You might also like
- Design, Construction and Maintenance of A Biogas GeneratorDocument23 pagesDesign, Construction and Maintenance of A Biogas GeneratorOxfamNo ratings yet
- Integrative Design of Energy & Mineral Engineering Systems EME 580Document68 pagesIntegrative Design of Energy & Mineral Engineering Systems EME 580Himanshu1712No ratings yet
- Ramprashad - Open Cylinder BlastDocument34 pagesRamprashad - Open Cylinder BlasthpmonNo ratings yet
- Biogas Re Powerplant 42013 GasDocument55 pagesBiogas Re Powerplant 42013 GaszmahfudzNo ratings yet
- Managing Major Hazard InstallationDocument4 pagesManaging Major Hazard InstallationAdrian IlieNo ratings yet
- Dissertation - Biogas From Forage and Sugar BeetDocument170 pagesDissertation - Biogas From Forage and Sugar Beetscm996No ratings yet
- 1.0 Project Background: WWW - Gam-Rd - Co.inDocument17 pages1.0 Project Background: WWW - Gam-Rd - Co.inljsflj alsfjoiNo ratings yet
- Biomass Resource Facilities and Biomass Conversion Processing For Fuels and Chemicals 2001 Energy Conversion and ManagementDocument22 pagesBiomass Resource Facilities and Biomass Conversion Processing For Fuels and Chemicals 2001 Energy Conversion and ManagementhassanNo ratings yet
- Sector Handbook BiogasDocument39 pagesSector Handbook BiogasMann HumanNo ratings yet
- Biogas Plant ConstructionDocument27 pagesBiogas Plant ConstructionAnkit Anurag NaikNo ratings yet
- 2015 Design SrinivasDocument71 pages2015 Design SrinivasEdinson LoayzaNo ratings yet
- BIOGAS in GHANA Subsector Analysis BiogasDocument38 pagesBIOGAS in GHANA Subsector Analysis BiogasIndraw100% (1)
- Assignment # 1Document18 pagesAssignment # 1Ha M ZaNo ratings yet
- Agro CNGDocument14 pagesAgro CNGVinayak JaganureNo ratings yet
- Brochure Movialsa Gasification Plant EnglishDocument0 pagesBrochure Movialsa Gasification Plant EnglishApri ApriyantoNo ratings yet
- Concrete Manure TanksDocument4 pagesConcrete Manure Tanksshivas34regalNo ratings yet
- Thermal Pyrolysis of Polypropylene Plastic Waste IDocument7 pagesThermal Pyrolysis of Polypropylene Plastic Waste IDiego CamachoNo ratings yet
- Biogas Generation A Study: By: Madhav Mohan Bsc. Physics (Hons.) Ii Year Roll Number: 1815052Document17 pagesBiogas Generation A Study: By: Madhav Mohan Bsc. Physics (Hons.) Ii Year Roll Number: 1815052Madhav Mohan100% (1)
- THESIS 2 Chapter 1 To 3Document89 pagesTHESIS 2 Chapter 1 To 3jolo ranadaNo ratings yet
- Biogas Production by Co-Digestion of Cassava Peels With UreaDocument3 pagesBiogas Production by Co-Digestion of Cassava Peels With UreaInnovative Research PublicationsNo ratings yet
- Proposal Biogas RohulDocument13 pagesProposal Biogas RohulIman SatriaNo ratings yet
- Optimization of Biogas Generation From Press Mud in Batch ReactorDocument6 pagesOptimization of Biogas Generation From Press Mud in Batch Reactorscm996No ratings yet
- Feasibility of Biodiesel in IndiaDocument28 pagesFeasibility of Biodiesel in IndiasumeetstoicNo ratings yet
- 2008 February Treatment of Municipal Solid Waste Anaerobic Digestion TechnologiesDocument50 pages2008 February Treatment of Municipal Solid Waste Anaerobic Digestion TechnologiesRex RenovadoNo ratings yet
- Biotech New Normal Agribusiness Final v2Document36 pagesBiotech New Normal Agribusiness Final v2Bidur Prasad ChaulagainNo ratings yet
- Seminar-Energy Recovery From Municipal Solid Waste by Anaerobic DigestionDocument43 pagesSeminar-Energy Recovery From Municipal Solid Waste by Anaerobic DigestionPankaj GargNo ratings yet
- Renewable Energy, The ProposalDocument6 pagesRenewable Energy, The ProposalRitaelfera W RusliNo ratings yet
- Pure BiogasDocument8 pagesPure Biogasapi-3706974100% (1)
