You might also like
- Manual de Doctrina Asambleas de DiosDocument97 pagesManual de Doctrina Asambleas de Diosdogocas100% (1)
- Fisica Magnetismo PDFDocument9 pagesFisica Magnetismo PDFBilly PintoNo ratings yet
- Tecnicas de Obturación (Condensacion Lateral y Vertical)Document10 pagesTecnicas de Obturación (Condensacion Lateral y Vertical)IvanNo ratings yet
- Reparacion Freno EstacionamientoDocument13 pagesReparacion Freno EstacionamientoARANNo ratings yet
- Tubos de PVCDocument6 pagesTubos de PVCAmbrosio Lizana MalpartidaNo ratings yet
- Concreto HidraulicoDocument5 pagesConcreto HidraulicoRIKMATT67% (3)
- Soldadura HdpeDocument9 pagesSoldadura HdpeMarco SepúlvedaNo ratings yet
- Universidad Nacional de Ingeniería Facultad de Ingeniería MecánicaDocument71 pagesUniversidad Nacional de Ingeniería Facultad de Ingeniería Mecánicacarlos auvin rojas leonNo ratings yet
- FT Malla Triple TorsiónDocument6 pagesFT Malla Triple TorsiónCésar Augusto Cervera BorjaNo ratings yet
- Tema 1 Biselado de TuberiasDocument22 pagesTema 1 Biselado de TuberiaspilperuNo ratings yet
- NMX C 173 1990Document15 pagesNMX C 173 1990Antonio HerreraNo ratings yet
- MUFADocument8 pagesMUFAChristian GuzmanNo ratings yet
- 012.4 Manual General de Empalmes en Bandas de TextilDocument20 pages012.4 Manual General de Empalmes en Bandas de TextilalexcorvisNo ratings yet
- Soldadura blanda cobreDocument6 pagesSoldadura blanda cobreAngel Ortega100% (1)
- ConstruyeSikuToyoDocument3 pagesConstruyeSikuToyoBenjamin Gandara Riquelme100% (1)
- Manual RT CFPTDocument214 pagesManual RT CFPTmark_59No ratings yet
- Manual de Soldadura Electrica Mig y Tig PDFDocument65 pagesManual de Soldadura Electrica Mig y Tig PDFMarc SolanoNo ratings yet
- Cotizacion InvernaderoDocument11 pagesCotizacion InvernaderoRafaelCamarilloGarcia0% (1)
- Presentacion MantasDocument22 pagesPresentacion MantasAndres100% (1)
- Apuntes LogisticarepDocument65 pagesApuntes LogisticarepzeiiiidaNo ratings yet
- Informe de Espirometría - CDES IBDocument5 pagesInforme de Espirometría - CDES IBDaniel Jesus Huaman MasccoNo ratings yet
- Estudio HidrologicoDocument75 pagesEstudio HidrologicoJhoel DuranNo ratings yet
- Introducción. Vivero Forestal ..Document13 pagesIntroducción. Vivero Forestal ..Pavel Vilca Huaripaucar0% (1)
- Gen Qua Gym 02 213 - 01Document25 pagesGen Qua Gym 02 213 - 01juanceNo ratings yet
- Mguelon Cables MinerosDocument42 pagesMguelon Cables MinerosHowk RiosNo ratings yet
- AcometidaDocument13 pagesAcometidaFranckehitmer JohannesNo ratings yet
- Informe Final 2 ElectrotecniaDocument10 pagesInforme Final 2 ElectrotecniaVargas EliezerNo ratings yet
- Antena SigmaticaDocument2 pagesAntena SigmaticaGaldinoNo ratings yet
- 0017 Flexibles para TuberíasDocument4 pages0017 Flexibles para Tuberíasjose ttolabaNo ratings yet
- TraslapoDocument4 pagesTraslapoManzaneda AdrianNo ratings yet
- Tubería alcantarillado PVCDocument10 pagesTubería alcantarillado PVCJM GonzalezNo ratings yet
- Obturación TermoplastificadaDocument11 pagesObturación TermoplastificadaArturo Vasquez50% (2)
- Faja Plana Senati 2016 HT 02Document12 pagesFaja Plana Senati 2016 HT 02julietchavez418No ratings yet
- Terminación de Silicona QT-III Contráctil en Frío para Cables de 72,5 kVDocument14 pagesTerminación de Silicona QT-III Contráctil en Frío para Cables de 72,5 kVLiz Vilela ArízagaNo ratings yet
