You might also like
- Productivity and Reliability-Based Maintenance Management, Second EditionFrom EverandProductivity and Reliability-Based Maintenance Management, Second EditionNo ratings yet
- 3B202BDocument10 pages3B202BAhmed Dahi100% (1)
- Structured Text CheatsheetDocument1 pageStructured Text CheatsheetMauricio Rodriguez0% (1)
- PMAN635 Course OverviewDocument10 pagesPMAN635 Course OverviewDerrick Antonio GardnerNo ratings yet
- 2021-09-10 - Traffic Analysis Quiz Answers: Executive SummaryDocument2 pages2021-09-10 - Traffic Analysis Quiz Answers: Executive SummaryPraveen RaiNo ratings yet
- POM Past Exam PaperDocument6 pagesPOM Past Exam PapersribintangutaraNo ratings yet
- Productivity Improvement in Construction Site. Modification To ProposalDocument8 pagesProductivity Improvement in Construction Site. Modification To ProposalAbdallaNo ratings yet
- D31PT Exam Hints 2017Document3 pagesD31PT Exam Hints 2017Amir_Jamal_QureshiNo ratings yet
- Additional Practice QuestionDocument6 pagesAdditional Practice QuestionNabin Maharjan100% (1)
- FRAP AssayDocument2 pagesFRAP AssayMayank Tandon94% (17)
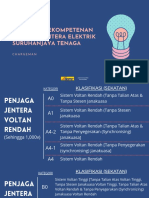
- Kategori Kompeten Penjaga Jentera Elektrik STDocument9 pagesKategori Kompeten Penjaga Jentera Elektrik STAbun ParadoxsNo ratings yet
- Assignment-1 Portakabin Case Study Test QuestionsDocument1 pageAssignment-1 Portakabin Case Study Test QuestionskingofsuperstarNo ratings yet
- Factors Affecting The Construction Productivity: Case Study On A Public Flat Project in SingaporeDocument11 pagesFactors Affecting The Construction Productivity: Case Study On A Public Flat Project in SingaporechenboontaiNo ratings yet
- MM ZG627 Ec-2r First Sem 2017-2018Document1 pageMM ZG627 Ec-2r First Sem 2017-2018UDAYAN BIPINKUMAR SHAHNo ratings yet
- CIB8942Document6 pagesCIB8942Shepherd NhangaNo ratings yet
- Case Study 1 "Megatech, Inc"Document2 pagesCase Study 1 "Megatech, Inc"sunil chauhan100% (1)
- PPC Quiz With AnswerDocument6 pagesPPC Quiz With Answerssanthosh073No ratings yet
- Assignment No. 2 (FPM) Chance of A Lifetime (A Case Study)Document4 pagesAssignment No. 2 (FPM) Chance of A Lifetime (A Case Study)Hamza KhalidNo ratings yet
- 1898 Ford Operations ManagementDocument8 pages1898 Ford Operations ManagementSanthoshAnvekarNo ratings yet
- Microsoft Word - Quality Function DeploymentDocument9 pagesMicrosoft Word - Quality Function DeploymentMuhammad Tahir NawazNo ratings yet
- Mapping of Curriculum - For NAACDocument2 pagesMapping of Curriculum - For NAACjeganrajrajNo ratings yet
- Production and Operation of Management - Education LuckDocument15 pagesProduction and Operation of Management - Education LuckVenkataramanan S100% (1)
- Mee1016 Lean Enterprises and New Manufacturing Technology TH 1.0 37 Mee1016Document3 pagesMee1016 Lean Enterprises and New Manufacturing Technology TH 1.0 37 Mee1016jojo pantherNo ratings yet
- Pull System, JITDocument12 pagesPull System, JIThendmeNo ratings yet
- MGT613 Quiz 1Document11 pagesMGT613 Quiz 1Himansu Sekhar KisanNo ratings yet
- Kapco ReportDocument15 pagesKapco ReportMuzamil NaseemNo ratings yet
- CE404 Civil Engineering Project ManagementDocument2 pagesCE404 Civil Engineering Project Managementshalu R F100% (1)
- 09 KRM Om10 Tif ch07Document53 pages09 KRM Om10 Tif ch07Anonymous L7XrxpeI1zNo ratings yet
