You might also like
- Informe Jumbo - Gestion de EmpresasDocument28 pagesInforme Jumbo - Gestion de EmpresasNicolas Sebastian50% (4)
- Determinacion Del Angulo de Reposo y Coeficiente de Friccion de HarinasDocument12 pagesDeterminacion Del Angulo de Reposo y Coeficiente de Friccion de HarinasCliver Quispe Mamani100% (1)
- Método EPA 3050B (Español)Document13 pagesMétodo EPA 3050B (Español)Paola Solange Cardozo CastilloNo ratings yet
- Granulometría para Material de Base y SubbaseDocument6 pagesGranulometría para Material de Base y SubbasePablo Luis Mendivil Padilla0% (1)
- Auditoria Energetica Bloque de Viviendas MadridDocument133 pagesAuditoria Energetica Bloque de Viviendas MadridNicolas Sebastian100% (1)
- Fisiología I - Práctica No. 2Document7 pagesFisiología I - Práctica No. 2Flor LopezNo ratings yet
- Folleto Tecnico Arcus GlobalDocument13 pagesFolleto Tecnico Arcus GlobalHenry Fernando Valencia Rodriguez100% (1)
- 28 Práctica4Document16 pages28 Práctica4Jesús Rafael Benites RamosNo ratings yet
- Práctica 4 - Equipo Azul OscuroDocument16 pagesPráctica 4 - Equipo Azul OscuroJesús Rafael Benites RamosNo ratings yet
- 5 EMM Bandas Tablas GrupoDocument56 pages5 EMM Bandas Tablas GrupoPato LucasNo ratings yet
- Informe Análisis Granulométrico de Los Agregados Grueso y Fino Report Granulometric Analysis of Coarse and Fine AggregatesDocument5 pagesInforme Análisis Granulométrico de Los Agregados Grueso y Fino Report Granulometric Analysis of Coarse and Fine AggregatesAura Marcela Castelblanco CastroNo ratings yet
- Análisis Granulométrico de Los Agregados Grueso y FinoDocument5 pagesAnálisis Granulométrico de Los Agregados Grueso y FinoCamilo CristanchoNo ratings yet
- Lab. 5 Granulometria Finos y Gruesos Por TamizadoDocument20 pagesLab. 5 Granulometria Finos y Gruesos Por TamizadoCamilo PakanNo ratings yet
- Informe de Eficiencia de ZarandaDocument10 pagesInforme de Eficiencia de ZarandaEd LCNo ratings yet
- Pequeña Práctica Sobre DensidadesDocument6 pagesPequeña Práctica Sobre DensidadesMarcelo Espinar MelgarejoNo ratings yet
- Peso VolumetricoDocument13 pagesPeso Volumetricoenrique loyolaNo ratings yet
- Modelo de Un Molino de Caña de Azucar (Versión Completa)Document45 pagesModelo de Un Molino de Caña de Azucar (Versión Completa)sanpornuNo ratings yet
- Análisis Granulométrico Por Tamizado.Document9 pagesAnálisis Granulométrico Por Tamizado.Marco LeonNo ratings yet
- Informe 4 - CaracterizacionDocument3 pagesInforme 4 - CaracterizacionKaren CarvajalNo ratings yet
- p2 Valor de Soporte de California y Expansón en LaboratorioDocument22 pagesp2 Valor de Soporte de California y Expansón en LaboratorioMarisel Dzib RamirezNo ratings yet
- Informe GranulometriaDocument6 pagesInforme GranulometriaSmilet FlorezNo ratings yet
- Mezcla de SuelosDocument40 pagesMezcla de Suelosluz mireyaNo ratings yet
- Ensayos de Resistencia y Estabilidad de PavimentosDocument10 pagesEnsayos de Resistencia y Estabilidad de Pavimentosjailine tarquiNo ratings yet
- GRUPO 4 - Bloque III Laboratorio de PavimentosDocument51 pagesGRUPO 4 - Bloque III Laboratorio de PavimentosDorys Rojas GutierrezNo ratings yet
- Informe 1 Proce 2 2017Document23 pagesInforme 1 Proce 2 2017JazmínARNo ratings yet
- Laboratorio Estabilidad GranularDocument8 pagesLaboratorio Estabilidad GranularPipeCivil100% (1)
