You might also like
- Villa Ottolenghi by Carlo ScarpaDocument6 pagesVilla Ottolenghi by Carlo ScarpaOana ZavoianuNo ratings yet
- ADVANCES IN PEELABLE SEALANT TECHNOLOGY - RollprintDocument14 pagesADVANCES IN PEELABLE SEALANT TECHNOLOGY - Rollprintjulio100% (1)
- PVC Welding and Joint Reinforcement ProceduresDocument5 pagesPVC Welding and Joint Reinforcement ProceduresHasan AhmedNo ratings yet
- Extrusion Coating and LaminationDocument4 pagesExtrusion Coating and LaminationcehigueraNo ratings yet
- Delorean Headliner Installation GuideDocument4 pagesDelorean Headliner Installation GuideJames Pilcher0% (1)
- Power Plant Best Practices 2015 PDFDocument107 pagesPower Plant Best Practices 2015 PDFFairoza AmalinnaNo ratings yet
- PCI 6th Edition OverviewDocument36 pagesPCI 6th Edition Overviewandrej2112No ratings yet
- Fi - SCST Multimode Singlemode Connector - II PDFDocument4 pagesFi - SCST Multimode Singlemode Connector - II PDFmirkofedorNo ratings yet
- Paroc PS DELIGN Installation Guide INT 19042022Document8 pagesParoc PS DELIGN Installation Guide INT 19042022andyNo ratings yet
- Using Pressure Sensitive Adhesive On Flat Surfaces: Application GuideDocument4 pagesUsing Pressure Sensitive Adhesive On Flat Surfaces: Application GuideAleksandr TsymbalNo ratings yet
- Cable Termination 11kV Heat Shrink TerminationDocument8 pagesCable Termination 11kV Heat Shrink TerminationmontadaaNo ratings yet
- 3M Fibrlok II 2539 InstrDocument4 pages3M Fibrlok II 2539 InstrjoseNo ratings yet
- IT - Ghid - Aplicare - Membrana - Izolatie - Bazine-Iazuri ArtificialeDocument8 pagesIT - Ghid - Aplicare - Membrana - Izolatie - Bazine-Iazuri Artificialeandrew_sfiNo ratings yet
- 15kV PM Joints_Straight_KSU_500-500sq.mmDocument8 pages15kV PM Joints_Straight_KSU_500-500sq.mmabd elmohsen saedNo ratings yet
- Rapid Prototyping of Soft Lithography Masters For Microfluidic Devices Using Dry Film Photoresist in A Non-Cleanroom SettingDocument11 pagesRapid Prototyping of Soft Lithography Masters For Microfluidic Devices Using Dry Film Photoresist in A Non-Cleanroom SettingxellosdexNo ratings yet
- 18 30 KV 1-Core Cold Shrink Silicone Rubber Joint Kit Installation InstrumentDocument8 pages18 30 KV 1-Core Cold Shrink Silicone Rubber Joint Kit Installation InstrumentDkalestNo ratings yet
- Denso Petrolatum Products SpecDocument4 pagesDenso Petrolatum Products SpecRoland NicolasNo ratings yet
- Work Methodology R1Document12 pagesWork Methodology R1Anonymous 1uGSx8bNo ratings yet
- Denso Valve Flange Tape Wrapping SpecDocument3 pagesDenso Valve Flange Tape Wrapping SpecNaufal Firmansyah100% (1)
- How To Laminate Dry Film PhotoresistDocument3 pagesHow To Laminate Dry Film PhotoresistMauricio AlejandroNo ratings yet
- FSEL Strain Gage For Concrete Rev 00Document7 pagesFSEL Strain Gage For Concrete Rev 00jbmune6683No ratings yet
- Application Instructions Petrolatum Tape SystemDocument4 pagesApplication Instructions Petrolatum Tape Systemnikita6969No ratings yet
- 5 Thread Makeup & Installation Procedure: 5.1 ScopeDocument6 pages5 Thread Makeup & Installation Procedure: 5.1 ScopeJorge Castro CucurellaNo ratings yet
- AFMTDocument9 pagesAFMTAyesha ShaikhNo ratings yet
- One Off Fiberglass Foam Core BoatDocument15 pagesOne Off Fiberglass Foam Core Boatsjdarkman1930100% (2)
- Airtractor AssemblyDocument10 pagesAirtractor AssemblymontalbanadonisNo ratings yet
- Media Web Server 2Document11 pagesMedia Web Server 2Ra'fat HerzallahNo ratings yet
- Bedliner Distortion During Hot WeatherDocument2 pagesBedliner Distortion During Hot WeatherDarren ANo ratings yet
- IP8519Document11 pagesIP8519WilfredoNo ratings yet
- Motor Glider ManualDocument99 pagesMotor Glider ManualravaiyamayankNo ratings yet