- Waste Reduction by Lean Construction - Office Building Case StudyDocument11 pagesWaste Reduction by Lean Construction - Office Building Case StudyLucero Bereche BNo ratings yet
- Assignment 5 - Capacity PlanningDocument1 pageAssignment 5 - Capacity Planningamr onsyNo ratings yet
- MEM SCM Exam Case Study Spring 2018 - Porta Cabin-1Document3 pagesMEM SCM Exam Case Study Spring 2018 - Porta Cabin-1Hassan KhanNo ratings yet
- Introduction To Project Appraisal and ManagementDocument4 pagesIntroduction To Project Appraisal and ManagementnaveedrkhanNo ratings yet
- BA5211 - Data Ananlysis and Bussiness Modelling Lab ManualDocument66 pagesBA5211 - Data Ananlysis and Bussiness Modelling Lab ManualMeena SNo ratings yet
- Queeing Theorem - ExampleDocument5 pagesQueeing Theorem - ExamplebizNo ratings yet
- Cost Estimation-Case Study PDFDocument11 pagesCost Estimation-Case Study PDFTausique Sheikh100% (1)
- ∞ 0 x=e YN μ, σ θ>0 β >0: Question # MS - 01 (10 + 15 (=25 marks) )Document3 pages∞ 0 x=e YN μ, σ θ>0 β >0: Question # MS - 01 (10 + 15 (=25 marks) )Aditya TiwariNo ratings yet
- Zambian Open University: Bba 313 - Operations ResearchDocument6 pagesZambian Open University: Bba 313 - Operations ResearchMASMO SHIYALANo ratings yet
- The Forsite Company Is Screening Three New Product IdeasDocument2 pagesThe Forsite Company Is Screening Three New Product Ideasnaqash sonuNo ratings yet
- Time Management Executive SummaryDocument3 pagesTime Management Executive SummaryEithne FajardoNo ratings yet
- Cisco CaseDocument1 pageCisco CaseShiva BeduduriNo ratings yet
- Assignment On Project ManagementDocument3 pagesAssignment On Project ManagementDhaniram SharmaNo ratings yet
- Syllabus - Lean and Agile ManufacturingDocument2 pagesSyllabus - Lean and Agile ManufacturingjvanandhNo ratings yet
- Chapter 4 and 5: Responsibility CentersDocument30 pagesChapter 4 and 5: Responsibility CentersRajat SharmaNo ratings yet
- Motorola CaseDocument9 pagesMotorola Casegutenmorgen_2001No ratings yet
- Quiz 2Document3 pagesQuiz 2TheMaddox5000100% (1)
- Template For Proposal PreparationDocument6 pagesTemplate For Proposal PreparationAsif KhanNo ratings yet
- Shruti Assignment 1Document22 pagesShruti Assignment 1Shruti SuryawanshiNo ratings yet
- Finite Element Methods: Lecture Module 1-1: IntroductionDocument35 pagesFinite Element Methods: Lecture Module 1-1: IntroductionAhmad Faidhi100% (1)
- Improving Traditional CostDocument8 pagesImproving Traditional CostVinay Vinnu100% (2)
- Capm ProblemsDocument1 pageCapm ProblemsPadyala SriramNo ratings yet
- IrrDocument5 pagesIrrMohmet SaitNo ratings yet
- Regression Analysis For Cost ModellingDocument25 pagesRegression Analysis For Cost ModellingChivantha SamarajiwaNo ratings yet
- Research Paper On Flexible Manufacturing System PDFDocument7 pagesResearch Paper On Flexible Manufacturing System PDFafnhdqfvufitoaNo ratings yet
- Zeru ResearchDocument42 pagesZeru ResearchMohammed AbduNo ratings yet
- Lean Six Sigma Mid-Term Ass Final 1.0Document21 pagesLean Six Sigma Mid-Term Ass Final 1.0era nominNo ratings yet
- Ejercicio 5 - 1 PDFDocument9 pagesEjercicio 5 - 1 PDFChristianGutierrezSulcaNo ratings yet
- Computer Integrated Manufacturing Cat 1Document58 pagesComputer Integrated Manufacturing Cat 1Abid YusufNo ratings yet
- Chap 010Document107 pagesChap 010sucusucu3No ratings yet
