You might also like
- Leadership - Capitole 1,2,3,4,8Document59 pagesLeadership - Capitole 1,2,3,4,8Florentin Bacnașu75% (8)
- ECU PinoutDocument1 pageECU PinoutAnonymous 4IEjoc79% (14)
- New Features Diagnosis ISTA Version 4.01Document5 pagesNew Features Diagnosis ISTA Version 4.01tommyarbiNo ratings yet
- Evb Nissan Leaf VEDocument259 pagesEvb Nissan Leaf VEAlberto AbarcaNo ratings yet
- Equipment Service Manuals DIS201: Frame 9fa Gas Turbine Pulse Filtration System A040Document46 pagesEquipment Service Manuals DIS201: Frame 9fa Gas Turbine Pulse Filtration System A040Anthony MayNo ratings yet
- Testing, Adjusting & Balancing - ASHRAEDocument7 pagesTesting, Adjusting & Balancing - ASHRAEZainul Abedin Sayed100% (1)
- SST-140 Corporate BrochureDocument8 pagesSST-140 Corporate Brochureandri.plneNo ratings yet
- 08 Resolver ADocument32 pages08 Resolver AMaria Lunes0% (1)
- Permanent Magnet AC MotorsDocument29 pagesPermanent Magnet AC MotorsmarikkannanNo ratings yet
- ELFA SiemensDocument23 pagesELFA SiemensHERNANDO A BECERRA100% (1)
- Display Rtu Esp IsasmeltDocument26 pagesDisplay Rtu Esp IsasmeltEdwing William Salhuana MendozaNo ratings yet
- 50kVA 400Hz Converter Heli A Model 4070Document13 pages50kVA 400Hz Converter Heli A Model 4070Mazhar SafdarNo ratings yet
- 2007 GL 450Document595 pages2007 GL 450Олег ПавлюкNo ratings yet
- Superfinishing GearsDocument6 pagesSuperfinishing GearsdavideNo ratings yet
- Seminar ReportDocument24 pagesSeminar ReportSheizan KhanNo ratings yet
- Gas Turbine Design Based On Vortex FlowDocument25 pagesGas Turbine Design Based On Vortex FlowChristian BetaNo ratings yet
- Evcar Hybrid Supercapacitor PowerDocument7 pagesEvcar Hybrid Supercapacitor Powermartdot73490No ratings yet
- 2010 Mclass PDFDocument368 pages2010 Mclass PDFSomadbsiNo ratings yet
- Your Operator's Manual: Digital Form Inside The VehicleDocument338 pagesYour Operator's Manual: Digital Form Inside The Vehicleiulian17dNo ratings yet
- Energy Management Strategy For A Hybrid Electric VehicleDocument10 pagesEnergy Management Strategy For A Hybrid Electric VehicleJuan Pablo Chamorro AguadoNo ratings yet
- Parker TubingDocument85 pagesParker TubingPatrick StivénNo ratings yet
- VSD The Impact of Hybrid and Electric Powertrains On Vehicle Dynamics Control Systems and Energy RegenerationDocument18 pagesVSD The Impact of Hybrid and Electric Powertrains On Vehicle Dynamics Control Systems and Energy RegenerationMahmoud AbuziadNo ratings yet
- Responsibilities and Functions of Part-145 MO and CAMO: Omar Thor Edvardsson Ljubljana 9 November 2018Document51 pagesResponsibilities and Functions of Part-145 MO and CAMO: Omar Thor Edvardsson Ljubljana 9 November 2018MUHANDES UKRAINENo ratings yet
- 01ev0205 Computer Aided Design of Electric MachineDocument3 pages01ev0205 Computer Aided Design of Electric MachineSidharth SabyasachiNo ratings yet
- Module 16-03 Piston EngineDocument61 pagesModule 16-03 Piston EngineИлларион ПанасенкоNo ratings yet
- Design and Test Solutions For Antomotive & EnergyDocument28 pagesDesign and Test Solutions For Antomotive & EnergyKenneth CheungNo ratings yet
- DataSheet 622fDocument2 pagesDataSheet 622fFreelancer83No ratings yet
- A-L - 6.0 - EN Liquid Rotor Starter MD140Document71 pagesA-L - 6.0 - EN Liquid Rotor Starter MD140Maxi GonzalezNo ratings yet
- Basic Tools 1Document48 pagesBasic Tools 1palaniNo ratings yet
- OE Spec GN 4000 400V 50Hz 1 15Document2 pagesOE Spec GN 4000 400V 50Hz 1 15Pamukat TranggonoNo ratings yet
- Car Braking SystemsDocument23 pagesCar Braking SystemsStefan KostadinovićNo ratings yet
- Developments in Gas Turbine MaterialsDocument39 pagesDevelopments in Gas Turbine MaterialsGrk GuptaNo ratings yet