- CALIFICADO-Carlos Fernando Puerto-Lab 3-Coeficiente de Fricción-LENTEJADocument9 pagesCALIFICADO-Carlos Fernando Puerto-Lab 3-Coeficiente de Fricción-LENTEJALuisa Fernanda Marin TrianaNo ratings yet
- Practica 3. Granulometría Metodo MecánicoDocument26 pagesPractica 3. Granulometría Metodo MecánicoAustin sanchezNo ratings yet
- Clasificacion de Suelos, Mecanica de Suelos Laboratorio UniversidadDocument5 pagesClasificacion de Suelos, Mecanica de Suelos Laboratorio UniversidadFELIPE LEYTONNo ratings yet
- Mejía Álvaro - Práctica de Laboratorio IIDocument6 pagesMejía Álvaro - Práctica de Laboratorio IIALVARO LEONARDO MEJIA CORNEJONo ratings yet
- Informe Agregado Gureso y FinoDocument6 pagesInforme Agregado Gureso y FinoJayler HernandezNo ratings yet
- Propiedades Físicas de Los GranosDocument50 pagesPropiedades Físicas de Los GranosREB100% (1)
- Lab 3 - Agregados de ConcretoDocument5 pagesLab 3 - Agregados de ConcretoJuan Manuel CardonaNo ratings yet
- DDFGHGHDocument14 pagesDDFGHGHnoseNo ratings yet
- Circuito de Trituración - ModDocument18 pagesCircuito de Trituración - ModannaNo ratings yet
- Guia Laboratorio Masa Unitaria Compacta y Masa Unitaria Suelta Gruesos y FinosDocument4 pagesGuia Laboratorio Masa Unitaria Compacta y Masa Unitaria Suelta Gruesos y FinosNixonDuranNo ratings yet
- Manual de Practica de Granulometria de Materiales TerreosDocument6 pagesManual de Practica de Granulometria de Materiales TerreosCarlos LozanoNo ratings yet
- Informe Curva GranulimétricaDocument12 pagesInforme Curva GranulimétricaMaria ParragaNo ratings yet
- PSM-PSA115 Laboratorio 2 DETERMINACIÓN DE PROPIEDADES DE FLUJO DE MASAS DE PARTÍCULASDocument45 pagesPSM-PSA115 Laboratorio 2 DETERMINACIÓN DE PROPIEDADES DE FLUJO DE MASAS DE PARTÍCULASRonald Alexander Jorge RamosNo ratings yet
- Calculo Superficie de CribadoDocument11 pagesCalculo Superficie de CribadoMarco Anthonio Ch H100% (1)
- 7 TamizadoDocument15 pages7 TamizadoJoseDarwinVegaGomezNo ratings yet
- Informe 2 - GranulometríaDocument9 pagesInforme 2 - GranulometríaDaniel Linares VasquezNo ratings yet
- Modulo Tamizado 2022Document9 pagesModulo Tamizado 2022Tiziana SoriaNo ratings yet
- Informe Pus y PucDocument12 pagesInforme Pus y PucJosé Huamani FloresNo ratings yet
- Ejercicio de Tornillo Sin Fin Maiz PDFDocument17 pagesEjercicio de Tornillo Sin Fin Maiz PDFAndrésTintínNo ratings yet
- Desgaste y Prueba Los ÁngelesDocument7 pagesDesgaste y Prueba Los ÁngelesFuranshisu J MarreroNo ratings yet
- Informe GranulometríaDocument7 pagesInforme GranulometríaBrian VargasNo ratings yet
- Informe 1 Propiedades Fisicas de SuelosDocument10 pagesInforme 1 Propiedades Fisicas de SuelosNata LyNo ratings yet
- Maquinas de Elevación y Transporte: Se Define Como La Cantidad (Masa o Peso) de Material Que Debemos Transportar Por HoraDocument10 pagesMaquinas de Elevación y Transporte: Se Define Como La Cantidad (Masa o Peso) de Material Que Debemos Transportar Por HoraAlejandroNo ratings yet
- Lab de Hormigon No.6Document6 pagesLab de Hormigon No.6Santiago santa torresNo ratings yet
- Analisis Granulometrico de Una Muestra MineralDocument15 pagesAnalisis Granulometrico de Una Muestra MineralCriss Rojas MaldonadoNo ratings yet
- Estabilización de SuelosDocument39 pagesEstabilización de SuelosNacho BosanoNo ratings yet
- Ensayo Marshall PDFDocument55 pagesEnsayo Marshall PDFLiz ZárateNo ratings yet
- Informe 3 Granulometría Por TamizadoDocument16 pagesInforme 3 Granulometría Por TamizadoWilmer BenavidesNo ratings yet
