You might also like
- Instalación y Configuración de ZimbraDocument26 pagesInstalación y Configuración de ZimbraMarcelo Paez GarridoNo ratings yet
- 632 - Ingenieria de PlantasDocument5 pages632 - Ingenieria de PlantasMaldonado Bianca0% (1)
- Hoja de Trabajo 8Document2 pagesHoja de Trabajo 8Brando MoralesNo ratings yet
- Ejercicio 7 - Entrega 4Document18 pagesEjercicio 7 - Entrega 4Ricardo Arturo Rodríguez SusañaNo ratings yet
- Ejercicios 4Document3 pagesEjercicios 4ROSA VALERIA HUAMANI QUISPE0% (1)
- Ejercicios de CapacidadDocument19 pagesEjercicios de CapacidadAndré CalderónNo ratings yet
- Tallerpl 1 2019Document10 pagesTallerpl 1 2019Juan Sebastian Graciano0% (1)
- Seguridad en La Operación de Maquinarias PesadasDocument18 pagesSeguridad en La Operación de Maquinarias PesadasEdward Cayetano Arreaga100% (1)
- Crucetas GMB HDDocument6 pagesCrucetas GMB HDIsaac Giron50% (2)
- TEA ¿Qué Es TEA?: Caso PrácticoDocument2 pagesTEA ¿Qué Es TEA?: Caso PrácticoestifsuaresNo ratings yet
- Robert Wagner, Fabian Avellaneda, Luis Martinez Rwagner80@unisalle - Edu.co, Oavellaneda42@unisalle - Edu.co - Lumartinez65@unisalle - Edu.coDocument15 pagesRobert Wagner, Fabian Avellaneda, Luis Martinez Rwagner80@unisalle - Edu.co, Oavellaneda42@unisalle - Edu.co - Lumartinez65@unisalle - Edu.coFabian AvellanedaNo ratings yet
- Guion Del SociodramaDocument1 pageGuion Del SociodramaElida Yara Tucto EncarnaciónNo ratings yet
- Ejercicio (Capacidad)Document1 pageEjercicio (Capacidad)mary0% (1)
- Proyecto Final Burger JhamDocument22 pagesProyecto Final Burger JhamFeos pero GraciososNo ratings yet
- Caso 3 Ferre Media Group SpanDocument6 pagesCaso 3 Ferre Media Group SpanJimmy leon carmigniani100% (1)
- Espinal David 2A Inventario SaborizantesDocument4 pagesEspinal David 2A Inventario SaborizantesDavid Gerardo EspinalNo ratings yet
- Trabajo de CompetenciaDocument7 pagesTrabajo de CompetenciaAny Sofía100% (1)
- Base de Datos EjerciciosDocument2 pagesBase de Datos EjerciciosMarkos Sandoval100% (1)
- Morgan. Cap-3 OrgDocument40 pagesMorgan. Cap-3 OrgNely PerezNo ratings yet
- Esquina NoroesteDocument2 pagesEsquina NoroesteMariaNo ratings yet
- La Valentía - Reardon-Red PDFDocument7 pagesLa Valentía - Reardon-Red PDFJhonan NuñezNo ratings yet
- Problemas de Alex y mejoras de productividad en plantaDocument6 pagesProblemas de Alex y mejoras de productividad en plantaJorgest Luis LemaNo ratings yet
- Cap2-Trabajo de Diseño de OperacionesDocument20 pagesCap2-Trabajo de Diseño de OperacionesPiero Armanza CoronadoNo ratings yet
- Catalogo ReckittDocument40 pagesCatalogo ReckittFernando LoveraNo ratings yet
- Act1 T2 Exámen de AutoevaluaciónDocument4 pagesAct1 T2 Exámen de AutoevaluaciónAlmacen chilchotaNo ratings yet
- Objetivo GeneralDocument5 pagesObjetivo Generalyesica_blancoNo ratings yet
- Unidad 02 Suplemento Modulo #2 EjerciciosDocument15 pagesUnidad 02 Suplemento Modulo #2 EjerciciosBastianRodriguezNo ratings yet
- Ejercicios Costos Abc para SubirDocument3 pagesEjercicios Costos Abc para SubirAngie Lizeth CALDERON GORDO100% (1)
- 4 Funcion de La Produccion 2017Document64 pages4 Funcion de La Produccion 2017Enrique Gregorio Carhuay PampasNo ratings yet
- ADO Participacion 5Document14 pagesADO Participacion 5HumbertoNo ratings yet
