You might also like
- Asmhba0005216 PDFDocument5 pagesAsmhba0005216 PDFyounessinaNo ratings yet
- Grains Structure of IngotsDocument6 pagesGrains Structure of Ingotshayder1920No ratings yet
- Segregation in CastingDocument17 pagesSegregation in CastingAsmaa Smsm Abdallh78% (9)
- Influence of Egregations and Ydrogen Lakes On The Echanical Roperties of Orged RPV TeelsDocument18 pagesInfluence of Egregations and Ydrogen Lakes On The Echanical Roperties of Orged RPV Teelsdanaandrei74No ratings yet
- J. Kowalski, J. Pstruś, S. Pawlak, M. Kostrzewa, R. Martynowski, W. WołczyńskiDocument15 pagesJ. Kowalski, J. Pstruś, S. Pawlak, M. Kostrzewa, R. Martynowski, W. WołczyńskiOn OffNo ratings yet
- Control of Slag in CCMDocument19 pagesControl of Slag in CCMKucheluduNo ratings yet
- Direct Chill Casting of Al Alloys PDFDocument7 pagesDirect Chill Casting of Al Alloys PDFsimmaNo ratings yet
- Dispersed Porosity in Ductile Iron CastingDocument24 pagesDispersed Porosity in Ductile Iron CastingLuis Arturo Ramirez100% (1)
- Chapter 6: Dislocation & Strengthening Mechanism: You Will Learn AboutDocument55 pagesChapter 6: Dislocation & Strengthening Mechanism: You Will Learn Aboutvenosyah devanNo ratings yet
- Engineering Materials-I: Chapter-4: Dislocations & Strengthening MechanismsDocument23 pagesEngineering Materials-I: Chapter-4: Dislocations & Strengthening MechanismsÇãłl Mê MęlkãNo ratings yet
- Strengthening Techniques in Metals: Work HardeningDocument6 pagesStrengthening Techniques in Metals: Work HardeningSiddhant SharmaNo ratings yet
- Simulatiing Porosity in Ductile Iron - Etip17Document2 pagesSimulatiing Porosity in Ductile Iron - Etip17yeokbinNo ratings yet
- Cambridge PDFDocument6 pagesCambridge PDFArush SinhalNo ratings yet
- Ferrite Banding-Literature Survey ReportDocument6 pagesFerrite Banding-Literature Survey ReportmaheshNo ratings yet
- Preventing Porosity in Aluminum CastingsDocument5 pagesPreventing Porosity in Aluminum CastingsСтанислав ПодольскийNo ratings yet
- Joining Techniques in Shipbuilding: Assignment I - Weld StructureDocument12 pagesJoining Techniques in Shipbuilding: Assignment I - Weld StructureGouthamVenkateshNo ratings yet
- CrystallinityDocument39 pagesCrystallinitySiam HabibNo ratings yet
- Mechanical and Structural Behavior of Copper SubjeDocument7 pagesMechanical and Structural Behavior of Copper SubjeHari KiranNo ratings yet
- D. A. HUGHES and N. HANSEN - HIGH ANGLE BOUNDARIES FORMED BY GRAIN SUBDIVISION MECHANISMSDocument16 pagesD. A. HUGHES and N. HANSEN - HIGH ANGLE BOUNDARIES FORMED BY GRAIN SUBDIVISION MECHANISMSBruno FreitasNo ratings yet
- JONAYAT - Transient Model of Meniscus and Slag Consumption - Published VersionDocument23 pagesJONAYAT - Transient Model of Meniscus and Slag Consumption - Published Version조기현No ratings yet
- Journal of Materials Processing Technology: S.K. Choudhary, S. Ganguly, A. Sengupta, V. SharmaDocument10 pagesJournal of Materials Processing Technology: S.K. Choudhary, S. Ganguly, A. Sengupta, V. SharmaShivam SrivastavaNo ratings yet
- Transf Fases Na SoldagemDocument36 pagesTransf Fases Na SoldagemengetarcioNo ratings yet
- Directional SolidificationDocument2 pagesDirectional SolidificationTeka KamNo ratings yet
