You might also like
- Graffiti Model Lesson PlanDocument9 pagesGraffiti Model Lesson Planapi-286619177100% (1)
- Colt M4 Carbine Spec Sheet PDFDocument1 pageColt M4 Carbine Spec Sheet PDFMuhammad Asif KhanNo ratings yet
- m2 BrowningDocument7 pagesm2 BrowningAMINONo ratings yet
- Browning Machine Gun Cal .50 - FM 4-155 Service of The Piece Caliber .50 AA Machine Gun - 1943Document200 pagesBrowning Machine Gun Cal .50 - FM 4-155 Service of The Piece Caliber .50 AA Machine Gun - 1943ab212amisarNo ratings yet
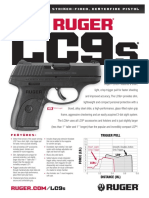
- Ruger LC9s Pistol SpecsDocument2 pagesRuger LC9s Pistol SpecsAmmoLand Shooting Sports NewsNo ratings yet
- Churchills Mauser C96: Notes on -The blow-up in Sydney Street- from the London DecameroneFrom EverandChurchills Mauser C96: Notes on -The blow-up in Sydney Street- from the London DecameroneNo ratings yet
- Practical Guide to the Operational Use of the PA-63 PistolFrom EverandPractical Guide to the Operational Use of the PA-63 PistolRating: 5 out of 5 stars5/5 (1)
- Azura Amid (Eds.) - Recombinant Enzymes - From Basic Science To Commercialization-Springer International Publishing (2015) PDFDocument191 pagesAzura Amid (Eds.) - Recombinant Enzymes - From Basic Science To Commercialization-Springer International Publishing (2015) PDFnurul qNo ratings yet
- Practical Guide to the Operational Use of the Makarov PM PistolFrom EverandPractical Guide to the Operational Use of the Makarov PM PistolNo ratings yet
- Weapon Manuals On CD - CD CoverDocument3 pagesWeapon Manuals On CD - CD CoverFred Ondarza0% (1)
- 40x46 MM UBGL-M6 - Arsenal JSCo. - Bulgarian Manufacturer of Weapons and Ammunition Since 1878Document5 pages40x46 MM UBGL-M6 - Arsenal JSCo. - Bulgarian Manufacturer of Weapons and Ammunition Since 1878Nitin Patel100% (2)
- DPMS Panther Arms 2012 CatalogDocument110 pagesDPMS Panther Arms 2012 CatalogPredatorBDU.com100% (2)
- Technical Manual Operation and Maintenance 5.56mm Low Maintenance Rifle (LMR)Document24 pagesTechnical Manual Operation and Maintenance 5.56mm Low Maintenance Rifle (LMR)C.A. Monroe100% (1)
- Bishop Ammunition Manufacturing 2016 CatalogDocument10 pagesBishop Ammunition Manufacturing 2016 CatalogDianne Bishop100% (1)
- 1 Army Gun ListDocument2 pages1 Army Gun ListCletus GodwinNo ratings yet
- 2010 Rem Catalog-SmDocument112 pages2010 Rem Catalog-Smb46550214949No ratings yet
- Target Shooter August 2010Document106 pagesTarget Shooter August 2010Target ShooterNo ratings yet
- MR762A1 LRP Operators Manual 12312013Document31 pagesMR762A1 LRP Operators Manual 12312013Nikos SakellariouNo ratings yet
- Brownells Law Enforcement Catalog Weapons Supply and Maintenance Tools CATALOG NO 8 2009 2010Document68 pagesBrownells Law Enforcement Catalog Weapons Supply and Maintenance Tools CATALOG NO 8 2009 2010fyovera0% (1)
- Mil B 11595e Amendment 1Document14 pagesMil B 11595e Amendment 1sunil karthickNo ratings yet
- 1600 U.S. Military Manuals, Government ManualsDocument17 pages1600 U.S. Military Manuals, Government Manualsoğuz zeybekNo ratings yet