- Course Outline Ms Project ManagementDocument2 pagesCourse Outline Ms Project ManagementKhurshid100% (1)
- Project Formulation and AppraisalDocument1 pageProject Formulation and AppraisalSuganyashivraj SuganyaNo ratings yet
- Project Planning NotesDocument13 pagesProject Planning NotesEljah NjoraNo ratings yet
- Assignment 2Document2 pagesAssignment 2Giselle SantosNo ratings yet
- The Global Manufacturing Revolution: Product-Process-Business Integration and Reconfigurable SystemsFrom EverandThe Global Manufacturing Revolution: Product-Process-Business Integration and Reconfigurable SystemsNo ratings yet
- Instruction ListsDocument11 pagesInstruction ListsAamir Ahmed Ali SalihNo ratings yet
- Discussion QuestionsDocument3 pagesDiscussion QuestionsAamir Ahmed Ali SalihNo ratings yet
- DC TestDocument2 pagesDC TestAamir Ahmed Ali SalihNo ratings yet
- Instruction ListsDocument11 pagesInstruction ListsAamir Ahmed Ali SalihNo ratings yet
- DC MotorsDocument12 pagesDC MotorsAamir Ahmed Ali SalihNo ratings yet
- 4 TimersDocument17 pages4 TimersAamir Ahmed Ali SalihNo ratings yet
- Function BlocksDocument43 pagesFunction BlocksAamir Ahmed Ali SalihNo ratings yet
- Project18 Design ReviewDocument17 pagesProject18 Design ReviewAamir Ahmed Ali SalihNo ratings yet
- Losing Humanity - The Case Against Killer RobotsDocument55 pagesLosing Humanity - The Case Against Killer RobotsLeakSourceInfoNo ratings yet
- Industrialautomation 130610121032hhjj Phpapp01Document22 pagesIndustrialautomation 130610121032hhjj Phpapp01n_tinnieNo ratings yet
- Addresses Used in PLCS: The Address in Memory Where The Current Status (1 or 0) ForDocument36 pagesAddresses Used in PLCS: The Address in Memory Where The Current Status (1 or 0) ForAamir Ahmed Ali SalihNo ratings yet
- Working of TransformerDocument48 pagesWorking of Transformersudhir100% (1)
- 4 PLC ProgrammingDocument49 pages4 PLC ProgrammingAamir Ahmed Ali SalihNo ratings yet
- Advantages of Polymers in Terms of The Following CharacteristicsDocument3 pagesAdvantages of Polymers in Terms of The Following CharacteristicsAamir Ahmed Ali SalihNo ratings yet
- The Prototyping Model Is A Systems Development MethodDocument5 pagesThe Prototyping Model Is A Systems Development MethodAamir Ahmed Ali SalihNo ratings yet
- Fig.1 (A) : Basic Circuit (B) Modified CircuitDocument13 pagesFig.1 (A) : Basic Circuit (B) Modified CircuitAamir Ahmed Ali SalihNo ratings yet
- The Prototyping Model Is A Systems Development MethodDocument5 pagesThe Prototyping Model Is A Systems Development MethodAamir Ahmed Ali SalihNo ratings yet
- FusesDocument11 pagesFusesAamir Ahmed Ali SalihNo ratings yet
- Time Delay Relays (TDRS)Document14 pagesTime Delay Relays (TDRS)Aamir Ahmed Ali SalihNo ratings yet
- FusesDocument11 pagesFusesAamir Ahmed Ali SalihNo ratings yet
- 2 CircuitDocument18 pages2 CircuitAamir Ahmed Ali SalihNo ratings yet
- DC DesignDocument13 pagesDC DesignAamir Ahmed Ali SalihNo ratings yet
- Principles of Electrical MachineDocument20 pagesPrinciples of Electrical MachineAamir Ahmed Ali SalihNo ratings yet
- 1 SafetyDocument24 pages1 SafetyAamir Ahmed Ali SalihNo ratings yet
- 1 Principles of MC DesignDocument16 pages1 Principles of MC DesignAamir Ahmed Ali SalihNo ratings yet
- 1 SafetyDocument24 pages1 SafetyAamir Ahmed Ali SalihNo ratings yet
- D.C MachineDocument2 pagesD.C MachineAamir Ahmed Ali SalihNo ratings yet