- Análisis Granulométrico Por Tamizado de Los Agregados Fino y Grueso ASTM C-136Document16 pagesAnálisis Granulométrico Por Tamizado de Los Agregados Fino y Grueso ASTM C-136ANTHONYNARVAEZNo ratings yet
- InformeDocument4 pagesInformeMarc Benitez JulcaNo ratings yet
- Granulometría de Los AgregadosDocument11 pagesGranulometría de Los AgregadosBolivar CastilloNo ratings yet
- Molienda y TamizadoDocument10 pagesMolienda y TamizadoJohn QuinteroNo ratings yet
- Informe de Suelos PDFDocument27 pagesInforme de Suelos PDFkevinNo ratings yet
- Informe de Molienda Y TamizadoDocument18 pagesInforme de Molienda Y TamizadoMiguel GómezNo ratings yet
- Estudio De Estabilidad De Taludes Para Una Cantera De Caliza Por Metodos GeomecanicosFrom EverandEstudio De Estabilidad De Taludes Para Una Cantera De Caliza Por Metodos GeomecanicosRating: 3 out of 5 stars3/5 (1)
- Introducción a la geometría (2ª edición)From EverandIntroducción a la geometría (2ª edición)Rating: 5 out of 5 stars5/5 (1)
- Catalogo PDFDocument138 pagesCatalogo PDFNicolas SebastianNo ratings yet
- Tarea 1 Procesos de FabricacionDocument4 pagesTarea 1 Procesos de FabricacionNicolas SebastianNo ratings yet
- Carta MacaronsDocument1 pageCarta MacaronsNicolas SebastianNo ratings yet
- Solucionario Practica - Certamen 1Document35 pagesSolucionario Practica - Certamen 1Nicolas SebastianNo ratings yet
- Check ListDocument2 pagesCheck ListNicolas SebastianNo ratings yet
- Solucionario Practica - Certamen 2Document41 pagesSolucionario Practica - Certamen 2Nicolas SebastianNo ratings yet
- Temario Propuesto Memoria de Titulo - Nicolas SaezDocument2 pagesTemario Propuesto Memoria de Titulo - Nicolas SaezNicolas SebastianNo ratings yet
- Auditoria EnergeticaDocument7 pagesAuditoria EnergeticaNicolas SebastianNo ratings yet
- Formato Informe MTDocument12 pagesFormato Informe MTNicolas SebastianNo ratings yet
- Consultora de Eficiencia Energética para El Sector ResidencialDocument5 pagesConsultora de Eficiencia Energética para El Sector ResidencialNicolas SebastianNo ratings yet
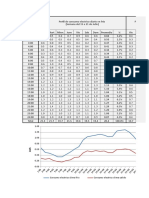
- Medicion de Consumo Electrico y FotovoltaicosDocument7 pagesMedicion de Consumo Electrico y FotovoltaicosNicolas SebastianNo ratings yet
- Pauta de Evaluacion MTDocument2 pagesPauta de Evaluacion MTNicolas SebastianNo ratings yet
- Avance 1 - ProtermDocument8 pagesAvance 1 - ProtermNicolas SebastianNo ratings yet
- Guía para Certamen 1Document1 pageGuía para Certamen 1Nicolas SebastianNo ratings yet
- Graficos y Calculo de TransmitanciasDocument7 pagesGraficos y Calculo de TransmitanciasNicolas SebastianNo ratings yet
- Avance 1 PIM - Nicolas SaezDocument25 pagesAvance 1 PIM - Nicolas SaezNicolas SebastianNo ratings yet
- Temario PIM Nicolas SaezDocument2 pagesTemario PIM Nicolas SaezNicolas SebastianNo ratings yet
- Formato y Pauta Informe PIMDocument12 pagesFormato y Pauta Informe PIMNicolas SebastianNo ratings yet
- Turbina KaplanDocument28 pagesTurbina KaplanGabriel YucraNo ratings yet
- Tarea 5 - Correa Transportadora - Nicolas SaezDocument13 pagesTarea 5 - Correa Transportadora - Nicolas SaezNicolas SebastianNo ratings yet
- Avance 1 PIM - Nicolas SaezDocument25 pagesAvance 1 PIM - Nicolas SaezNicolas SebastianNo ratings yet
- Temario PIM Gonzalo ZapataDocument1 pageTemario PIM Gonzalo ZapataNicolas SebastianNo ratings yet