- Análisis Lecturas AMEFDocument11 pagesAnálisis Lecturas AMEFAnonymous 9eluKdK2P0% (1)
- Productividad factores, FPP y costes oportunidad cultivosDocument2 pagesProductividad factores, FPP y costes oportunidad cultivosAlejandro LondoñoNo ratings yet
- Caso DellDocument5 pagesCaso DellMelissa EscobarNo ratings yet
- Actividad #11Document2 pagesActividad #11Gabriela mite100% (1)
- Articulo OpinionDocument5 pagesArticulo OpinionLP GalvisNo ratings yet
- Jacobsohn - Bayo - Diccionario Competencias EmprendedorasDocument21 pagesJacobsohn - Bayo - Diccionario Competencias Emprendedorasdebyfredes100% (1)
- Piratas de Silicon ValleyDocument2 pagesPiratas de Silicon ValleyAlan VidalNo ratings yet
- Ege GestionDocument4 pagesEge GestionRoberto Carlos Mogollón AtocheNo ratings yet
- Taller Equilibrio Del Mercado y ElasticidadesDocument5 pagesTaller Equilibrio Del Mercado y ElasticidadesMARIANo ratings yet
- Semana 4.1. Planeamiento de Capacidad.Document36 pagesSemana 4.1. Planeamiento de Capacidad.Carysel XinitaNo ratings yet
- Analisis de Costos en La Micro y Pequeña EmpresaDocument41 pagesAnalisis de Costos en La Micro y Pequeña EmpresaAnonymous szhkKLNo ratings yet
- 1.a. Solucion Ejercicio Producto Total, Medio y MarginalDocument1 page1.a. Solucion Ejercicio Producto Total, Medio y MarginalYamilet Maria InquillaNo ratings yet
- Elementos Del Sistema LogisticoDocument9 pagesElementos Del Sistema LogisticoCynthia TalaveraNo ratings yet
- Ejercicios Admin ProDocument8 pagesEjercicios Admin Proana alvarezNo ratings yet
- Análisis de productividad y procesos de fabricación en laboratorios de Ingeniería IndustrialDocument26 pagesAnálisis de productividad y procesos de fabricación en laboratorios de Ingeniería IndustrialHenry E. HerreraNo ratings yet
- Ejemplo de Diagramas DFDDocument21 pagesEjemplo de Diagramas DFDCuenca Navarrete LeonoNo ratings yet
- Guia MAPA-DE-EMPATIA PDFDocument2 pagesGuia MAPA-DE-EMPATIA PDFcarlos0% (1)
- Catalogo Tarjeta Tarija Joven 2023-1Document35 pagesCatalogo Tarjeta Tarija Joven 2023-1Facundo :jNo ratings yet
- GuiaInvOpe TerceraParteDocument12 pagesGuiaInvOpe TerceraParteJuan Carlos Gil CamposNo ratings yet
- Problemas JITDocument1 pageProblemas JITCuachayo70No ratings yet
- Administracion de Operaciones Ejercicios Resueltoslee Krajewski Larry Ritzman y Manoj MalhotraDocument34 pagesAdministracion de Operaciones Ejercicios Resueltoslee Krajewski Larry Ritzman y Manoj MalhotraMalena PeñaNo ratings yet
- Economía Cap.11Document19 pagesEconomía Cap.11Jeremy Vera GalvezNo ratings yet
- Ensayo Ley de Little PDFDocument2 pagesEnsayo Ley de Little PDFJuanfe Salazar AyalaNo ratings yet
- Ejercicios Sesión 6 Propuestos ADocument12 pagesEjercicios Sesión 6 Propuestos Agenaro ylma bancesNo ratings yet
- Prueba Del SignoDocument5 pagesPrueba Del SignoKevin Orlando Romero TacuriNo ratings yet
- Administracion de La CapacidadDocument5 pagesAdministracion de La CapacidadEsmeralda ValdezNo ratings yet
- Practica de Matematica DiscretaDocument3 pagesPractica de Matematica Discretabrandol lopèz100% (1)
- Vsip - Info - Ejercicios Curva de Aprendizaje PDF FreeDocument19 pagesVsip - Info - Ejercicios Curva de Aprendizaje PDF FreeHEINER JULIAN GomezNo ratings yet
- Ejercicios 2 CorteDocument28 pagesEjercicios 2 CorteRonald Obeid Manjarres100% (4)