- The Truth About 308 Win and 762 NATODocument8 pagesThe Truth About 308 Win and 762 NATOjrsaw27No ratings yet
- Weapons Accessories and Mounts Catalog 1Document28 pagesWeapons Accessories and Mounts Catalog 1blazerman3No ratings yet
- Awc CatalogDocument23 pagesAwc CatalognachosuaveNo ratings yet
- Review and Analysis of M16 System ReliabilityDocument278 pagesReview and Analysis of M16 System ReliabilityKotsoorNo ratings yet
- Unsafe Firearm Ammo CombosDocument13 pagesUnsafe Firearm Ammo CombosjacobbohlandNo ratings yet
- 20mm Ammunition PGU-27 A/B TPDocument1 page20mm Ammunition PGU-27 A/B TPMF84100% (1)
- The Complete Book of Assault Rifles 1986 - The Israeli Galil by J.B. WoodDocument6 pagesThe Complete Book of Assault Rifles 1986 - The Israeli Galil by J.B. WoodRSRNo ratings yet
- DPE - RIOT AMMO Defense TechsDocument20 pagesDPE - RIOT AMMO Defense TechsdefensetechsNo ratings yet
- Remington 597 ManualDocument20 pagesRemington 597 ManualfarfromfreedNo ratings yet
- Swiss K31 K11 Manual PDFDocument81 pagesSwiss K31 K11 Manual PDFbjmooseNo ratings yet
- FNC Rifle: Kickintro - PPT - Page 1Document16 pagesFNC Rifle: Kickintro - PPT - Page 1محمد علىNo ratings yet
- Ruger LCR ManualDocument40 pagesRuger LCR Manualgot2bme43No ratings yet
- MBD Annular SectionDocument4 pagesMBD Annular SectionCompra Venta De Maquinaria IndustrialNo ratings yet
- M4 Carbine ImprovementsDocument1 pageM4 Carbine ImprovementsNickchiosNo ratings yet
- Le6920 Oem1Document1 pageLe6920 Oem1ihiuhNo ratings yet
- 2006 Bushmaster CatalogDocument84 pages2006 Bushmaster Catalogstjohn45No ratings yet
- SAS Weapons Rifles FN FALDocument1 pageSAS Weapons Rifles FN FALFilozófus ÖnjelöltNo ratings yet
- HK 416C/D & M27 & KAC LMG MarkingsDocument1 pageHK 416C/D & M27 & KAC LMG MarkingsspirasioNo ratings yet
- Target Shooter SeptemberDocument92 pagesTarget Shooter SeptemberTarget Shooter100% (3)
- Development of The Uzi Machine GunDocument10 pagesDevelopment of The Uzi Machine GunJimmy LeonardNo ratings yet
- PHS - 5.56mm ManualDocument2 pagesPHS - 5.56mm ManualGriffin Armament SuppressorsNo ratings yet
- The Army's M-4 CarbineDocument12 pagesThe Army's M-4 CarbineChuck AchbergerNo ratings yet
- Operating and Safety Operating and Safety Instruction Manual Instruction ManualDocument16 pagesOperating and Safety Operating and Safety Instruction Manual Instruction Manual.100% (1)
- Captured Ammunition Bulletin No 5Document30 pagesCaptured Ammunition Bulletin No 5roberto portoNo ratings yet
- Kwa Operator's Manual - Km4, Sr10, Km4 RisDocument20 pagesKwa Operator's Manual - Km4, Sr10, Km4 RisMarc LaBarberaNo ratings yet
- Accuracy International Accessories BrochureDocument6 pagesAccuracy International Accessories BrochureAdrian KozelNo ratings yet
- Ruger - 1017-1022 Semi Automatic RifleDocument52 pagesRuger - 1017-1022 Semi Automatic Riflebnorth12100% (1)
- Accurate-MAG Catalog 2014Document28 pagesAccurate-MAG Catalog 2014MF84100% (1)
- Use of Electroplated Chromium in Gun BarrelsDocument41 pagesUse of Electroplated Chromium in Gun BarrelsycwbycwbNo ratings yet