- Fabricating Composite Samples Using Hand Lay-UpDocument16 pagesFabricating Composite Samples Using Hand Lay-UpPoit X NincompoopsNo ratings yet
- 02 Mirski Czudak-Fem Used For Strength-Related Calculations of Adhesive Joints in The Making of Rail Vehicles PDFDocument9 pages02 Mirski Czudak-Fem Used For Strength-Related Calculations of Adhesive Joints in The Making of Rail Vehicles PDFAbhey DograNo ratings yet
- Resin Infusion of A Carbon FibreDocument14 pagesResin Infusion of A Carbon FibreMAXIMODRAGON100% (1)
- A4Y6 9580 01E - PF P13 - InstallationManualDocument3 pagesA4Y6 9580 01E - PF P13 - InstallationManualmfialloNo ratings yet
- Bonding PVC Fabric ProcedureDocument4 pagesBonding PVC Fabric ProcedureHussain ElboshyNo ratings yet
- American Airlines A321 repair manual installation guideDocument11 pagesAmerican Airlines A321 repair manual installation guideJuan MartelNo ratings yet
- Glass-Resin Ratio (HLU)Document3 pagesGlass-Resin Ratio (HLU)Kamlesh DalavadiNo ratings yet
- Application Instructions Denso Butyl Tape System1Document4 pagesApplication Instructions Denso Butyl Tape System1Khoh Kai ShengNo ratings yet
- Filament winding and pultrusion compositesDocument22 pagesFilament winding and pultrusion compositesHardeep SinghNo ratings yet
- And9774 DDocument4 pagesAnd9774 Dwq111 saNo ratings yet
- ATEX Joining Recommendations May 2011Document1 pageATEX Joining Recommendations May 2011valstavNo ratings yet
- CSUN Composites Lab Manual Ver 1 2016 Lab 1Document11 pagesCSUN Composites Lab Manual Ver 1 2016 Lab 1kkonthenetNo ratings yet
- Lamination Suitability For Flexible Packaging Application (A Case Study of "UFLEX LTD", Noida)Document3 pagesLamination Suitability For Flexible Packaging Application (A Case Study of "UFLEX LTD", Noida)zus2012No ratings yet
- Vexcolt - IG - FlexatecDocument6 pagesVexcolt - IG - FlexatecPhạm Thanh PhươngNo ratings yet
- Installation Instructions UTERMKIT Mk3Document4 pagesInstallation Instructions UTERMKIT Mk3aleloc2000No ratings yet
- PT. TPU PPI Curug Task Card Fabric InspectionDocument9 pagesPT. TPU PPI Curug Task Card Fabric Inspectionagil5ardhya5nugrahaNo ratings yet
- Tape Coating StandardDocument17 pagesTape Coating StandardKaushik DuariNo ratings yet
- X-Ray Teaching TipsDocument5 pagesX-Ray Teaching TipsgbsubbuNo ratings yet
- Effect of The Printing Bed Temperature On The Adhesion of Parts Produced by Fused Filament FabricationDocument9 pagesEffect of The Printing Bed Temperature On The Adhesion of Parts Produced by Fused Filament Fabricationjorge.euNo ratings yet
- Auto Body Repair Technology: Ch. 13,14 Key Terms AKDocument2 pagesAuto Body Repair Technology: Ch. 13,14 Key Terms AKtony aguirreNo ratings yet
- Understanding Porosity and Vacuum Impregnation EbookDocument11 pagesUnderstanding Porosity and Vacuum Impregnation EbookAnshuman RoyNo ratings yet
- Installation of Large Diameter PRT-ES Cable Jacket (ZT07-98-003Document7 pagesInstallation of Large Diameter PRT-ES Cable Jacket (ZT07-98-003Mahmoud Tobala100% (1)
- Case StudyDocument9 pagesCase Studymiera_zaNo ratings yet
- Microwave Circuit BoardsDocument10 pagesMicrowave Circuit BoardsbongoloidNo ratings yet
- Waterproof flexible expansion joint membraneDocument4 pagesWaterproof flexible expansion joint membraneshanon33No ratings yet
- Fosroc GMS Nitoplate LaminateDocument6 pagesFosroc GMS Nitoplate Laminatejohn paulNo ratings yet
- Bond Breaker Tape TDSDocument1 pageBond Breaker Tape TDSmohammad khabibNo ratings yet
- The Complete Denture Reline A SimpMkd TechniqueDocument4 pagesThe Complete Denture Reline A SimpMkd TechniqueedgarNo ratings yet
- Installation Kit Joints 11kV CablesDocument10 pagesInstallation Kit Joints 11kV CablesGuler RahimNo ratings yet