- Ejercicio 3 - Revisión de Elementos Del Just in Time - LeanDocument4 pagesEjercicio 3 - Revisión de Elementos Del Just in Time - LeanMarcela SarmientoNo ratings yet
- Tarea 4informe Estrategias de ProduccionDocument9 pagesTarea 4informe Estrategias de ProduccionArmando CantilloNo ratings yet
- 01 Segmentación Del MercadoDocument2 pages01 Segmentación Del MercadoLeonardo García PradoNo ratings yet
- 02 Factores Internos y ExternosDocument2 pages02 Factores Internos y ExternosLeonardo García PradoNo ratings yet
- Origenes y Evolución de La AdministraciónDocument4 pagesOrigenes y Evolución de La AdministraciónLeonardo García PradoNo ratings yet
- Razones ConceptoDocument2 pagesRazones ConceptoLeonardo García PradoNo ratings yet
- Definición y Funciones Del AdministradorDocument2 pagesDefinición y Funciones Del AdministradorLeonardo García PradoNo ratings yet
- SEIRI-SELECCIONARDocument5 pagesSEIRI-SELECCIONARLeonardo García PradoNo ratings yet
- Concep Admin y TiposDocument2 pagesConcep Admin y TiposLeonardo García PradoNo ratings yet
- Origenes y Evolución de La AdministraciónDocument4 pagesOrigenes y Evolución de La AdministraciónLeonardo García PradoNo ratings yet
- 02 Factores Internos y ExternosDocument2 pages02 Factores Internos y ExternosLeonardo García PradoNo ratings yet
- Concepto de Población Infinita y FinitaDocument3 pagesConcepto de Población Infinita y FinitaLeonardo García PradoNo ratings yet
- Recomendaciones Implementación de 5 SDocument16 pagesRecomendaciones Implementación de 5 SLeonardo García PradoNo ratings yet
- Concepto de Estadística y AplicaciónDocument5 pagesConcepto de Estadística y AplicaciónLeonardo García PradoNo ratings yet
- Números EnterosDocument1 pageNúmeros EnterosLeonardo García PradoNo ratings yet
- 00 Introd A Las 5 SDocument7 pages00 Introd A Las 5 SLeonardo García PradoNo ratings yet
- Números irracionales: π, raíces y másDocument1 pageNúmeros irracionales: π, raíces y másLeonardo García PradoNo ratings yet
- Números NaturalesDocument1 pageNúmeros NaturalesLeonardo García PradoNo ratings yet
- Que Son Los Números RealesDocument2 pagesQue Son Los Números RealesLeonardo García PradoNo ratings yet
- Números RacionalesDocument1 pageNúmeros RacionalesLeonardo García PradoNo ratings yet
- Ciclo de AguaDocument1 pageCiclo de AguaLeonardo García PradoNo ratings yet
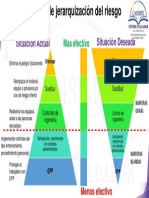
- Niveles de Jerarquización de Riesgos en Seguridad IndustrialDocument1 pageNiveles de Jerarquización de Riesgos en Seguridad IndustrialLeonardo García PradoNo ratings yet
- Presentación Balanceo de LineasDocument21 pagesPresentación Balanceo de LineasLeonardo García Prado100% (3)
- Triángulo de Jerarquización para EPP Seguridad IndustrialDocument1 pageTriángulo de Jerarquización para EPP Seguridad IndustrialLeonardo García PradoNo ratings yet
- CalderasDocument14 pagesCalderasLeonardo García PradoNo ratings yet
- Clase Muestra Cadena de Suministros.Document35 pagesClase Muestra Cadena de Suministros.Leonardo García PradoNo ratings yet
- CalderasDocument14 pagesCalderasLeonardo García PradoNo ratings yet
- Presaberes Gestion EmpresarialDocument8 pagesPresaberes Gestion EmpresarialCarlos Espinosa VergaraNo ratings yet
