You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Astm b850 PDFDocument3 pagesAstm b850 PDFzhiqianxuNo ratings yet
- 1 SS PP 005Document18 pages1 SS PP 005sanketNo ratings yet
- Astm B601Document5 pagesAstm B601David RivadeneiraNo ratings yet
- Cladding PDFDocument6 pagesCladding PDFlibid_rajNo ratings yet
- 1 Engg DBD PP 010Document19 pages1 Engg DBD PP 010sanketNo ratings yet
- 32 Samss 007Document38 pages32 Samss 007sanketNo ratings yet
- Endodontic InstrumenDocument18 pagesEndodontic InstrumenHitesh ChopraNo ratings yet
- Limits and State of The Art of The New Creep Resistant SteelsDocument64 pagesLimits and State of The Art of The New Creep Resistant SteelsRené Galbraith BerraNo ratings yet
- Multiple PQR QualificationDocument4 pagesMultiple PQR QualificationKarthikeyan ShanmugavelNo ratings yet
- Radiographic Testing ProcedureDocument8 pagesRadiographic Testing ProcedureRai Singh MalhiNo ratings yet
- CAMP Price List 2013Document11 pagesCAMP Price List 2013Gerry Dominguez100% (1)
- HardenabilityDocument86 pagesHardenabilityKonrad AdamNo ratings yet
- Calibration Certi DFT Gauge - Paint Report Lot 02Document6 pagesCalibration Certi DFT Gauge - Paint Report Lot 02sanketNo ratings yet
- 1 Engg DBD ST 010Document11 pages1 Engg DBD ST 010sanketNo ratings yet
- Bucket Elevator Inspection and Test PlanDocument5 pagesBucket Elevator Inspection and Test PlansanketNo ratings yet
- Conveyor Inspection and Test PlanDocument5 pagesConveyor Inspection and Test PlansanketNo ratings yet
- Asmesection Viii-Div-1& 2Document7 pagesAsmesection Viii-Div-1& 2sanketNo ratings yet
- Muscles Anatomy: Singleg GlutebridgDocument1 pageMuscles Anatomy: Singleg GlutebridgsanketNo ratings yet
- Aws D1.1-D1.1M (R) - 2015 2Document1 pageAws D1.1-D1.1M (R) - 2015 2sanketNo ratings yet
- ASME 31.3 - 2016 VT, UtDocument2 pagesASME 31.3 - 2016 VT, UtsanketNo ratings yet
- Oxygen Level in Purging Gas During Welding of Duplex Stainless Steel - Google GroupsDocument6 pagesOxygen Level in Purging Gas During Welding of Duplex Stainless Steel - Google GroupssanketNo ratings yet
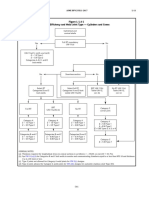
- Figure L-1.4-1 Joint Efficiency and Weld Joint Type - Cylinders and ConesDocument4 pagesFigure L-1.4-1 Joint Efficiency and Weld Joint Type - Cylinders and ConessanketNo ratings yet
- PDFDocument50 pagesPDFJosé Ramón Villa BernalNo ratings yet
- 481-Medium Voltage Power CablesDocument2 pages481-Medium Voltage Power Cablesopplus33% (3)
- Epoxy Paint SpecificationDocument4 pagesEpoxy Paint SpecificationSUBHOMOYNo ratings yet
- Development and Evaluation of An Onion Peeling MachineDocument17 pagesDevelopment and Evaluation of An Onion Peeling MachineAdel BahnasawyNo ratings yet
- N - Metric SizeDocument10 pagesN - Metric SizeTheEdgeNo ratings yet
- Arktite CPP - CPS Plugs and ReceptaclesDocument4 pagesArktite CPP - CPS Plugs and ReceptaclesHoangNo ratings yet
- CamMet Metal Filter PDFDocument1 pageCamMet Metal Filter PDFenterVNo ratings yet
- Product BrochureDocument16 pagesProduct Brochurevishnu300022No ratings yet
- Advanced Welding 2 PDFDocument7 pagesAdvanced Welding 2 PDFhalumsonaNo ratings yet
- Selective Dissolution of Austenite in 304 by Bacterial ActivityDocument3 pagesSelective Dissolution of Austenite in 304 by Bacterial ActivityDavid Andres Cañas SuarezNo ratings yet
- Silica FiltersDocument4 pagesSilica FiltersAndres AvNo ratings yet
- User Manual: Selective Pulse Metal Detector "Chance"Document4 pagesUser Manual: Selective Pulse Metal Detector "Chance"Bill CheimarasNo ratings yet
- Basic Mechanical Engineering MCQ PDF Part 3Document10 pagesBasic Mechanical Engineering MCQ PDF Part 3kibrom atsbhaNo ratings yet
- Dictionary of Chemicals and Raw Products Used in The Manufacture of Paints 1901Document424 pagesDictionary of Chemicals and Raw Products Used in The Manufacture of Paints 1901OceanNo ratings yet
- Cipec PDFDocument11 pagesCipec PDFMario LopezNo ratings yet
- Instrument ListDocument266 pagesInstrument ListdevsysNo ratings yet
- Chemistry Investigatory ProjectDocument14 pagesChemistry Investigatory ProjectKrishna TiwariNo ratings yet
- 215R 74Document24 pages215R 74Catalin BoroianuNo ratings yet
- Crossmaster UsaDocument28 pagesCrossmaster Usasolomon brownNo ratings yet
- WPS and MOS For Welder TestDocument8 pagesWPS and MOS For Welder TestDo Van HUNGNo ratings yet
- Material With Specific Magnetic PropertiesDocument23 pagesMaterial With Specific Magnetic PropertiesFiki FirdausNo ratings yet