- GE - FAA CLEEN Consortium 2010 - Unlimited RightsDocument23 pagesGE - FAA CLEEN Consortium 2010 - Unlimited RightszzzyyyfffNo ratings yet
- Tds Ugray GrapheneDocument5 pagesTds Ugray GrapheneBabu Dharmaraj100% (1)
- Bilagi InternshipDocument34 pagesBilagi Internshipvinayak joshiNo ratings yet
- Instek SPD 3606 User ManualDocument34 pagesInstek SPD 3606 User ManualMengHan LuNo ratings yet
- VCDocument147 pagesVCSerjNo ratings yet
- Automotive Systems: Vehicle Performances Parameters PFI Gasoline EnginesDocument36 pagesAutomotive Systems: Vehicle Performances Parameters PFI Gasoline EnginesAmanda MoraraNo ratings yet
- Fuel Flow MetersDocument7 pagesFuel Flow MetersAMIYA SHANKAR PANDANo ratings yet
- Multi Port Fuel Injection SystemDocument4 pagesMulti Port Fuel Injection SystemVarsha SreekumarNo ratings yet
- Thermodynamic Cycle SpreadsheetsDocument5 pagesThermodynamic Cycle Spreadsheetsjaved_siddiqui12No ratings yet
- 01 BOOST Release NotesDocument17 pages01 BOOST Release NoteshenevilNo ratings yet
- Enhanced Emission Prediction Modeling and Analysis For Conceptual DesignDocument90 pagesEnhanced Emission Prediction Modeling and Analysis For Conceptual Designsb aliNo ratings yet
- Oxidation of Wi-52, A Cobalt-Base Superalloy C A R L E. LowellDocument10 pagesOxidation of Wi-52, A Cobalt-Base Superalloy C A R L E. LowellpiyupriNo ratings yet
- TAPS II Public Final ReportDocument26 pagesTAPS II Public Final Reportmaksim100% (1)
- Fill Module Clockwise - Mobile PartDocument39 pagesFill Module Clockwise - Mobile PartGyan BardhanNo ratings yet
- Apu and Gpu: Prepared By: MJ ShornaDocument15 pagesApu and Gpu: Prepared By: MJ ShornaRehnuma NoorNo ratings yet
- WOW Jet Engines 2019 SDocument80 pagesWOW Jet Engines 2019 SHassan MoazenNo ratings yet
- After Treatment Devices EcoCAT-1Document33 pagesAfter Treatment Devices EcoCAT-1Arjun SikkaNo ratings yet
- Fuel System of A Gas Turbine EngineDocument4 pagesFuel System of A Gas Turbine EngineZayarlwinNo ratings yet
- Understanding The 914 RotaxDocument15 pagesUnderstanding The 914 Rotaxpride3351No ratings yet
- Magnetic Chip Detector (MCD) Wear Particle AnalysisDocument5 pagesMagnetic Chip Detector (MCD) Wear Particle AnalysisaloordominicNo ratings yet
- TSFCDocument5 pagesTSFCRohit RaviNo ratings yet
- Automotive SystemsDocument12 pagesAutomotive SystemsLau YeowhongNo ratings yet
- UT1 2M90 704708 A Operation Manual en (Aeration Blower)Document332 pagesUT1 2M90 704708 A Operation Manual en (Aeration Blower)Nhu Kien PhamNo ratings yet
- A380 LEVEL I ATA 24 Electrical PowerDocument62 pagesA380 LEVEL I ATA 24 Electrical PowerBrayan RobertoNo ratings yet
- Hybrid Electric Vehicles: By: Mohd Hakeem PashaDocument31 pagesHybrid Electric Vehicles: By: Mohd Hakeem PashaMohammed Zaker UddinNo ratings yet
- Question Power PlantDocument74 pagesQuestion Power PlantMahabubur Rahaman MasudNo ratings yet
- Eriksson 2009Document12 pagesEriksson 2009sxasxasxNo ratings yet
- Lamps Xenon Short ArcDocument43 pagesLamps Xenon Short ArcRICHIHOTS2No ratings yet
- Obdsm1901 HevDocument218 pagesObdsm1901 Hevmahmoud100% (1)
- ABB MotorsDocument22 pagesABB MotorsKhaled HassanNo ratings yet
- Failure Analysis of Helical Gear Shaft in Hot Rolling MillDocument7 pagesFailure Analysis of Helical Gear Shaft in Hot Rolling Millvasundhara singhNo ratings yet
- Failure Analysis of Coal Pulverizer Mill PDFDocument12 pagesFailure Analysis of Coal Pulverizer Mill PDFHendraNo ratings yet
- MY23 EQS SUV Owners ManualDocument590 pagesMY23 EQS SUV Owners ManualFlorentin BacnașuNo ratings yet
- 2022 Ford Lincoln Tire Warranty Version 1 - Tritw - EN US - 04 - 2021Document73 pages2022 Ford Lincoln Tire Warranty Version 1 - Tritw - EN US - 04 - 2021Florentin BacnașuNo ratings yet
- MY23 EQB SUV Owners ManualDocument450 pagesMY23 EQB SUV Owners ManualFlorentin BacnașuNo ratings yet