- Welding Solidification and MicrostructureDocument7 pagesWelding Solidification and MicrostructureKhalid M. HafezNo ratings yet
- Analysis of Molten Metal Distribution in The Mold of A Horizontal Centrifugal CastingDocument11 pagesAnalysis of Molten Metal Distribution in The Mold of A Horizontal Centrifugal CastingYANG MI LEENo ratings yet
- Assignment 1Document2 pagesAssignment 1Sorab BahetiNo ratings yet
- HW 9&10 of ETM Material Sciences: 1) Please Explain Why Micro & Macro Segmentation Happens During Practice Sulfidation?Document7 pagesHW 9&10 of ETM Material Sciences: 1) Please Explain Why Micro & Macro Segmentation Happens During Practice Sulfidation?waqasNo ratings yet
- A Simple Test For Solidification Cracking Susceptibility and Filler Metal EffectDocument13 pagesA Simple Test For Solidification Cracking Susceptibility and Filler Metal Effectdavid perezNo ratings yet
- 1 s2.0 S0017931013007412 MainDocument12 pages1 s2.0 S0017931013007412 MainfebriyansyahNo ratings yet
- Weld SolidificationDocument10 pagesWeld SolidificationRodrigo PrinceNo ratings yet
- HPC Simulations of Alkali-Silica Reaction-Induced Damage: Influence of Alkali-Silica Gel PropertiesDocument13 pagesHPC Simulations of Alkali-Silica Reaction-Induced Damage: Influence of Alkali-Silica Gel PropertiesTao YangNo ratings yet
- 03 MTB Meng CON1D Reprint PostDocument21 pages03 MTB Meng CON1D Reprint PostMericatNo ratings yet
- Strengthening Mechanisms 1Document27 pagesStrengthening Mechanisms 1Najam Ul QadirNo ratings yet
- Micro ReferDocument10 pagesMicro Referddsiva402No ratings yet
- Engineering Materials 18-20 100922-150922Document33 pagesEngineering Materials 18-20 100922-150922Sanu SouravNo ratings yet
- Welding: Solidification and Microstructure: S.A. David, S.S. Babu, and J.M. VitekDocument11 pagesWelding: Solidification and Microstructure: S.A. David, S.S. Babu, and J.M. VitekGoriNo ratings yet
- Solidification of Metal and AlloysDocument19 pagesSolidification of Metal and AlloysAkshaj NevgiNo ratings yet
- Casting Defects by Ispat GuruDocument5 pagesCasting Defects by Ispat GuruMuhammad FaisalNo ratings yet
- Acta Materialia: P.G. Kubendran Amos, Avisor Bhattacharya, Britta Nestler, Kumar AnkitDocument12 pagesActa Materialia: P.G. Kubendran Amos, Avisor Bhattacharya, Britta Nestler, Kumar AnkitaminsuhadiNo ratings yet
- 1 s2.0 S2238785422005580 MainDocument16 pages1 s2.0 S2238785422005580 MainDarien Monterrosas DelgadoNo ratings yet
- GROWTHDocument30 pagesGROWTHMicky SahuNo ratings yet
- Unesco - Eolss Sample Chapters: Optimization of Materials PropertiesDocument8 pagesUnesco - Eolss Sample Chapters: Optimization of Materials PropertiesNasri JamaludinNo ratings yet
- Effect of Melt Convection and Solid Transport On Macrosegregation and Grain Structure in Equiaxed Al Cu AlloysDocument12 pagesEffect of Melt Convection and Solid Transport On Macrosegregation and Grain Structure in Equiaxed Al Cu AlloysMarcelo Lima CardosoNo ratings yet
- Solidification of Single-Phase Alloys - 2007Document12 pagesSolidification of Single-Phase Alloys - 2007pkn_pnt9950No ratings yet
- Metal Casting & Welding 15Me35ADocument20 pagesMetal Casting & Welding 15Me35ASHEKHARAPPA MALLURNo ratings yet
