You might also like
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshFrom EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshNo ratings yet
- AUMUND Pan Conveyors Fd0a10Document24 pagesAUMUND Pan Conveyors Fd0a10Bruno100% (1)
- BEUMER Bucket ElevatorsDocument12 pagesBEUMER Bucket ElevatorsIsmailNo ratings yet
- Grinding Process Within Vertical Roller Mills Experiment and SimulationDocument5 pagesGrinding Process Within Vertical Roller Mills Experiment and SimulationDirceu Nascimento100% (1)
- Bucket ElevatorsDocument8 pagesBucket ElevatorsmkpqNo ratings yet
- Vertical Roller Mill State of The Art Raw GrindingDocument4 pagesVertical Roller Mill State of The Art Raw GrindingzementheadNo ratings yet
- 1.1 Design Features of Bucket Elevator: Package M10: Auxiliary Equipment - Maintenance and RepairDocument56 pages1.1 Design Features of Bucket Elevator: Package M10: Auxiliary Equipment - Maintenance and RepairDilnesa EjiguNo ratings yet
- Raw Mill Vertical Roller Mill PDFDocument58 pagesRaw Mill Vertical Roller Mill PDFganong itbNo ratings yet
- MARCH 17, 2017: India's Biggest OK™ Mill - A Story of Reliable Operations and Smoother PerformanceDocument2 pagesMARCH 17, 2017: India's Biggest OK™ Mill - A Story of Reliable Operations and Smoother PerformanceRahul RoyNo ratings yet
- Loesche-Mills: For Cement Raw MaterialDocument28 pagesLoesche-Mills: For Cement Raw Materialboyka yuriNo ratings yet
- Raw Mill InspectionDocument20 pagesRaw Mill InspectionAtiq Ur RehmanNo ratings yet
- Bucket Elevator Vs AirliftDocument10 pagesBucket Elevator Vs AirliftSunil D Pujari100% (1)
- Vertical Roller MillDocument2 pagesVertical Roller MillAhmed Younis0% (2)
- Vibration Analysis of Rotary Cement Kiln Using Fin 2Document5 pagesVibration Analysis of Rotary Cement Kiln Using Fin 2nunchakuNo ratings yet
- PFC - The Great CoolerDocument47 pagesPFC - The Great CoolerM.IBRAHEEM100% (1)
- Heat correction of kiln cranks is cost effectiveDocument4 pagesHeat correction of kiln cranks is cost effectiveMohamed Shehata100% (2)
- 23 HaverDocument36 pages23 HaverkonstantasNo ratings yet
- Rotary Kiln Reconditioning Tyre and Roller GrindingDocument8 pagesRotary Kiln Reconditioning Tyre and Roller GrindingTiago CamposNo ratings yet
- The OK-Mill: Proven Roller Technology for Energy Efficient Cement and Slag GrindingDocument52 pagesThe OK-Mill: Proven Roller Technology for Energy Efficient Cement and Slag GrindingYhaneNo ratings yet
- A4-P 1.0 enDocument53 pagesA4-P 1.0 enmkpq100% (1)
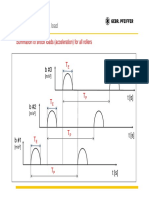
- Shock Load Roller MillDocument1 pageShock Load Roller MillrecaiNo ratings yet
- Bag House Differential Pressure: Key Indicator of Operation and TroubleshootingDocument8 pagesBag House Differential Pressure: Key Indicator of Operation and TroubleshootingZegera Mgendi100% (2)
- Mini Plant Training Material: Air SlidesDocument28 pagesMini Plant Training Material: Air Slidesbulentbulut100% (2)
- OK MillDocument52 pagesOK MillHazem Hasan100% (2)
- 02 Plant OverviewDocument15 pages02 Plant OverviewErnestoAlonsoCornejoChambi100% (1)
- Vertical Roller Mills 01Document6 pagesVertical Roller Mills 01Kariem R Noweer100% (1)
- Mechanical Vibrations & Balancing of MachinesDocument1 pageMechanical Vibrations & Balancing of Machinesjaved alamNo ratings yet
- Proceedings Rev A English - Print ResDocument130 pagesProceedings Rev A English - Print ResRaúl Marcelo Veloz100% (1)
- 01.0 - 22146.002E - Hydraulic SystemDocument126 pages01.0 - 22146.002E - Hydraulic SystemShariq Khan100% (1)
- G-B: Understanding the FK PumpDocument9 pagesG-B: Understanding the FK PumpMehmet CNo ratings yet
- Bag Filter ComponentsDocument6 pagesBag Filter ComponentsAhmad Dagamseh100% (2)
- Bucket ElevatorsDocument16 pagesBucket Elevatorssdmel100% (3)
- ResumeDocument3 pagesResumeHari Prathap ReddyNo ratings yet
- Size:: Every Kiln Has The Following ComponentsDocument10 pagesSize:: Every Kiln Has The Following ComponentsShehabul Hasan MamunNo ratings yet
