You might also like
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Turbine Flow Meter Coefficient and Scaling FactorDocument2 pagesTurbine Flow Meter Coefficient and Scaling Factor@@ngNo ratings yet
- How To Calculate Measurement Uncertainty: PurposeDocument7 pagesHow To Calculate Measurement Uncertainty: Purpose@@ngNo ratings yet
- Haskel Liquid Pumps BookletDocument28 pagesHaskel Liquid Pumps Booklet@@ngNo ratings yet
- Bell BP BrochureDocument4 pagesBell BP Brochure@@ngNo ratings yet
- Tutorial 1 - Basic Engineering Science: Instrumentation and ControlDocument6 pagesTutorial 1 - Basic Engineering Science: Instrumentation and Control@@ngNo ratings yet
- 130 Series Pneumatic Indicating Controllers: Product SpecificationsDocument4 pages130 Series Pneumatic Indicating Controllers: Product Specifications@@ngNo ratings yet
- Pressure Relief Valve Inspection and MaintenanceDocument1 pagePressure Relief Valve Inspection and Maintenance@@ngNo ratings yet
- Rundown Published PPSDM Migas 2019Document22 pagesRundown Published PPSDM Migas 2019@@ngNo ratings yet
- Brosure Wall Mountedv Ada LogoDocument2 pagesBrosure Wall Mountedv Ada Logo@@ngNo ratings yet
- Click To Edit Master Title StyleDocument4 pagesClick To Edit Master Title Style@@ngNo ratings yet
- Gallus 2000Document2 pagesGallus 2000@@ngNo ratings yet
- Basic Safety Rules For Hand Tools Quiz: © 2000 S A C, IDocument1 pageBasic Safety Rules For Hand Tools Quiz: © 2000 S A C, I@@ngNo ratings yet
- Comparison Table For Flowmeter PDFDocument1 pageComparison Table For Flowmeter PDF@@ngNo ratings yet
- Pt. Indocal Laboratori Sistem: Revision Date:24 September 2004 Expiry Date:23 September 2008Document2 pagesPt. Indocal Laboratori Sistem: Revision Date:24 September 2004 Expiry Date:23 September 2008@@ngNo ratings yet
- List of IEC Standards - Wikipedia, The Free EncyclopediaDocument7 pagesList of IEC Standards - Wikipedia, The Free Encyclopedia@@ng0% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Valve ScheduleDocument12 pagesValve ScheduleManikandan elumalaiNo ratings yet
- Flow Around A Circular Cylinder With Fluent: Mech/Chbi 301 Fluid MechanicsDocument14 pagesFlow Around A Circular Cylinder With Fluent: Mech/Chbi 301 Fluid Mechanicsnidhul07No ratings yet
- Centrifugal Pump Test RigDocument4 pagesCentrifugal Pump Test RigVaidish Sumaria100% (1)
- Relief Valve Sizing - FireDocument2 pagesRelief Valve Sizing - Firevlcmstne04No ratings yet
- Boundary Layer Velocity ProfileDocument19 pagesBoundary Layer Velocity ProfileSabir Ahmed100% (1)
- Saep 352 PDFDocument15 pagesSaep 352 PDFRami ElloumiNo ratings yet
- Group 15 : Relief Valves AccessoriesDocument4 pagesGroup 15 : Relief Valves AccessoriesLPG Equipment Consulting and ServicesNo ratings yet
- CuNi Flanges PDFDocument36 pagesCuNi Flanges PDFganeshNo ratings yet
- Turbines and CompressorsDocument70 pagesTurbines and CompressorsAkshay Deshpande100% (1)
- CE311 - Homework 4 - SolutionDocument11 pagesCE311 - Homework 4 - SolutionSilvanir TioeNo ratings yet
- ValvesDocument46 pagesValvesashirNo ratings yet
- Mit18086 Navierstokes.mDocument3 pagesMit18086 Navierstokes.mAnkit AnuragNo ratings yet
- Axial Compressor SheetDocument1 pageAxial Compressor SheetAyman AbazaNo ratings yet
- Noris: StrainerDocument1 pageNoris: StrainerDanielNo ratings yet
- 6060HydMiningShvl M08 SwingSys enDocument20 pages6060HydMiningShvl M08 SwingSys enJonathan José Alvis GonzalesNo ratings yet
- Emg 2508 Notes Set 3Document27 pagesEmg 2508 Notes Set 3Njuguna FredrickNo ratings yet
- Sedimentologi - Transport Dan Pengendapan Sedimen Silisiklastik PDFDocument45 pagesSedimentologi - Transport Dan Pengendapan Sedimen Silisiklastik PDFIndah LestariNo ratings yet
- Reynolds Number - Wikipedia, The Free EncyclopediaDocument11 pagesReynolds Number - Wikipedia, The Free EncyclopediaAlbert ArominNo ratings yet
- SE Lecture 6Document8 pagesSE Lecture 6666667No ratings yet
- Control ValveDocument37 pagesControl Valvevipin12krishnan100% (2)
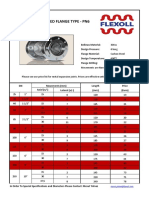
- Flexoll Price ListDocument10 pagesFlexoll Price ListRibhi HamdanNo ratings yet
- Hydraulic Machinery PDFDocument1 pageHydraulic Machinery PDFSusanta Biswas0% (3)
- ChE 135 Writing AssignmentDocument5 pagesChE 135 Writing AssignmentJenina Margareth Aldaba CastroNo ratings yet
- Cargador Frontal l703!1!4Document2 pagesCargador Frontal l703!1!4Edwin MelendezNo ratings yet
- Minimum Number of Thermocouples-Local PWHTDocument5 pagesMinimum Number of Thermocouples-Local PWHTPradip Goswami100% (1)
- Flange Bolt Torques Jul 13Document4 pagesFlange Bolt Torques Jul 13gplese0No ratings yet
- Lesson 14 - HydraulicsDocument48 pagesLesson 14 - Hydraulicsتاج نيسها100% (7)
- Vacuum PumpsDocument2 pagesVacuum PumpsNilton Bruno Salazar MartinezNo ratings yet
- Consolidated: Consolidated Safety Relief Valve Type 1900Document8 pagesConsolidated: Consolidated Safety Relief Valve Type 1900Peerasak ArunNo ratings yet
- Gas - Liquid Mixing Impeller of New GenerationDocument8 pagesGas - Liquid Mixing Impeller of New GenerationscranderiNo ratings yet