- Metal Casting & Welding 15Me35ADocument20 pagesMetal Casting & Welding 15Me35A01061975No ratings yet
- Comparison Between Edge and Screw DislocationDocument5 pagesComparison Between Edge and Screw DislocationAshok PradhanNo ratings yet
- LI Et All EMBR Thin Slab SENDocument6 pagesLI Et All EMBR Thin Slab SENpricks_kerNo ratings yet
- Anisotropy JooDocument19 pagesAnisotropy JooBanda e KhudaNo ratings yet
- Literfue SurveyDocument8 pagesLiterfue SurveyAravind Raj SNo ratings yet
- Dislocations and Strengthening MechanismsDocument8 pagesDislocations and Strengthening Mechanismsjulito paquitNo ratings yet
- Precipitate and Dislocation-Density Interactions Affecting Strength and Ductility in Inconel AlloysDocument13 pagesPrecipitate and Dislocation-Density Interactions Affecting Strength and Ductility in Inconel AlloysvikramNo ratings yet
- The Role of Side-Branching in Microstructure Development in Laser Powder-Bed FusionDocument12 pagesThe Role of Side-Branching in Microstructure Development in Laser Powder-Bed FusionHoang AnhNo ratings yet
- Module 3Document17 pagesModule 3sathwikkumasamaNo ratings yet
- Metals 14 00015 v2Document21 pagesMetals 14 00015 v2alberto fabriziNo ratings yet
- Modeling of Multiscale and Multiphase Phenomena in MaterialsDocument8 pagesModeling of Multiscale and Multiphase Phenomena in MaterialssambitsahooNo ratings yet
- ASTM A-802 - Falhas de FundiçãoDocument3 pagesASTM A-802 - Falhas de FundiçãoCristian RodeghelNo ratings yet
- Comparison Between Edge and Screw DislocationDocument5 pagesComparison Between Edge and Screw DislocationAshok Pradhan0% (1)
- Cohesive Sediments in Open Channels: Erosion, Transport and DepositionFrom EverandCohesive Sediments in Open Channels: Erosion, Transport and DepositionNo ratings yet
- Fault and Joint Development in Brittle and Semi-Brittle Rock: The Commonwealth and International Library: Geology DivisionFrom EverandFault and Joint Development in Brittle and Semi-Brittle Rock: The Commonwealth and International Library: Geology DivisionNo ratings yet
- Lec 15 - Fluidity of Liquid MetalDocument16 pagesLec 15 - Fluidity of Liquid MetalZakaria AguezzarNo ratings yet
- Lec 16 - Theoretical Considerations in Gating DesignDocument13 pagesLec 16 - Theoretical Considerations in Gating DesignZakaria AguezzarNo ratings yet
- Macrosegregation PDFDocument6 pagesMacrosegregation PDFZakaria AguezzarNo ratings yet
- Macrosegregation PDFDocument6 pagesMacrosegregation PDFZakaria AguezzarNo ratings yet
- HelloDocument1 pageHelloZakaria AguezzarNo ratings yet
- HelloDocument1 pageHelloZakaria AguezzarNo ratings yet
- NEC G266 Quick Reference GuideDocument3 pagesNEC G266 Quick Reference GuideIonut Gabriel DascaluNo ratings yet
- UnitPlan (P.E) Grade 6Document13 pagesUnitPlan (P.E) Grade 6Lou At CamellaNo ratings yet
- NC Error PropagationDocument12 pagesNC Error PropagationSalman KhanNo ratings yet
- Application Bright Ideas Education Grant Program For TeachersDocument6 pagesApplication Bright Ideas Education Grant Program For Teachersapi-320983699No ratings yet