- Ejercicio Resuelto de Dimensionamiento de EstanqueDocument6 pagesEjercicio Resuelto de Dimensionamiento de EstanqueNicolas SebastianNo ratings yet
- Ejercicio de Dimensionamiento de Torre de ProcesosDocument3 pagesEjercicio de Dimensionamiento de Torre de ProcesosNicolas SebastianNo ratings yet
- Problema Resueltos Sistemas de TuberiasDocument4 pagesProblema Resueltos Sistemas de TuberiasNicolas SebastianNo ratings yet
- Informe Taller 1 - Sierra Huincha y AlternativaDocument12 pagesInforme Taller 1 - Sierra Huincha y AlternativaNicolas SebastianNo ratings yet
- Ejercicios Sistemas de TuberiasDocument2 pagesEjercicios Sistemas de TuberiasNicolas SebastianNo ratings yet
- Tesis Licenciatura Adrian Ramos G 2013Document84 pagesTesis Licenciatura Adrian Ramos G 2013Niels FigueroaNo ratings yet
- Distribución GeométricaDocument16 pagesDistribución GeométricaZayime Castellanos100% (2)
- Prepa 3Document6 pagesPrepa 3Rodny ChP Pianista de animeNo ratings yet
- Texto Sistemas de Manufactura Reconfigurable 20111Document141 pagesTexto Sistemas de Manufactura Reconfigurable 20111luisbarrios1040% (1)
- Separación de Mezcla IntroducciónDocument6 pagesSeparación de Mezcla IntroducciónSebastián Torres Carrascal50% (2)
- Bombas de Supresion de IncendiosDocument17 pagesBombas de Supresion de IncendiosReinaNo ratings yet
- Descripción Técnica de EscenasDocument16 pagesDescripción Técnica de EscenasGustavoNo ratings yet
- Metalurgia 1 PDFDocument41 pagesMetalurgia 1 PDFAlejandro JGNo ratings yet
- Transformar A Latex 1Document14 pagesTransformar A Latex 1diego pintaNo ratings yet
- Configuracion ElectronicaDocument21 pagesConfiguracion ElectronicaPaty JamaicaNo ratings yet
- Tema 04Document95 pagesTema 04John AlajoNo ratings yet
- Acido SulfanilicoDocument4 pagesAcido SulfanilicoGer ArdoNo ratings yet
- Método California Bearing Ratio CBRDocument13 pagesMétodo California Bearing Ratio CBRBruno Gutierrez Aguilar100% (1)
- Entrenamiento de Fuerza Balsalobre&JimenezDocument194 pagesEntrenamiento de Fuerza Balsalobre&JimenezAlejandro JustoNo ratings yet
- Ruido de JohnsonDocument5 pagesRuido de Johnsonelisa055No ratings yet
- 2.8.-FB5032 - QUIMICA INORGANICA 2019-Revisado Julio AutoguardadoDocument51 pages2.8.-FB5032 - QUIMICA INORGANICA 2019-Revisado Julio AutoguardadoAlejandra Gutierrez ʚïɞ100% (1)
- Ejercicio Practico Uap 2018-1Document1 pageEjercicio Practico Uap 2018-1EMERITO HUAMAN CHANTANo ratings yet
- Cuadro de VariablesDocument29 pagesCuadro de VariablesRicky CoriNo ratings yet
- Control Optimo de La Inhibición y Estabilización deDocument81 pagesControl Optimo de La Inhibición y Estabilización deGuiver Suarez V.100% (2)
- Informe III - Cerradura ElectricaDocument11 pagesInforme III - Cerradura ElectricaGisseAlbanNo ratings yet
- Laboratorio 1 Física 2Document5 pagesLaboratorio 1 Física 2JENIFFER MEDINA ARRIETA100% (1)
- Grupo 4Document19 pagesGrupo 4HayeDuranNo ratings yet
- Informe Bioquimica Lab 3 I UnidadDocument22 pagesInforme Bioquimica Lab 3 I UnidadJhosleyArandaUlloa100% (1)
- Mono HidraulicaDocument20 pagesMono HidraulicaDamian Ashton J. DominguezNo ratings yet
- El Campo Magnetico - Lang PDFDocument36 pagesEl Campo Magnetico - Lang PDFRoberth Andres Martinez AlzateNo ratings yet
- Sílice Materia Prima para La Industria Del Vidrio PDFDocument40 pagesSílice Materia Prima para La Industria Del Vidrio PDFAnonymous tONLNBPNo ratings yet
- MÉTODO-MAC-MATH IntroDocument3 pagesMÉTODO-MAC-MATH Introdani50% (2)