarIqbalKhaanNo ratings yet
- Heating and Cooling of BuildingsDocument121 pagesHeating and Cooling of BuildingsAmmar AlkaserNo ratings yet