- Detail Specification, Rifle, 5.56 Millimeter, m1641 Mil-Dtl-32309Document57 pagesDetail Specification, Rifle, 5.56 Millimeter, m1641 Mil-Dtl-32309cjnjr1No ratings yet
- A Method For Testing Bullets at Reduced Velocity-NABISDocument16 pagesA Method For Testing Bullets at Reduced Velocity-NABISmike kempfNo ratings yet
- The 5.56 X 45mm - 2000 - 2001 - A Chronology of Development (Part 13) - by Daniel WattersDocument28 pagesThe 5.56 X 45mm - 2000 - 2001 - A Chronology of Development (Part 13) - by Daniel Wattersblowmeasshole1911No ratings yet
- Rifle Marksmanship M16A1, M16A2/3, M16A4 and M4 CarbineDocument305 pagesRifle Marksmanship M16A1, M16A2/3, M16A4 and M4 Carbinemarsec4100% (1)
- 7 62×39mmDocument8 pages7 62×39mmsgssgs1100% (1)
- Manganese and Zinc Parkerizing Instructions: 200 S. Front St. Montezuma, IA 50171 800-741-0015 or 641-623-4000Document8 pagesManganese and Zinc Parkerizing Instructions: 200 S. Front St. Montezuma, IA 50171 800-741-0015 or 641-623-4000Carl J. WilkeyNo ratings yet
- Gun Trader's Guide, Thirty-Fifth Edition: A Comprehensive, Fully Illustrated Guide to Modern Firearms with Current Market ValuesFrom EverandGun Trader's Guide, Thirty-Fifth Edition: A Comprehensive, Fully Illustrated Guide to Modern Firearms with Current Market ValuesNo ratings yet
- HOW IT WORKS: The Caliber .50. M2 Browning Machine Gun: The Caliber .50 M2 Browning Machine GunFrom EverandHOW IT WORKS: The Caliber .50. M2 Browning Machine Gun: The Caliber .50 M2 Browning Machine GunNo ratings yet
- Punching Holes: Buying Ammunition, Gun Accessories, Knives and Tactical Gear at Wholesale PricesFrom EverandPunching Holes: Buying Ammunition, Gun Accessories, Knives and Tactical Gear at Wholesale PricesNo ratings yet
- Tactical Small Arms of the 21st Century: A Complete Guide to Small Arms From Around the WorldFrom EverandTactical Small Arms of the 21st Century: A Complete Guide to Small Arms From Around the WorldNo ratings yet
- Practical Guide to the Operational Use of the HK69A1 Grenade LauncherFrom EverandPractical Guide to the Operational Use of the HK69A1 Grenade LauncherNo ratings yet
- 2004 Tactical Wheeled Vehicles Conference Keynote AddressDocument17 pages2004 Tactical Wheeled Vehicles Conference Keynote AddressSanjay MehrishiNo ratings yet
- Dynamic modeling of induction motor for HEVDocument14 pagesDynamic modeling of induction motor for HEVSanjay MehrishiNo ratings yet
- Transmission SchematicsDocument16 pagesTransmission SchematicsSanjay MehrishiNo ratings yet
- Gear Misalignment & Gear NoiseDocument9 pagesGear Misalignment & Gear NoiseSanjay MehrishiNo ratings yet
- Fault Tree AnalysisDocument30 pagesFault Tree AnalysisSanjay MehrishiNo ratings yet
- Steering Ratio FormulasDocument4 pagesSteering Ratio FormulasSanjay MehrishiNo ratings yet
- Automotive Gearboxes and DrivelinesDocument15 pagesAutomotive Gearboxes and DrivelinesSanjay MehrishiNo ratings yet
- Shapiro Et Al 2015 Working PaperDocument25 pagesShapiro Et Al 2015 Working PaperSanjay MehrishiNo ratings yet