- Development and Evaluation of A Fixed Dome Plug Flow Anaerobic DigesterDocument11 pagesDevelopment and Evaluation of A Fixed Dome Plug Flow Anaerobic DigesterAryadharma PrasetyoNo ratings yet
- Project Plan Greenway Plasma Energy ParkDocument40 pagesProject Plan Greenway Plasma Energy ParkqueenslandferalNo ratings yet
- Biogas TechnologyDocument7 pagesBiogas TechnologyMuhire PatrickNo ratings yet
- Biogas PlantDocument8 pagesBiogas PlantAman BansalNo ratings yet
- Biogas From Cow ManureDocument9 pagesBiogas From Cow ManureVenu VasudevNo ratings yet
- BuildARTI Biogas DigestorDocument10 pagesBuildARTI Biogas DigestorBasharat AliNo ratings yet
- Site Selection and Plant LayoutDocument12 pagesSite Selection and Plant LayoutNaman SinhaNo ratings yet
- Introdiction To Engineering PDFDocument295 pagesIntrodiction To Engineering PDFAyebareNo ratings yet
- BluestemDocument249 pagesBluestemjerome de kingNo ratings yet
- Danish Centralised Biogas PlantsDocument28 pagesDanish Centralised Biogas PlantsXazolNo ratings yet
- Project ReportDocument25 pagesProject ReportROHITNo ratings yet
- BiomassGasificationForTransport PDFDocument72 pagesBiomassGasificationForTransport PDFBruno NavarroNo ratings yet
- Engineering Dreams: A Career in Any Stream of Engineering Is Equally Fruitful and RewardingDocument4 pagesEngineering Dreams: A Career in Any Stream of Engineering Is Equally Fruitful and RewardingRamPrasadMeenaNo ratings yet
- Biogas Plant Designs and Engery CalculationsDocument22 pagesBiogas Plant Designs and Engery CalculationsHussein El Zikry88% (17)
- Unlocking the Power of the Sun Agrivoltaics and Sustainable AgricultureFrom EverandUnlocking the Power of the Sun Agrivoltaics and Sustainable AgricultureNo ratings yet
- 15A - Biogas Plant ProposalDocument27 pages15A - Biogas Plant ProposalSurendar Veeraraj100% (2)
- Design of A Biogas Plant That Uses Human Waste As FeedstockDocument40 pagesDesign of A Biogas Plant That Uses Human Waste As FeedstockVictor Ali Menta100% (1)
- Anaerobic DigestionDocument109 pagesAnaerobic DigestionAjaysingh BayasNo ratings yet
- BiodieselDocument7 pagesBiodieselKrishna RavichandarNo ratings yet
- Alternative Energy From BiomassDocument25 pagesAlternative Energy From BiomassJen Abbas LubisNo ratings yet
- Biocoal Report 4 BALBIC 2013 Biocoal Production Technology Web 1Document39 pagesBiocoal Report 4 BALBIC 2013 Biocoal Production Technology Web 1noty_bhavik9902No ratings yet
- Biogas Digester - Final PDFDocument28 pagesBiogas Digester - Final PDFzubair aliNo ratings yet
- 1.1 Introduction To Biogas: Electrical DepartmentDocument38 pages1.1 Introduction To Biogas: Electrical DepartmentYogesh KhairnarNo ratings yet
- Biogas Consultants ContractorsDocument8 pagesBiogas Consultants ContractorsuemaaplNo ratings yet
- Materials Recovery FacilityDocument3 pagesMaterials Recovery FacilityMoshe RubinNo ratings yet
- Renewable Energy Planning GuidanceDocument42 pagesRenewable Energy Planning GuidanceEdgar Velastegui GonzálezNo ratings yet
- Biogas Power PlantDocument7 pagesBiogas Power PlantShailesh Sankdasariya100% (1)
- Renewable Energy - Volume 1: Solar, Wind, and Hydropower: Definitions, Developments, Applications, Case Studies, and Modelling and SimulationFrom EverandRenewable Energy - Volume 1: Solar, Wind, and Hydropower: Definitions, Developments, Applications, Case Studies, and Modelling and SimulationAbdul Ghani OlabiNo ratings yet
- Coastal Ocean Observing SystemsFrom EverandCoastal Ocean Observing SystemsYonggang LiuNo ratings yet
- History and Development of Industrial EngineeringDocument2 pagesHistory and Development of Industrial EngineeringSuhailShaikhNo ratings yet
- The Tools of Management ScienceDocument3 pagesThe Tools of Management ScienceSuhailShaikhNo ratings yet