- US Ford BEV Warranty Guide Version 2 9.29.22Document37 pagesUS Ford BEV Warranty Guide Version 2 9.29.22Florentin BacnașuNo ratings yet
- 2022 Ford Car Truck Hybrid Warranty Version 5 - Frdwa - EN US - 09 - 2021Document55 pages2022 Ford Car Truck Hybrid Warranty Version 5 - Frdwa - EN US - 09 - 2021Florentin BacnașuNo ratings yet
- MC 10121131 9999Document34 pagesMC 10121131 9999Florentin BacnașuNo ratings yet
- The Golf GTE: Service TrainingDocument60 pagesThe Golf GTE: Service TrainingFlorentin BacnașuNo ratings yet
- Tool List v18.7.18Document1 pageTool List v18.7.18Florentin BacnașuNo ratings yet
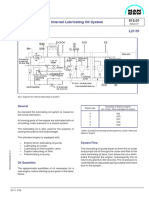
- Internal Lubricating Oil System: GeneralDocument3 pagesInternal Lubricating Oil System: GeneralAtanasio PerezNo ratings yet
- Perdana List No. Material Material Description QTYDocument23 pagesPerdana List No. Material Material Description QTYAhmad Mursyidi KamaludinNo ratings yet
- 1st Quarter - SCIENCE 8-WEEK 1-2Document6 pages1st Quarter - SCIENCE 8-WEEK 1-2MICAH NORADANo ratings yet
- 216-Article Text-404-1-10-20200827Document3 pages216-Article Text-404-1-10-20200827BADINEHALSANDEEPNo ratings yet
- Astm A159-83-2001Document5 pagesAstm A159-83-2001NadhiraNo ratings yet
- Yamaha Nmax 155 - Safety Pre-Operation ChecksDocument1 pageYamaha Nmax 155 - Safety Pre-Operation Checksmotley crewzNo ratings yet
- INERTIADocument5 pagesINERTIADANICA MAE BUENDIANo ratings yet
- ENGEL Victory enDocument17 pagesENGEL Victory enValentinIvascuNo ratings yet
- Operating and Maintenance Manual For Launching-And Retrieval System of Freefall Lifeboat Type: FFADocument22 pagesOperating and Maintenance Manual For Launching-And Retrieval System of Freefall Lifeboat Type: FFAGoga100% (2)
- 3.motion in A PlaneExerciseDocument47 pages3.motion in A PlaneExerciseGomes RibeiroNo ratings yet
- Remanufactured Transmissions, Spare Parts, and Kits Catalog: 6S-750 Diesel UnitsDocument11 pagesRemanufactured Transmissions, Spare Parts, and Kits Catalog: 6S-750 Diesel UnitsFernando CabildoNo ratings yet
- GRDSLABDocument1 pageGRDSLABNéstor Javier Romero AlvarezNo ratings yet
- Sherwood 29000 - Tech GuideDocument8 pagesSherwood 29000 - Tech GuidePaško KelavaNo ratings yet
- 08y PDFDocument306 pages08y PDFFilmorePainNo ratings yet
- MC 7 007 Fc008 VentiladorDocument3 pagesMC 7 007 Fc008 VentiladorLeandro CiceroNo ratings yet
- Troubleshooting: 4-1. Error ModesDocument8 pagesTroubleshooting: 4-1. Error ModesluisNo ratings yet
- Las2 PSDocument1 pageLas2 PSlukewendellrNo ratings yet
- Scalar Wars The Brave New World of Scalar ElectromagneticsDocument76 pagesScalar Wars The Brave New World of Scalar ElectromagneticsPerfectKey21No ratings yet
- App 05 Drill Rig SpecDocument8 pagesApp 05 Drill Rig SpecTibebu TayeNo ratings yet
- ANS-dome Valves CatalogueDocument4 pagesANS-dome Valves CatalogueheviNo ratings yet
- Negative Skin Friction DowndragDocument42 pagesNegative Skin Friction DowndragAdita Rizki GumilangNo ratings yet
- Investigation and Repair of Heat Exchanger Flange LeakDocument11 pagesInvestigation and Repair of Heat Exchanger Flange Leaksagar1503No ratings yet
- Model GT200 Track-Mounted Crushing Plant Spec Sheet: 1200Ls Crusher Hydraulic SystemDocument2 pagesModel GT200 Track-Mounted Crushing Plant Spec Sheet: 1200Ls Crusher Hydraulic SystemVladimir Illich Pinzon BallenNo ratings yet
- Thermodynamics 2 & Fluid MechanicsDocument18 pagesThermodynamics 2 & Fluid MechanicsNicole Mae AllosadaNo ratings yet
- CE 332 Geotechnical Engineering I: Lecture 5: Compaction vs. ConsolidationDocument6 pagesCE 332 Geotechnical Engineering I: Lecture 5: Compaction vs. ConsolidationNickson KomsNo ratings yet
- AS2784Document8 pagesAS2784Randy Domingo FanerNo ratings yet