- Training Conveyor Belts to Run StraightDocument4 pagesTraining Conveyor Belts to Run StraightAk AbdulwahabNo ratings yet
- Maag Cem Drive Built To PerformDocument4 pagesMaag Cem Drive Built To PerformMuhammadNo ratings yet
- R A R F U: % Passing Size, M Feed Coarse FinesDocument3 pagesR A R F U: % Passing Size, M Feed Coarse FinesAli HüthütNo ratings yet
- Screw Conveyor Design Analysis MatlabDocument21 pagesScrew Conveyor Design Analysis Matlabavinash1987No ratings yet
- Loesche Round Table VICATDocument20 pagesLoesche Round Table VICATrecaiNo ratings yet
- Hydraulic Cylinder Maintenance ChecklistDocument10 pagesHydraulic Cylinder Maintenance Checklisthaziq100% (1)
- Air SlideDocument2 pagesAir SlideEnmasGB SuitNo ratings yet
- Machines and Processes For The Cement IndustryDocument19 pagesMachines and Processes For The Cement IndustryAli Alshaqah100% (1)
- Chuong 2-Roller MillDocument24 pagesChuong 2-Roller MillAmit Sharma0% (1)
- MS 300 Belt Selection FactorsDocument22 pagesMS 300 Belt Selection FactorsaldoarthoNo ratings yet
- FLS - Ball Mill Liners Brochure - DIGITALDocument9 pagesFLS - Ball Mill Liners Brochure - DIGITALaliNo ratings yet
- Sturt Air ClassifierDocument6 pagesSturt Air ClassifierHenry Vladimir VianchaNo ratings yet
- Hot Kiln SurveyDocument2 pagesHot Kiln SurveyHenok Moges KassahunNo ratings yet
- Bucket Elevators: Installation and Operation ManualDocument20 pagesBucket Elevators: Installation and Operation Manualboyka yuriNo ratings yet
- AC DC kilns compared for cement applicationsDocument10 pagesAC DC kilns compared for cement applicationsPrateek SinghNo ratings yet
- Jaypee Cement Project ReportDocument29 pagesJaypee Cement Project ReportPurnendu MishraNo ratings yet
- Collaboration Cuts Costs and Increases Capacity by 35%: CASE: India Cements Limited, ChilamkurDocument4 pagesCollaboration Cuts Costs and Increases Capacity by 35%: CASE: India Cements Limited, ChilamkurjmpbarrosNo ratings yet
- RMH & GrindingDocument132 pagesRMH & Grindingmkpq100% (1)
- Condition monitoring of raw mill sectionDocument2 pagesCondition monitoring of raw mill sectionlaxman JoshiNo ratings yet
- 02 Gear For MillDocument70 pages02 Gear For Milladolfo lalalaNo ratings yet
- Coriolis Part1Document20 pagesCoriolis Part1Krishna Bhanu SinghNo ratings yet
- 2019 Mechanical Maintenance of Rotary Kilns and DryersDocument6 pages2019 Mechanical Maintenance of Rotary Kilns and DryersMario PuenteNo ratings yet
- Beumer Belt Bucket Elevator enDocument8 pagesBeumer Belt Bucket Elevator enLev Maravi MandujanoNo ratings yet
- Rotary Kilns: Transport Phenomena and Transport ProcessesFrom EverandRotary Kilns: Transport Phenomena and Transport ProcessesRating: 4.5 out of 5 stars4.5/5 (4)
- Structural Health MonitoringFrom EverandStructural Health MonitoringDaniel BalageasNo ratings yet
- Baggage Carousels: The Latest Standard in Design and ReliabilityDocument4 pagesBaggage Carousels: The Latest Standard in Design and ReliabilityarhescobarNo ratings yet
- Festo-Hydraulics Advanced LevelDocument164 pagesFesto-Hydraulics Advanced Levelarm43994% (16)
- 02 Kuka Ideenkatalog Digital en PDFDocument182 pages02 Kuka Ideenkatalog Digital en PDFarhescobarNo ratings yet
- L11006 Gripper Chain Brochure Oct 07Document6 pagesL11006 Gripper Chain Brochure Oct 07arhescobarNo ratings yet
- 2005 PT CruiserDocument368 pages2005 PT Cruisererjenkins1No ratings yet
- Chumaceras PDFDocument5 pagesChumaceras PDFdeivis_piedra70No ratings yet
- 2005 PT CruiserDocument368 pages2005 PT Cruisererjenkins1No ratings yet
- Luces Techo JeepDocument14 pagesLuces Techo JeeparhescobarNo ratings yet
- Variador Lte 11625414Document48 pagesVariador Lte 11625414arhescobarNo ratings yet
- Variador Lte 11625414Document48 pagesVariador Lte 11625414arhescobarNo ratings yet
- FMC 105-Tup Bucket Elevators & Elevator BucketsDocument33 pagesFMC 105-Tup Bucket Elevators & Elevator Bucketsarhescobar100% (1)