- Management Science Its Historical DevelopmentDocument3 pagesManagement Science Its Historical DevelopmentSuhailShaikhNo ratings yet
- Applications of Industrial EngineeringDocument1 pageApplications of Industrial EngineeringSuhailShaikhNo ratings yet
- The Role of An Industrial EngineerDocument2 pagesThe Role of An Industrial EngineerSuhailShaikhNo ratings yet
- The Concept of Industrial Engineering Enhancing Efficiency and ProductivityDocument2 pagesThe Concept of Industrial Engineering Enhancing Efficiency and ProductivitySuhailShaikhNo ratings yet
- The Role of An Industrial EngineerDocument2 pagesThe Role of An Industrial EngineerSuhailShaikhNo ratings yet
- The Concept of Industrial Engineering Enhancing Efficiency and ProductivityDocument2 pagesThe Concept of Industrial Engineering Enhancing Efficiency and ProductivitySuhailShaikhNo ratings yet
- Online Restaurant Delivery Guide To Getting Started: Will You Deliver Yourself?Document1 pageOnline Restaurant Delivery Guide To Getting Started: Will You Deliver Yourself?SuhailShaikhNo ratings yet
- Applications of Industrial EngineeringDocument1 pageApplications of Industrial EngineeringSuhailShaikhNo ratings yet
- Production Management The Key To Efficient ManufacturingDocument2 pagesProduction Management The Key To Efficient ManufacturingSuhailShaikhNo ratings yet
- The Role of An Industrial EngineerDocument2 pagesThe Role of An Industrial EngineerSuhailShaikhNo ratings yet
- History and Development of Industrial EngineeringDocument2 pagesHistory and Development of Industrial EngineeringSuhailShaikhNo ratings yet
- Production Management The Key To Efficient ManufacturingDocument2 pagesProduction Management The Key To Efficient ManufacturingSuhailShaikhNo ratings yet
- The Concept of Industrial Engineering Enhancing Efficiency and ProductivityDocument2 pagesThe Concept of Industrial Engineering Enhancing Efficiency and ProductivitySuhailShaikhNo ratings yet
- History and Development of Industrial EngineeringDocument2 pagesHistory and Development of Industrial EngineeringSuhailShaikhNo ratings yet
- The Role of An Industrial EngineerDocument2 pagesThe Role of An Industrial EngineerSuhailShaikhNo ratings yet
- The Art and Science of Decision-MakingDocument2 pagesThe Art and Science of Decision-MakingSuhailShaikhNo ratings yet
- Applications of Industrial EngineeringDocument1 pageApplications of Industrial EngineeringSuhailShaikhNo ratings yet
- Welcome: A Guide To Accessibility ofDocument18 pagesWelcome: A Guide To Accessibility ofSuhailShaikhNo ratings yet
- Production and Productivity Driving Forces of Economic GrowthDocument2 pagesProduction and Productivity Driving Forces of Economic GrowthSuhailShaikhNo ratings yet
- Personnel Management Nurturing Human Capital For Organizational SuccessDocument2 pagesPersonnel Management Nurturing Human Capital For Organizational SuccessSuhailShaikhNo ratings yet
- Welcome: A Guide To Accessibility ofDocument18 pagesWelcome: A Guide To Accessibility ofSuhailShaikhNo ratings yet
- Performance Polos Classic PolosDocument37 pagesPerformance Polos Classic PolosSuhailShaikhNo ratings yet
- Favoritism in The Workplace and Its Effect On The OrganizationDocument11 pagesFavoritism in The Workplace and Its Effect On The OrganizationSuhailShaikhNo ratings yet
- 7 Steps To Start Goat Farming Business For ProfitDocument8 pages7 Steps To Start Goat Farming Business For ProfitSuhailShaikhNo ratings yet
- National HealthDocument60 pagesNational HealthSuhailShaikhNo ratings yet
- Aina - e - Qismat October 2019Document60 pagesAina - e - Qismat October 2019SuhailShaikhNo ratings yet
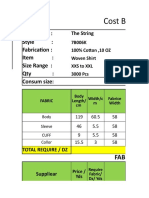
- Costing Sheet For Woven ShirtDocument9 pagesCosting Sheet For Woven ShirtSuhailShaikhNo ratings yet