- Informe Final EmpalmesDocument8 pagesInforme Final Empalmesjosecab1996No ratings yet
- Instructivo de Instalacion Pantalla en Hilos Cinta TFTO 6132 TFT 352EDocument9 pagesInstructivo de Instalacion Pantalla en Hilos Cinta TFTO 6132 TFT 352Ekmantilla0% (1)
- Mangueras Contra Incendios 1Document58 pagesMangueras Contra Incendios 1Santos Montero PereiraNo ratings yet
- Normas de SoldaduraDocument4 pagesNormas de SoldaduraTIED001No ratings yet
- Tarea 2 Fajas PplanasDocument5 pagesTarea 2 Fajas Pplanasjulietchavez418No ratings yet
- Hoja Técnica Del Colchon Reno 10x12 2 70mm (Galfan+PVC) - 0 50mDocument1 pageHoja Técnica Del Colchon Reno 10x12 2 70mm (Galfan+PVC) - 0 50mJohan LimaNo ratings yet
- Manual de Instalacion OnducoberDocument7 pagesManual de Instalacion Onducoberprometeo_4No ratings yet
- Procedimiento de empalme de cable con plomoDocument13 pagesProcedimiento de empalme de cable con plomobelarmino linares gonzalezNo ratings yet
- Especificaciones Tecnicas - PartidasDocument8 pagesEspecificaciones Tecnicas - PartidasAlexander Paucar MateoNo ratings yet
- Tuberia y Accesorios Iiee - MatusitaDocument6 pagesTuberia y Accesorios Iiee - MatusitaMiguel AngelNo ratings yet
- IS Agua Servidas Drenaje 1Document139 pagesIS Agua Servidas Drenaje 1Elvis TorresNo ratings yet
- Informe Previo 4Document9 pagesInforme Previo 4fidel delacruzNo ratings yet
- Stampi EsDocument32 pagesStampi EsDan VaderNo ratings yet
- Informe Final 2 Electrotecnia UnmsmDocument8 pagesInforme Final 2 Electrotecnia Unmsmjean carlosNo ratings yet
- Soldadura GmawDocument138 pagesSoldadura GmawmigalbertNo ratings yet
- CRSM (Instructivo Instalación)Document5 pagesCRSM (Instructivo Instalación)adanNo ratings yet
- Instructivo para Ejecucion de Mufa RectaDocument18 pagesInstructivo para Ejecucion de Mufa RectaElias Ricardo R PNo ratings yet
- Reparación de secciones de hornoDocument7 pagesReparación de secciones de hornoJavier GutierrezNo ratings yet
- QTIII7663S8Document12 pagesQTIII7663S8HJNo ratings yet
- Prueba Peeling Ypergas Gts-pp1Document6 pagesPrueba Peeling Ypergas Gts-pp1clcarreraNo ratings yet
- Instalacion Correcta de Policarbonato-MonroyDocument13 pagesInstalacion Correcta de Policarbonato-MonroyJENNIFER GOMEZNo ratings yet
- ESP GCF 10x12Document2 pagesESP GCF 10x12humphry davy caballero medinaNo ratings yet
- Construcción de Siku ToyoDocument3 pagesConstrucción de Siku ToyoClaudioMartínezNo ratings yet
- Practico 1 Ejercicios para ResolverDocument6 pagesPractico 1 Ejercicios para Resolverup dawn underNo ratings yet
- Instalación de manga envolvente WPC 65MDocument3 pagesInstalación de manga envolvente WPC 65MmarioortizastudilloNo ratings yet
- Hoja Tecnica Uniones de TuberiasDocument6 pagesHoja Tecnica Uniones de TuberiasamigotNo ratings yet
- Capacitación ConcretosDocument34 pagesCapacitación ConcretosAlyIbarraNo ratings yet
- NMX C 116 1978Document10 pagesNMX C 116 1978Roger Alberto Ramírez RiveraNo ratings yet
- MTC 708Document4 pagesMTC 708borisov2009No ratings yet
- Engrapadora Diseño Pieza 2Document22 pagesEngrapadora Diseño Pieza 2adrian chavNo ratings yet
- INSTALACIÓN TUBERÍAS PVCDocument12 pagesINSTALACIÓN TUBERÍAS PVCDismat SRLNo ratings yet
- DISMAT Manual Inst Tuberias PVCDocument12 pagesDISMAT Manual Inst Tuberias PVCRodicoNo ratings yet