- Switches PDFDocument19 pagesSwitches PDFAamir Ahmed Ali SalihNo ratings yet
- DesignDocument2 pagesDesignAamir Ahmed Ali SalihNo ratings yet
- Changes and Implications On Contractors & Sub-ContractorsDocument2 pagesChanges and Implications On Contractors & Sub-ContractorsFrd Ohsem Hafr0% (1)
- 022-000015B NvcaDocument229 pages022-000015B NvcaCarlos Terraza OyagaNo ratings yet
- UD150L-40E Ope M501-E053GDocument164 pagesUD150L-40E Ope M501-E053GMahmoud Mady100% (3)
- Statement of AccountDocument45 pagesStatement of AccountSARAVANAN KESAVANNo ratings yet
- PPTDocument24 pagesPPTAbhishek jain80% (5)
- 20e - cTI-60t - TI Pin Converter: Blackhawk™ Jtag Pin ConvertersDocument2 pages20e - cTI-60t - TI Pin Converter: Blackhawk™ Jtag Pin ConvertersvspuriNo ratings yet
- Faculty Recruitment TestDocument8 pagesFaculty Recruitment TestSai Radha KrishnaNo ratings yet
- Catalyser: Magnetic Effects of Electric Current Faculty Sheet SolutionDocument4 pagesCatalyser: Magnetic Effects of Electric Current Faculty Sheet SolutionShalika SinhaNo ratings yet
- Polywithe® - 8000 CLDocument1 pagePolywithe® - 8000 CLsébastien cardinaleNo ratings yet
- NE5521Document9 pagesNE5521Carlos TibussiNo ratings yet
- Chemistry Lab 2 Flame TestsDocument7 pagesChemistry Lab 2 Flame Testshpcoutinho36No ratings yet
- ITW Rust Inhibitive Primer 7CZ Product Data 1469103Document2 pagesITW Rust Inhibitive Primer 7CZ Product Data 1469103rihtak123No ratings yet
- Analysis and Design of Gravity Retaining Structures PDFDocument37 pagesAnalysis and Design of Gravity Retaining Structures PDFChin Tiong LeeNo ratings yet
- How To Build Your Own Solid State OscilloscopeDocument100 pagesHow To Build Your Own Solid State OscilloscopemariopilarNo ratings yet
- Topic 05 All Possible QuestionsDocument9 pagesTopic 05 All Possible QuestionsMaxamed Cabdi KariimNo ratings yet
- A Time To Build: People's Housing in Asia: Photograph By: Yann Arthus-BertrandDocument14 pagesA Time To Build: People's Housing in Asia: Photograph By: Yann Arthus-BertrandarchitectsforumNo ratings yet
- Electrostatic Powder PaintingDocument9 pagesElectrostatic Powder PaintingfirdausNo ratings yet
- Ijesrt: Modelling and Simulation of Solar Photovoltaic Array For Battery Charging Application Using Matlab-SimulinkDocument5 pagesIjesrt: Modelling and Simulation of Solar Photovoltaic Array For Battery Charging Application Using Matlab-Simulinksrinureddy2014No ratings yet
- Camara Vivotek IP7361Document74 pagesCamara Vivotek IP7361TecnoSmartNo ratings yet
- Final Fine Black Sport 06.12.23Document15 pagesFinal Fine Black Sport 06.12.23NATWAR PRAJAPATINo ratings yet
- M795 Spare PartsDocument139 pagesM795 Spare Partsวิรัตน์ อัครอภิโภคีNo ratings yet
- 2014 Product Keys For Autodesk ProductsDocument4 pages2014 Product Keys For Autodesk ProductsNacer AssamNo ratings yet
- Honpe CatalogueDocument23 pagesHonpe CatalogueGrupo XDSNo ratings yet
- Difference Between Forging and CastingDocument2 pagesDifference Between Forging and CastingMOHAMMAD ALINo ratings yet
- Lab-Java Programming Intro IDocument83 pagesLab-Java Programming Intro IHeavenlyPlanetEarth80% (5)
- Luminaria Terex RL4Document112 pagesLuminaria Terex RL4JuanJose Ore MuchaNo ratings yet
- GP2500S/GP2501S - STN Color: Pro-Face Graphic Operator InterfacesDocument2 pagesGP2500S/GP2501S - STN Color: Pro-Face Graphic Operator Interfacesthanh_cdt01No ratings yet