- Logistics ModellingDocument20 pagesLogistics ModellingSanjay MehrishiNo ratings yet
- Transmission Technologies - OilsDocument18 pagesTransmission Technologies - OilsSanjay MehrishiNo ratings yet
- Hydrogas Suspension and DesignDocument10 pagesHydrogas Suspension and DesignSanjay MehrishiNo ratings yet
- Graph 1 Effect of Geometric Ratio and Operating Conditions oDocument1 pageGraph 1 Effect of Geometric Ratio and Operating Conditions oSanjay MehrishiNo ratings yet
- Electric DrivesDocument24 pagesElectric DrivesSanjay MehrishiNo ratings yet
- Effects of Shotpeening PDFDocument11 pagesEffects of Shotpeening PDFSanjay MehrishiNo ratings yet
- Measuring ReportDocument48 pagesMeasuring ReportSanjay MehrishiNo ratings yet
- Hydrokinetic CouplingsDocument34 pagesHydrokinetic CouplingsSanjay MehrishiNo ratings yet
- UBD - Manufacturing Technology PDFDocument2 pagesUBD - Manufacturing Technology PDFSanjay MehrishiNo ratings yet
- Hydrokinetic Couplings Power Point SlidesDocument22 pagesHydrokinetic Couplings Power Point SlidesSanjay MehrishiNo ratings yet
- Tech H PDFDocument51 pagesTech H PDFSanjay MehrishiNo ratings yet
- Tratamento Ttérmico para 1020 1045 1060Document24 pagesTratamento Ttérmico para 1020 1045 1060Gabriel CarvalhoNo ratings yet
- Basic Concepts of Nano CMM PDFDocument4 pagesBasic Concepts of Nano CMM PDFSanjay MehrishiNo ratings yet
- Heat Treatment of MetalsDocument18 pagesHeat Treatment of MetalsalikytrnNo ratings yet
- How To Select A CNC LatheDocument20 pagesHow To Select A CNC LatheSanjay MehrishiNo ratings yet
- Forging Book1 PDFDocument7 pagesForging Book1 PDFSanjay MehrishiNo ratings yet
- CMM Specific Measurement UncertainityDocument6 pagesCMM Specific Measurement UncertainitySanjay MehrishiNo ratings yet
- Power Plants Exercise-Assessment PDFDocument2 pagesPower Plants Exercise-Assessment PDFSanjay MehrishiNo ratings yet
- Noise Technology Status Report Provides OverviewDocument47 pagesNoise Technology Status Report Provides OverviewSanjay MehrishiNo ratings yet
- JEE-2007 Paper I: AnswerDocument30 pagesJEE-2007 Paper I: Answerfrooti36No ratings yet
- Royal Military College of Science - Cranfield University: ReliabilityDocument6 pagesRoyal Military College of Science - Cranfield University: ReliabilitySanjay MehrishiNo ratings yet
- Royal Military College of Science - Cranfield University: ReliabilityDocument4 pagesRoyal Military College of Science - Cranfield University: ReliabilitySanjay MehrishiNo ratings yet
- Interview Questions and Answer or Learning Pega - 39Document11 pagesInterview Questions and Answer or Learning Pega - 39Sharad Mishra100% (1)
- Efficacy of Platelet-Rich Fibrin On Socket Healing After Mandibular Third Molar ExtractionsDocument10 pagesEfficacy of Platelet-Rich Fibrin On Socket Healing After Mandibular Third Molar Extractionsxiaoxin zhangNo ratings yet
- P2-1 - NME1106 - Gas Turbine LabworkDocument23 pagesP2-1 - NME1106 - Gas Turbine LabworkKoh JovenNo ratings yet
- American With Disabilities Act AdaDocument16 pagesAmerican With Disabilities Act Adaapi-376186426No ratings yet