- 8rxcat-En Rev 9Document428 pages8rxcat-En Rev 9arhescobarNo ratings yet
- Acronis True Image WDEdition UMDocument109 pagesAcronis True Image WDEdition UMarmigeoNo ratings yet
- Industry Life Cycle-Plant Based CaseDocument3 pagesIndustry Life Cycle-Plant Based CaseRachelle BrownNo ratings yet
- NVH Analysis in AutomobilesDocument30 pagesNVH Analysis in AutomobilesTrishti RastogiNo ratings yet
- Lead Magnet 43 Foolproof Strategies To Get More Leads, Win A Ton of New Customers and Double Your Profits in Record Time... (RDocument189 pagesLead Magnet 43 Foolproof Strategies To Get More Leads, Win A Ton of New Customers and Double Your Profits in Record Time... (RluizdasilvaazevedoNo ratings yet
- Merlin Gerin Medium VoltageDocument10 pagesMerlin Gerin Medium VoltagekjfenNo ratings yet
- What Role Can IS Play in The Pharmaceutical Industry?Document4 pagesWhat Role Can IS Play in The Pharmaceutical Industry?Đức NguyễnNo ratings yet
- NH School Employee Criminal Record Check FormDocument2 pagesNH School Employee Criminal Record Check FormEmily LescatreNo ratings yet
- Difference Between Knowledge and SkillDocument2 pagesDifference Between Knowledge and SkilljmNo ratings yet
- Examination: Subject CT5 - Contingencies Core TechnicalDocument7 pagesExamination: Subject CT5 - Contingencies Core TechnicalMadonnaNo ratings yet
- Automatizari Complexe - Laborator Nr. 4: Wind (M/S)Document1 pageAutomatizari Complexe - Laborator Nr. 4: Wind (M/S)Alexandru AichimoaieNo ratings yet
- Job Hazard Analysis TemplateDocument2 pagesJob Hazard Analysis TemplateIzmeer JaslanNo ratings yet
- Literature Review 5Document4 pagesLiterature Review 5api-463653994No ratings yet
- For-tea Tea Parlour Marketing Strategy Targets 40+ DemographicDocument7 pagesFor-tea Tea Parlour Marketing Strategy Targets 40+ Demographicprynk_cool2702No ratings yet
- KL Wellness City LIvewell 360 2023Document32 pagesKL Wellness City LIvewell 360 2023tan sietingNo ratings yet
- Racial and Ethnic Challenges in the UAE vs UKDocument16 pagesRacial and Ethnic Challenges in the UAE vs UKATUL KORINo ratings yet
- Model Paper 1Document4 pagesModel Paper 1Benjamin RohitNo ratings yet
- Alexander Lee ResumeDocument2 pagesAlexander Lee Resumeapi-352375940No ratings yet
- ASM Architecture ASM Disk Group AdministrationDocument135 pagesASM Architecture ASM Disk Group AdministrationVamsi ChowdaryNo ratings yet
- Fact Sheet Rocket StovesDocument2 pagesFact Sheet Rocket StovesMorana100% (1)
- CELF Final ProspectusDocument265 pagesCELF Final ProspectusDealBookNo ratings yet
- Reynold's Number Flow ExperimentDocument8 pagesReynold's Number Flow ExperimentPatrick GatelaNo ratings yet
- Axtraxng™: Networked Access Control Management Software V27.XDocument2 pagesAxtraxng™: Networked Access Control Management Software V27.XChiluvuri VarmaNo ratings yet
- Ultrasonic Inspection Standards for Wrought MetalsDocument44 pagesUltrasonic Inspection Standards for Wrought Metalsdomsoneng100% (1)
- The Punjab Commission On The Status of Women Act 2014 PDFDocument7 pagesThe Punjab Commission On The Status of Women Act 2014 PDFPhdf MultanNo ratings yet
- CVP Solution (Quiz)Document9 pagesCVP Solution (Quiz)Angela Miles DizonNo ratings yet
- Company's Profile Presentation (Mauritius Commercial Bank)Document23 pagesCompany's Profile Presentation (Mauritius Commercial Bank)ashairways100% (2)
- SINGGAR MULIA ENGINEERING HORIZONTAL 2-PHASE SEPARATORDocument3 pagesSINGGAR MULIA ENGINEERING HORIZONTAL 2-PHASE SEPARATORElias EliasNo ratings yet
- A CASE STUDY OF AU SMALL FINANCE BANK'S SHRIRAMPUR BRANCHDocument9 pagesA CASE STUDY OF AU SMALL FINANCE BANK'S SHRIRAMPUR BRANCHprajakta shindeNo ratings yet
- SQL-Problems Solutions PDFDocument11 pagesSQL-Problems Solutions PDFManpreet Singh100% (1)
- UNIT: 01 Housekeeping SupervisionDocument91 pagesUNIT: 01 Housekeeping SupervisionRamkumar RamkumarNo ratings yet
- Pike River Case StudyDocument7 pagesPike River Case StudyGale HawthorneNo ratings yet