You might also like
- Post Weld Heat TreatmentDocument2 pagesPost Weld Heat TreatmentgullenariNo ratings yet
- Technical Team Plan For Week 48 Rev. 08 Base On Personal Plan Rev. Date 26 Nov. 2012Document5 pagesTechnical Team Plan For Week 48 Rev. 08 Base On Personal Plan Rev. Date 26 Nov. 2012HoangNo ratings yet
- CE Mark and DoP - QHPSDocument2 pagesCE Mark and DoP - QHPSHoangNo ratings yet
- WELDING PROCEDURE QUALIFICATION TRAVELERDocument8 pagesWELDING PROCEDURE QUALIFICATION TRAVELERHoangNo ratings yet
- Cer Rtifica Ate: Mr. B Bui Xuan N Thien of of PTSC M Mechanic Cal and C Construct Tion Co., LTDDocument1 pageCer Rtifica Ate: Mr. B Bui Xuan N Thien of of PTSC M Mechanic Cal and C Construct Tion Co., LTDHoangNo ratings yet
- CE Mark and DoP - QHPSDocument2 pagesCE Mark and DoP - QHPSHoangNo ratings yet
- CWB Group Exams: Welding Inspector (Levels 1 / 2 / 3) ExaminationsDocument2 pagesCWB Group Exams: Welding Inspector (Levels 1 / 2 / 3) ExaminationsHoangNo ratings yet
- 6.ASNT UT Level 2Document1 page6.ASNT UT Level 2HoangNo ratings yet
- INTERTHERM228GRISPARTADocument9 pagesINTERTHERM228GRISPARTAHoangNo ratings yet
- 5 Keys Selecting Filler Metal For Welding ProjectDocument2 pages5 Keys Selecting Filler Metal For Welding ProjectHoangNo ratings yet
- Renewal and Recertification Requirements for Welding InspectorsDocument1 pageRenewal and Recertification Requirements for Welding InspectorsAhmedA.HassanNo ratings yet
- CWB Group Exams: Welding Inspector (Levels 1 / 2 / 3) ExaminationsDocument2 pagesCWB Group Exams: Welding Inspector (Levels 1 / 2 / 3) ExaminationsHoangNo ratings yet
- DIN EN 10277-2 Bright Steel 1999Document11 pagesDIN EN 10277-2 Bright Steel 1999Hans GoetheNo ratings yet
- Controlling Hydrogen-Induced Cracking: Entering The Weld PoolDocument3 pagesControlling Hydrogen-Induced Cracking: Entering The Weld PoolHoangNo ratings yet
- Filler Material Selection GuideDocument32 pagesFiller Material Selection GuidemaknileNo ratings yet
- ANSI Pipe Schedule Chart: Pipe Weight Conversion FormulaDocument6 pagesANSI Pipe Schedule Chart: Pipe Weight Conversion FormulaHoangNo ratings yet
- Welding ASTM A514 or A514MDocument3 pagesWelding ASTM A514 or A514MHoangNo ratings yet
- Liquid Penetrant TestingDocument20 pagesLiquid Penetrant TestingFDS_03No ratings yet
- Formula Weld CalculateDocument6 pagesFormula Weld CalculateHoangNo ratings yet
- FB (Floride-Basic) : Welding FluxDocument1 pageFB (Floride-Basic) : Welding FluxHoang100% (1)
- Review of Fatigue Assessment Procedures For Welded Aluminium StructuresDocument25 pagesReview of Fatigue Assessment Procedures For Welded Aluminium StructuresHoangNo ratings yet
- Inconel Alloy 625Document18 pagesInconel Alloy 625Gustavo Palacios100% (1)
- Alloying Elements EffectsDocument2 pagesAlloying Elements EffectsTabish ShaikhNo ratings yet
- Steels - Carbon Steels, Mild Steel, Carbon-Manganese Steels, Alloys Steels, Low-Alloy Steels and Micro-Alloy SteelsDocument2 pagesSteels - Carbon Steels, Mild Steel, Carbon-Manganese Steels, Alloys Steels, Low-Alloy Steels and Micro-Alloy SteelsHoangNo ratings yet
- Flow Chart - Storage & ID Stainless SteelDocument3 pagesFlow Chart - Storage & ID Stainless SteelHoangNo ratings yet
- INTERTHERM228GRISPARTADocument9 pagesINTERTHERM228GRISPARTAHoangNo ratings yet
- Grain SizeDocument3 pagesGrain SizeHoangNo ratings yet
- MV1062 Checklist - Final Inspection-11-Nov-2016Document3 pagesMV1062 Checklist - Final Inspection-11-Nov-2016HoangNo ratings yet