- Application-Form MRP-INFORMCC 2021 VFFDocument5 pagesApplication-Form MRP-INFORMCC 2021 VFFBouramaNo ratings yet
- Ucc 900 Sor em Wpi 0001 - B01Document73 pagesUcc 900 Sor em Wpi 0001 - B01JonesNo ratings yet
- Halo Outdoor slmt1000 - slmt1000wDocument1 pageHalo Outdoor slmt1000 - slmt1000wFrank MoyaNo ratings yet
- Atpl Formula MergedDocument74 pagesAtpl Formula Mergeddsw78jm2mxNo ratings yet
- Delivered Voided Application (Surrender Instrument) Returned To at - Sik - Hata Nation of Yamasee MoorsDocument20 pagesDelivered Voided Application (Surrender Instrument) Returned To at - Sik - Hata Nation of Yamasee MoorsMARK MENO©™No ratings yet
- Kevin Chiu - Solving Procrastination v1.1Document2 pagesKevin Chiu - Solving Procrastination v1.1TêteHauteNo ratings yet
- Zeal Institute of Manangement and Computer ApplicationDocument4 pagesZeal Institute of Manangement and Computer ApplicationSONAL UTTARKARNo ratings yet
- Sigmund Freud and His Main TheoriesDocument5 pagesSigmund Freud and His Main TheoriesNguyen HarryNo ratings yet
- Keynote Proficient End-Of-Course Test BDocument7 pagesKeynote Proficient End-Of-Course Test Bana maria csalinasNo ratings yet
- Statistics Interview QuestionsDocument5 pagesStatistics Interview QuestionsARCHANA R100% (1)
- Table of Material Properties For Structural Steel S235, S275, S355, S420Document4 pagesTable of Material Properties For Structural Steel S235, S275, S355, S420Mouhssine BrahmiaNo ratings yet
- Manhattan Project SummaryDocument5 pagesManhattan Project Summaryapi-302406762No ratings yet
- Creative WritingDocument2 pagesCreative WritingSharmaine AsoyNo ratings yet
- Chapter 1 Optical Fiber Transmission Media PDFDocument46 pagesChapter 1 Optical Fiber Transmission Media PDFGilang AnandaNo ratings yet
- Final Paper - PARTIALDocument64 pagesFinal Paper - PARTIALDeanna GicaleNo ratings yet
- DMS 48 NormesDocument11 pagesDMS 48 NormesSonia WittmannNo ratings yet
- BOQ Sample of Electrical DesignDocument2 pagesBOQ Sample of Electrical DesignAshik Rahman RifatNo ratings yet
- BS (English) Dept of English University of SargodhaDocument36 pagesBS (English) Dept of English University of SargodhaFEROZ KHANNo ratings yet
- Acer Veriton S480G Service ManualDocument90 pagesAcer Veriton S480G Service ManualAndreea Georgiana ChirilaNo ratings yet
- Aspen Plus Tutorial 5 Preparing and Configuring A Distillation Column Using RADFRACDocument13 pagesAspen Plus Tutorial 5 Preparing and Configuring A Distillation Column Using RADFRACRavi Kant TripathiNo ratings yet
- Obeid Specialized Hospital - Riyadh: Inpatient DeptsDocument4 pagesObeid Specialized Hospital - Riyadh: Inpatient DeptsLovelydePerioNo ratings yet
- Aw MD700 Manual G10 150706Document73 pagesAw MD700 Manual G10 150706Heraldo Ulguim Luis OliveiraNo ratings yet
- CM Group Marketing To Gen Z ReportDocument20 pagesCM Group Marketing To Gen Z Reportroni21No ratings yet
- Optimization Module For Abaqus/CAE Based On Genetic AlgorithmDocument1 pageOptimization Module For Abaqus/CAE Based On Genetic AlgorithmSIMULIACorpNo ratings yet