- Spying From Space - Constructing America's Satellite Command and Control Systems (PDFDrive)Document230 pagesSpying From Space - Constructing America's Satellite Command and Control Systems (PDFDrive)MohammadNo ratings yet
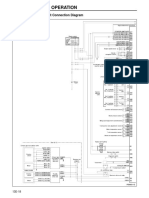
- Structure and Operation: 3. Electronic Control Unit Connection DiagramDocument16 pagesStructure and Operation: 3. Electronic Control Unit Connection DiagramAung Hlaing Min MyanmarNo ratings yet
- Anaximenes of MiletusDocument4 pagesAnaximenes of MiletusRosel Gonzalo-AquinoNo ratings yet
- Is There Any Way To Download The Whole Package of Asphalt 8 Airborne So That I Can Install It On Any Android Device Without An Internet Connection - QuoraDocument4 pagesIs There Any Way To Download The Whole Package of Asphalt 8 Airborne So That I Can Install It On Any Android Device Without An Internet Connection - QuoraMounir2105No ratings yet
- WebpdfDocument276 pagesWebpdfprateekvNo ratings yet
- Permeability Estimation PDFDocument10 pagesPermeability Estimation PDFEdison Javier Acevedo ArismendiNo ratings yet
- TCS3400 DS000411 4-00Document34 pagesTCS3400 DS000411 4-00Miguel_Angel92No ratings yet
- One Wavelength To Loop SkywireDocument2 pagesOne Wavelength To Loop SkywireRobert TurnerNo ratings yet
- John Hopkins Evidence Table - Systematic ReviewDocument2 pagesJohn Hopkins Evidence Table - Systematic Reviewsandy ThylsNo ratings yet
- IES 2001 - I ScanDocument20 pagesIES 2001 - I ScanK.v.SinghNo ratings yet
- MT4400 STRG Flo Amp ValveDocument7 pagesMT4400 STRG Flo Amp ValveBrian Careel0% (1)
- Vitalis 2000Document26 pagesVitalis 2000ARLNo ratings yet
- PCBDocument5 pagesPCBarampandey100% (4)
- Data Migration Good DocumentDocument16 pagesData Migration Good Documentsambit76No ratings yet
- Accommodating Expansion of Brickwork: Technical Notes 18ADocument13 pagesAccommodating Expansion of Brickwork: Technical Notes 18AWissam AlameddineNo ratings yet
- Examiners' Report Principal Examiner Feedback January 2018Document7 pagesExaminers' Report Principal Examiner Feedback January 2018WandaNo ratings yet
- DCS Ground Charts v350Document34 pagesDCS Ground Charts v350lkjsdflkjNo ratings yet
- Lubricants - McMaster-CarrDocument8 pagesLubricants - McMaster-CarrjeanyoperNo ratings yet
- Relations Between Lean Management and Organizational StructuresDocument12 pagesRelations Between Lean Management and Organizational StructuresRENE JAVIER PACHECO SALASNo ratings yet
- UntitledDocument37 pagesUntitledUnknown UserNo ratings yet
- Capital Budgeting and Capital Budgeting and Risk Analysis Risk AnalysisDocument16 pagesCapital Budgeting and Capital Budgeting and Risk Analysis Risk AnalysisHaris FendiarNo ratings yet
- Da Insem AllDocument217 pagesDa Insem AllTECOA136TejasJadhavNo ratings yet
- The Aerodynamics of ParachutesDocument78 pagesThe Aerodynamics of Parachutesstevehuppert50% (2)
- Focus On Teaching - Jim KnightDocument213 pagesFocus On Teaching - Jim KnightFernando TeixeiraNo ratings yet
- Chilere - Unitatile de Racire - Technical - Brochures - NX - 0152P - 0812P - EN PDFDocument72 pagesChilere - Unitatile de Racire - Technical - Brochures - NX - 0152P - 0812P - EN PDFDaniel MilosevskiNo ratings yet
- Alderamin On The Sky - Volume 7Document311 pagesAlderamin On The Sky - Volume 7Pedro SilvaNo ratings yet