- Fabric Lampshades - An Illustrated Guide to Making a Variety of Lampshades Using FabricFrom EverandFabric Lampshades - An Illustrated Guide to Making a Variety of Lampshades Using FabricNo ratings yet
- 2-Stage D - Part 2 - Structural Design Report - FX Rev1Document168 pages2-Stage D - Part 2 - Structural Design Report - FX Rev1Prima AdhiyasaNo ratings yet
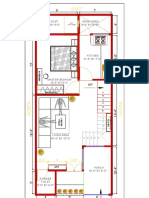
- Architectural floor plan layout and dimensionsDocument1 pageArchitectural floor plan layout and dimensionsBhavesh SarsiyaNo ratings yet
- Introduction To Prestressing CE 572: Purdue University School of Civil EngineeringDocument21 pagesIntroduction To Prestressing CE 572: Purdue University School of Civil EngineeringNatarajan SaravananNo ratings yet
- Automatic-Recirculation-Check Valve SSV 40-48Document3 pagesAutomatic-Recirculation-Check Valve SSV 40-48Herberth SilitongaNo ratings yet
- Tyrolean Rendering Texture GuideDocument2 pagesTyrolean Rendering Texture GuidenanoNo ratings yet
- Elevators and Escalators Design PDFDocument10 pagesElevators and Escalators Design PDFdanokrayNo ratings yet
- Black & Decker Advanced Home Wiring - Updated 3rd Edition - DC Circuits - Transfer Switches - Panel Upgrades PDFDocument349 pagesBlack & Decker Advanced Home Wiring - Updated 3rd Edition - DC Circuits - Transfer Switches - Panel Upgrades PDFHector100% (1)
- Dishwasher Explanation TextDocument3 pagesDishwasher Explanation TextMai - Patcharee RushNo ratings yet
- Dual Phase SteelsDocument26 pagesDual Phase SteelsharieduidNo ratings yet
- Mod 1Document18 pagesMod 1Zac IriberriNo ratings yet
- 2019-05-28 - DA - RSLF Artillery Brigade - Volume 2 PDFDocument490 pages2019-05-28 - DA - RSLF Artillery Brigade - Volume 2 PDFDusngi MoNo ratings yet
- Textos Historicos en Ingles Sulannee Alejo 6tocDocument3 pagesTextos Historicos en Ingles Sulannee Alejo 6tocSherlo DuranNo ratings yet
- Material CalculationDocument10 pagesMaterial CalculationMono BasiranNo ratings yet
- The Electricity Wiring Regulations (Third EditionDocument139 pagesThe Electricity Wiring Regulations (Third EditionAllen AnyayahanNo ratings yet
- Bridge Structures OverviewDocument27 pagesBridge Structures OverviewSada SivamNo ratings yet
- TSPL-1905 Technical Offer Dt.16.04.2022Document4 pagesTSPL-1905 Technical Offer Dt.16.04.2022SECI 2020No ratings yet
- Colonia eDocument20 pagesColonia eAdhe Sri MarjukiNo ratings yet
- 15cv833-Pavement DesignDocument90 pages15cv833-Pavement DesignMEHRAN KAPRANo ratings yet
- GFCI Fact Sheet Explains Life-Saving Power of Ground Fault Circuit InterruptersDocument5 pagesGFCI Fact Sheet Explains Life-Saving Power of Ground Fault Circuit InterruptersfaridunNo ratings yet
- (AHU) Clivet AHU and Modular Air Handling UnitDocument27 pages(AHU) Clivet AHU and Modular Air Handling UnitDoniNo ratings yet
- TNT PH 2 PLDT ROSARIO - As-Built PlanDocument3 pagesTNT PH 2 PLDT ROSARIO - As-Built PlanDebussy PanganibanNo ratings yet
- Construction Site Visit OverviewDocument12 pagesConstruction Site Visit OverviewCaereel LopezNo ratings yet
- WMM Construction & Quality ControlDocument8 pagesWMM Construction & Quality ControlRAMPALLI GATTAIAHNo ratings yet
- PTS-1028 Ra FC Operation ManualDocument32 pagesPTS-1028 Ra FC Operation ManualOrlando PWRNo ratings yet
- Matrix For Augmentation of Beneficial ImpactsDocument8 pagesMatrix For Augmentation of Beneficial ImpactsSubash DhakalNo ratings yet
- DR560 Manual Partes 733594 EsperanzaDocument768 pagesDR560 Manual Partes 733594 EsperanzaJorge Antonio Muñoz VarasNo ratings yet
- (Act 487) Quantity Surveyors Act 1967Document44 pages(Act 487) Quantity Surveyors Act 1967AlasnuyoNo ratings yet