- Production Planning in The Clothing Industry:: Failing To Plan Is Planning To FailDocument5 pagesProduction Planning in The Clothing Industry:: Failing To Plan Is Planning To Failjatinder.kaler100% (2)
- Paraffin Wax 140 MsdsDocument6 pagesParaffin Wax 140 MsdstopguitarNo ratings yet
- Industrial Symbiosis Literature and TaxonomyDocument27 pagesIndustrial Symbiosis Literature and TaxonomyMichael BianchiNo ratings yet
- Biomedical Waste Management E-POSTERDocument1 pageBiomedical Waste Management E-POSTERprabuNo ratings yet
- IPAL Cap. 22 M PDDocument2 pagesIPAL Cap. 22 M PDRomly Van PersieNo ratings yet
- List of Senate BillsDocument18 pagesList of Senate BillsLouie SantosNo ratings yet
- Characterization of Carbonized Municipal Waste As Substitute For Coal FuelDocument9 pagesCharacterization of Carbonized Municipal Waste As Substitute For Coal FuelDadanNo ratings yet
- Form MSDS Pupuk KCLDocument2 pagesForm MSDS Pupuk KCLMelzi100% (1)
- Sutton Chatter May 2018Document16 pagesSutton Chatter May 2018Toby VueNo ratings yet
- HBC Resume-2009 CompleteDocument40 pagesHBC Resume-2009 CompleteHongKyz Jovianz X-BoyzNo ratings yet
- Environmental Sustainability Action PlanDocument15 pagesEnvironmental Sustainability Action PlanIvana NikolicNo ratings yet
- Print 3Document1 pagePrint 3Joenard Sadorra CabaelNo ratings yet
- Environmental Pollution and Responsible FactorsDocument7 pagesEnvironmental Pollution and Responsible FactorsShyam Sundar100% (1)
- Kerr Hall BuildingDocument7 pagesKerr Hall BuildingRaunak TimilsinaNo ratings yet
- Riello Multi Sentry MST MST MCT 10 20kva User ManualDocument64 pagesRiello Multi Sentry MST MST MCT 10 20kva User ManualEng-Mahmoud Shaheen100% (2)
- Bokaro Steel PlantDocument43 pagesBokaro Steel PlantRishita PanjwaniNo ratings yet
- State of Loc Governance - ILOCOS NORTE VER1Document50 pagesState of Loc Governance - ILOCOS NORTE VER1JigsIsaacEspinaNo ratings yet
- Ecological BalanceDocument2 pagesEcological Balanceanon_588383637No ratings yet
- Report Iffco UREA PRODUCTIONDocument44 pagesReport Iffco UREA PRODUCTIONRahul BaghelNo ratings yet
- Sanitary Napkin IncinerationDocument8 pagesSanitary Napkin IncinerationDivya RastogiNo ratings yet
- Argos SBR: A Compact SBR System Offering Process Flexibility and Major Capital SavingsDocument2 pagesArgos SBR: A Compact SBR System Offering Process Flexibility and Major Capital SavingsViorel HarceagNo ratings yet
- Waste Segregation Plan: Recyclable and Non-Recyclable MaterialsDocument2 pagesWaste Segregation Plan: Recyclable and Non-Recyclable MaterialsMaric Martinez PerezNo ratings yet
- Katalog 1Document36 pagesKatalog 1TrombNo ratings yet
- MSDS 94637 94535 94638Document3 pagesMSDS 94637 94535 94638K58 NGUYỄN BẢO QUYÊNNo ratings yet
- Rocks and Minerals Unit PlanDocument16 pagesRocks and Minerals Unit Planapi-250800467No ratings yet
- Health - Nature and Health Effects of Environmental IssuesDocument6 pagesHealth - Nature and Health Effects of Environmental IssuesClaire FabellarNo ratings yet
- 12 Desalination Advance Water Treatment Economics FinancingDocument34 pages12 Desalination Advance Water Treatment Economics Financingleo besaNo ratings yet
- As 400e Server 170 and 250 Problem Analysis, Repair and PartsDocument581 pagesAs 400e Server 170 and 250 Problem Analysis, Repair and PartsJose Sancho GarridoNo ratings yet
- 6088 MSDSDocument6 pages6088 MSDScandraNo ratings yet
- Filtration+Separation - A New Trend in Mobile Water-Treatment Plant HireDocument3 pagesFiltration+Separation - A New Trend in Mobile Water-Treatment Plant HireMaddenNo ratings yet
- Composting Primary Sewage Sludge of Mar Del Plata City: Gambiental@osmgp - Gov.arDocument8 pagesComposting Primary Sewage Sludge of Mar Del Plata City: Gambiental@osmgp - Gov.arAnaibar TarikNo ratings yet