You might also like
- Muestra Manual Gestion 17020Document8 pagesMuestra Manual Gestion 17020José Alcocer0% (1)
- Unión Con AdhesivosDocument21 pagesUnión Con AdhesivosJosé AlcocerNo ratings yet
- Trans-I Shift Volvo PDFDocument2 pagesTrans-I Shift Volvo PDFJosé AlcocerNo ratings yet
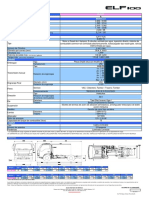
- FICHA TECNICA ELF100 (Final Draft) PDFDocument1 pageFICHA TECNICA ELF100 (Final Draft) PDFJosé AlcocerNo ratings yet
- UT 4000DX UtilityDocument2 pagesUT 4000DX UtilityJosé AlcocerNo ratings yet
- Datos de Operacion MB-906Document2 pagesDatos de Operacion MB-906José Alcocer86% (7)
- Literatura Electronica Freightliner PDFDocument19 pagesLiteratura Electronica Freightliner PDFJosé AlcocerNo ratings yet
- Regresion LinealDocument20 pagesRegresion LinealJosé AlcocerNo ratings yet
- DDC SVC Man s189Document203 pagesDDC SVC Man s189José AlcocerNo ratings yet
- Ficha Tecnica Elf100 (Final Draft)Document1 pageFicha Tecnica Elf100 (Final Draft)José AlcocerNo ratings yet
- Sistemas de Control AutomaticoDocument16 pagesSistemas de Control AutomaticoJosé Alcocer100% (1)
- ARTÍCULO de Opinión Sobre El Aborto de Arturo JuárezDocument5 pagesARTÍCULO de Opinión Sobre El Aborto de Arturo JuárezJosé Alcocer50% (2)
- Brazo HidraulicoDocument5 pagesBrazo HidraulicoJosé AlcocerNo ratings yet
- El Uso de Cielorrasos en La Arquitectura Virreinal LimeñaDocument4 pagesEl Uso de Cielorrasos en La Arquitectura Virreinal LimeñaJuan Pablo El SousNo ratings yet
- Informe de Liquidacion Datem Del Marañon.Document183 pagesInforme de Liquidacion Datem Del Marañon.Juan Bautista Rojas VillegasNo ratings yet
- Situacion de Biocombustibles en Paraguay 2006Document39 pagesSituacion de Biocombustibles en Paraguay 2006juan domaniczkyNo ratings yet
- Leseprobe Es 2Document48 pagesLeseprobe Es 2Kent ArmasNo ratings yet
- 11 Plan de Area Tec-Ensamble y Mantenimiento de ComputadoresDocument2 pages11 Plan de Area Tec-Ensamble y Mantenimiento de ComputadoresLeo Corleone100% (2)
- Informe 2 PrevioDocument4 pagesInforme 2 PrevioMiguel Angel RenteriaNo ratings yet
- I87 - 567 Perforador LF 90 Especificaciones TécnicasDocument12 pagesI87 - 567 Perforador LF 90 Especificaciones TécnicasWilfredo TejerinaNo ratings yet
- Presupuesto de Taller de EbanisteriaDocument2 pagesPresupuesto de Taller de EbanisteriaHeguel Meza EpquinNo ratings yet
- Cambiador de Tomas Bajo CargaDocument66 pagesCambiador de Tomas Bajo CargaSergio Andrés Gil GamboaNo ratings yet
- t2 Sistemas 1-06-11 2018 ExposicionDocument23 pagest2 Sistemas 1-06-11 2018 ExposicionJheidyRubio0% (1)
- Puntos de SalidaDocument7 pagesPuntos de SalidaGabrielVenturaCáceres100% (2)
- Materiales Frecuentes de Un LaboratorioDocument6 pagesMateriales Frecuentes de Un LaboratoriobeatrizNo ratings yet
- Informe Mina CasablancaDocument5 pagesInforme Mina CasablancaCarlosArévaloNo ratings yet
- Matriz de Operacionalizacion de La VariableDocument5 pagesMatriz de Operacionalizacion de La VariableJhoel Daniks Vasquez100% (1)
- Plan Curricular Modular de Mecanica Automotriz 2010Document29 pagesPlan Curricular Modular de Mecanica Automotriz 2010Jimmy Quise Llamocca0% (1)
- Cuadro Comparativo Sistemas de ManufacturaDocument2 pagesCuadro Comparativo Sistemas de ManufacturaEduardo Reyes AlmanzaNo ratings yet
- Centrales Eléctricas Nieves ...Document16 pagesCentrales Eléctricas Nieves ...Lex OyarceNo ratings yet
- Cauca - Asociaciones ProductorasDocument11 pagesCauca - Asociaciones ProductorasJ Mauricio EnriquezNo ratings yet
- Costos Unidad 2 y 3Document6 pagesCostos Unidad 2 y 3CesarGarciaNo ratings yet
- SoluplasticosDocument4 pagesSoluplasticossergiovaillo0% (1)
- Memoria DescriptivaDocument8 pagesMemoria DescriptivaEmanuel Edinson Encalada TesenNo ratings yet
- Dentro de La Gran Variedad de Artesanías en Guatemala Se Encuentran Las SiguientesDocument5 pagesDentro de La Gran Variedad de Artesanías en Guatemala Se Encuentran Las SiguientesArmando LuisNo ratings yet
- Consideraciones de Las DiscontinuidadDocument21 pagesConsideraciones de Las DiscontinuidadFrancisco ValienteNo ratings yet
- Panel de Distribucion de Fibra Optica PDFDocument36 pagesPanel de Distribucion de Fibra Optica PDFKevin AguilarNo ratings yet
- Situación Problemica Introduccion A La IngenieriaDocument5 pagesSituación Problemica Introduccion A La IngenieriavalentinaNo ratings yet
- Manual Bomba DosificadoraDocument1 pageManual Bomba DosificadoraEmanuel OnisimchukNo ratings yet
- OSBDocument2 pagesOSBchbenjagutiNo ratings yet
- Glosario InformaticaDocument5 pagesGlosario Informaticastarlin baezNo ratings yet
- Diseño de Sistemas Contra IncendiosDocument102 pagesDiseño de Sistemas Contra Incendiosebsbolivia100% (3)