- Justificante Recogida Mercancía para Abono: Ì0UW6KM1NLICT3V3WI60FH43FÎDocument3 pagesJustificante Recogida Mercancía para Abono: Ì0UW6KM1NLICT3V3WI60FH43FÎAsterix el GaloNo ratings yet
- Ley 860 de 2003 Reforma Sistema General de PensionesDocument8 pagesLey 860 de 2003 Reforma Sistema General de PensionesYolanda MartinezNo ratings yet
- Diapositivas Trazado de Rutas - Caminos IDocument15 pagesDiapositivas Trazado de Rutas - Caminos IRaul Edgar Castillejo MelgarejoNo ratings yet
- Ficha Tecnica Chevrolet Sail Sedan 3 2014Document2 pagesFicha Tecnica Chevrolet Sail Sedan 3 2014Dylan Sneyder Garcia50% (2)
- Cédula de Notificación 00000005-2022-5765-02-003Document1 pageCédula de Notificación 00000005-2022-5765-02-003guiral groupNo ratings yet
- Mapa ConceptualDocument2 pagesMapa ConceptualHarvi Varon RamosNo ratings yet
- Analisis TQCDocument4 pagesAnalisis TQCDaniel CatacheNo ratings yet
- 2 Valor Del Dinero en El Tiempo Tasas de Interés y Descuento SETIEMBRE 2021Document97 pages2 Valor Del Dinero en El Tiempo Tasas de Interés y Descuento SETIEMBRE 2021CocoCastilloNo ratings yet
- Dispositivos de entrada y salida de una PCDocument3 pagesDispositivos de entrada y salida de una PCSteveenGCNo ratings yet
- Impact Mapping, User History, Flujograma, Diseño AppDocument6 pagesImpact Mapping, User History, Flujograma, Diseño AppSantisteban Callacna FjNo ratings yet
- Técnicas de ConteoDocument6 pagesTécnicas de ConteoAdriana LópezNo ratings yet
- Guia de Aprendizaje 1 PDFDocument3 pagesGuia de Aprendizaje 1 PDFyek_aela_95No ratings yet
- AGA SISTEMAS DE INFORMACIÓN (Enviar)Document18 pagesAGA SISTEMAS DE INFORMACIÓN (Enviar)Gaby R. CárdenasNo ratings yet
- Mejora servicio agua riego AngasmarcaDocument2 pagesMejora servicio agua riego AngasmarcarenzoNo ratings yet
- Sunfire 240g/L insecticida efectivoDocument3 pagesSunfire 240g/L insecticida efectivoGothardo Casanova TorresNo ratings yet
- Ejercicios de Punto de EquilibrioDocument13 pagesEjercicios de Punto de EquilibrioAna Laura Gallardo100% (2)
- Entorno EconómicoDocument7 pagesEntorno EconómicoDiego Alan NavarreteNo ratings yet
- Hacer Del SGSST PDFDocument17 pagesHacer Del SGSST PDFleidyyuliethjaramillo7No ratings yet
- Normatividad vigente SST ColombiaDocument2 pagesNormatividad vigente SST ColombiaYOICESMID TORO ZULUAGANo ratings yet
- Fallo Camara Nacional de Apelaciones Del Trabajo Sala 8 Elecciones Comercio 2018Document7 pagesFallo Camara Nacional de Apelaciones Del Trabajo Sala 8 Elecciones Comercio 2018Anonymous 6qGEFdNo ratings yet
- Unidad 2 FEDocument91 pagesUnidad 2 FELuana GómezNo ratings yet
- Contabilización de Operaciones Comerciales y Financieras.: Luz Elena Silva CastroDocument2 pagesContabilización de Operaciones Comerciales y Financieras.: Luz Elena Silva CastroGOMEZ JUANNo ratings yet
- Análisis cinemático mecanismosDocument25 pagesAnálisis cinemático mecanismosJhon SánchezNo ratings yet
- 1.trabajo - Red de Tuberías de GasDocument13 pages1.trabajo - Red de Tuberías de GasJesus BolivarNo ratings yet
- Formato Solicitud Promocion y PrevencionDocument2 pagesFormato Solicitud Promocion y PrevencionNohek HaNo ratings yet
- Usos Del Ácido Láctico-1Document3 pagesUsos Del Ácido Láctico-1amiraNo ratings yet
- Calificacion de FaltaDocument7 pagesCalificacion de FaltaODALY URBINANo ratings yet