- Memoria Totem 7.00Document8 pagesMemoria Totem 7.00PEDRONo ratings yet
- TrabajoDocument2 pagesTrabajoEsteban García GuillenNo ratings yet
- Que Es Una Terminal de Media TensionDocument14 pagesQue Es Una Terminal de Media TensionBaltazar MartinezNo ratings yet
- Antena WiFi Doble Biquad de 14 DbDocument50 pagesAntena WiFi Doble Biquad de 14 Dbjoinerjs2021No ratings yet
- V-020701201-E796-0006-D - TR-20 ManualDocument61 pagesV-020701201-E796-0006-D - TR-20 ManualjuanceNo ratings yet
- Acopio General de Bobinas 02-07-17Document17 pagesAcopio General de Bobinas 02-07-17juanceNo ratings yet
- Pernos de Anclaje Neutral ResistorsDocument2 pagesPernos de Anclaje Neutral ResistorsjuanceNo ratings yet
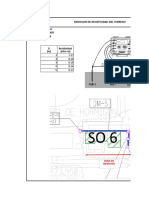
- Medicion Resistividad SO6Document4 pagesMedicion Resistividad SO6juanceNo ratings yet
- Caminata EI - TRT-GYM 12 y 14-10-17 - r1Document3 pagesCaminata EI - TRT-GYM 12 y 14-10-17 - r1juanceNo ratings yet
- Reparacion Cubierta InglesDocument3 pagesReparacion Cubierta InglesjuanceNo ratings yet
- Mail Julio Ruiz 3MDocument3 pagesMail Julio Ruiz 3MjuanceNo ratings yet
- Gen Qua Gym 02 238 - 00Document17 pagesGen Qua Gym 02 238 - 00juanceNo ratings yet
- SyllabusDocument10 pagesSyllabusJose Elias Padilla AbadieNo ratings yet
- ¿Cuál Es Tu Símbolo Según El Calendario Azteca - Matador EspañolDocument26 pages¿Cuál Es Tu Símbolo Según El Calendario Azteca - Matador EspañolIgnacio RamírezNo ratings yet
- Filtro de CerámicaDocument14 pagesFiltro de CerámicaDavid RodasNo ratings yet
- Simulacro PD1 - MD 2023-20Document2 pagesSimulacro PD1 - MD 2023-20JHOJAN CHRISTIAN TAIPE PADILLA0% (1)
- Prob y EstDocument30 pagesProb y EstMATREO NIVNo ratings yet
- PRO-25 Procedimiento Elaboración y Rechazo de Informes v0Document13 pagesPRO-25 Procedimiento Elaboración y Rechazo de Informes v0resp 4922No ratings yet
- Subrasante - Parte 2Document54 pagesSubrasante - Parte 2DiegoVillalbaNo ratings yet
- Compañía DiscográficaDocument5 pagesCompañía DiscográficaMaría PlúasNo ratings yet
- Decd 1434 PDFDocument427 pagesDecd 1434 PDFFrancisco Javier González HernándezNo ratings yet
- Curso de Implantologia OralDocument11 pagesCurso de Implantologia OralVictor ReyesNo ratings yet
- Zamba de amor en vueloDocument4 pagesZamba de amor en vueloAgustín Rafael Yosiura BlancoNo ratings yet
- Estructura de Los MaterialesDocument6 pagesEstructura de Los MaterialesAlbertoAquinoNo ratings yet
- Conexiones de Vacio y Aire ComprimidoDocument28 pagesConexiones de Vacio y Aire Comprimidojzmxg0No ratings yet
- Anexo N°3. MASPS-MN1-IN-3-FR-2 BALANCE DEL ESTADO SOCIALDocument6 pagesAnexo N°3. MASPS-MN1-IN-3-FR-2 BALANCE DEL ESTADO SOCIALangelNo ratings yet
- Las Palabras Mas GrandesDocument263 pagesLas Palabras Mas Grandesdorantes7No ratings yet
- Clase 10 PostgisDocument24 pagesClase 10 PostgisBRAYAN ESTIVEL MAGIN MAMBUSCAYNo ratings yet
- Manual Polar m400Document94 pagesManual Polar m400Susana Galian MelgarejoNo ratings yet
- NCh1649 1996Document9 pagesNCh1649 1996dromdromdromNo ratings yet
- TDR Asistente AdministrativoDocument4 pagesTDR Asistente AdministrativoJulio Tenorio PalominoNo ratings yet
- Guia Informativa Nivel Intermedio B1 Curso 2022 2023 PDFDocument28 pagesGuia Informativa Nivel Intermedio B1 Curso 2022 2023 PDFBrandhol VillenaNo ratings yet