- Penetration Caculate PDFDocument7 pagesPenetration Caculate PDFHoangNo ratings yet
- Tính Toán Tốc Độ Cấp dâyDocument5 pagesTính Toán Tốc Độ Cấp dâyHoangNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- BPI-Company ProfileDocument19 pagesBPI-Company Profilesunny vachhaniNo ratings yet
- PLO4, CLO3, C4: Rubrics For AssessmentDocument2 pagesPLO4, CLO3, C4: Rubrics For Assessmentbook wormNo ratings yet
- Chemical Resistance Guide 6-2015Document8 pagesChemical Resistance Guide 6-2015kbala_murugan2011No ratings yet
- Sodium Silicate A Binder For The 21st Century PDFDocument6 pagesSodium Silicate A Binder For The 21st Century PDFZen AlkaffNo ratings yet
- Road DescriptionDocument5 pagesRoad DescriptionfuzahjamilNo ratings yet
- Ebro Butterfly Valves For FGD ApplicationDocument5 pagesEbro Butterfly Valves For FGD Applicationsrivatsa2219No ratings yet
- Screenshot 2022-03-30 at 8.18.41 AMDocument1 pageScreenshot 2022-03-30 at 8.18.41 AMGS GamingNo ratings yet
- Corrosion Resistance of MiTek Metal ConnectorsDocument4 pagesCorrosion Resistance of MiTek Metal ConnectorsEduardo Depiné TarnowskiNo ratings yet
- Portland Cement Plaster - SpecDocument7 pagesPortland Cement Plaster - Speclinga2014No ratings yet
- Fire Rated Sandstone FRP Door BrochureDocument2 pagesFire Rated Sandstone FRP Door BrochureSpecial-Lite DoorsNo ratings yet
- Check List For Site Construction WorksDocument65 pagesCheck List For Site Construction WorksUmar Farooq91% (11)
- Coast Aluminum Catalog, 2021 (8120) 77a8Document204 pagesCoast Aluminum Catalog, 2021 (8120) 77a8jose.mora-oldNo ratings yet
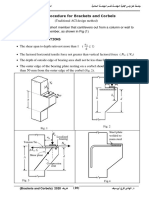
- Brackets and Corbels ACI 318 L # 1Document7 pagesBrackets and Corbels ACI 318 L # 1soran azizNo ratings yet
- Steel View Tower Quantity Estimatev1.0Document14 pagesSteel View Tower Quantity Estimatev1.0Prayush RajbhandariNo ratings yet
- Termination Catalog Dragon NEWDocument141 pagesTermination Catalog Dragon NEWRaulNo ratings yet
- Bharat PlywoodDocument25 pagesBharat PlywoodpmyilsamyNo ratings yet
- AMF900V1 2 3 r1 A4 en PDFDocument4 pagesAMF900V1 2 3 r1 A4 en PDFMohamed OkkaNo ratings yet
- 16 Years of Pavement Testing Advances with IndustryDocument43 pages16 Years of Pavement Testing Advances with IndustrycortéNo ratings yet
- Install Teekay Pipe CouplingsDocument8 pagesInstall Teekay Pipe CouplingsIgor TabulynskyNo ratings yet
- CLASS 11450: DEP 31.38.01.15-Gen Class 11450, Rev. I Page 1 of 13Document13 pagesCLASS 11450: DEP 31.38.01.15-Gen Class 11450, Rev. I Page 1 of 13SaguesoNo ratings yet
- Quantity of CementDocument15 pagesQuantity of CementMichael MatshonaNo ratings yet
- Use of Plastic Waste in Road ConstructionDocument3 pagesUse of Plastic Waste in Road ConstructionriyaNo ratings yet
- Aeroquip - Formed Metal Tubing Design RulesDocument21 pagesAeroquip - Formed Metal Tubing Design RulesbenNo ratings yet
- Bill of Quantities of RasuwagadhiDocument6 pagesBill of Quantities of RasuwagadhiIndra DhakalNo ratings yet
- Duplex Stainless SteelDocument17 pagesDuplex Stainless SteelthunderNo ratings yet
- Jublie Church - Precast Building Case StudyDocument1 pageJublie Church - Precast Building Case Studypriyadharshini0% (1)
- AnnealingDocument9 pagesAnnealingRathne AbeynayakeNo ratings yet
- OMV Pipe ClassDocument160 pagesOMV Pipe Classliviu_dovaNo ratings yet
- Estimation and EstimatesDocument61 pagesEstimation and EstimatesShaheryar AhmadNo ratings yet