You might also like
- 1652 C.C. Company Pca Hipot Hvi PTS-130 SN 570Document2 pages1652 C.C. Company Pca Hipot Hvi PTS-130 SN 570Carlin BabuchasNo ratings yet
- Pinza Amperimetrica Klein Tools CL900 SN 1217C-C1Document2 pagesPinza Amperimetrica Klein Tools CL900 SN 1217C-C1Carlin BabuchasNo ratings yet
- Megohmetro Fluke 1550C SN 1420021Document3 pagesMegohmetro Fluke 1550C SN 1420021Carlin BabuchasNo ratings yet
- Insulation Tester 10KV Fluke 1555 (I Help) 2022-12-09Document4 pagesInsulation Tester 10KV Fluke 1555 (I Help) 2022-12-09Carlin BabuchasNo ratings yet
- Prensa de Compresion Testmark CM+2500Document4 pagesPrensa de Compresion Testmark CM+2500Carlin BabuchasNo ratings yet
- 1652 C.C. Company Pca Hipot Hvi PTS-130 SN 570Document2 pages1652 C.C. Company Pca Hipot Hvi PTS-130 SN 570Carlin BabuchasNo ratings yet
- Estacion Total TopconDocument2 pagesEstacion Total TopconCarlin BabuchasNo ratings yet
- Sac 2022-001Document4 pagesSac 2022-001Carlin BabuchasNo ratings yet
- Certificado de Calibracion - Holiday Alto VoltajeDocument2 pagesCertificado de Calibracion - Holiday Alto VoltajeCarlin BabuchasNo ratings yet
- Certificado Estacion Total TecniprecisiónDocument3 pagesCertificado Estacion Total TecniprecisiónCarlin BabuchasNo ratings yet
- 612 C.C. Company Manometro Noshok N-D SN T P - P C M A N - 0 3Document2 pages612 C.C. Company Manometro Noshok N-D SN T P - P C M A N - 0 3Carlin BabuchasNo ratings yet
- 849 C.C. Company Pca Llave Dinamométrica K-D Tools 2953 SN 0 8 1 0 7 2 9 5 5Document2 pages849 C.C. Company Pca Llave Dinamométrica K-D Tools 2953 SN 0 8 1 0 7 2 9 5 5Carlin BabuchasNo ratings yet
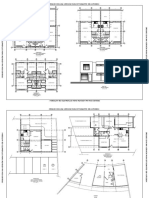
- Planos DepartamentoDocument9 pagesPlanos DepartamentoCarlin BabuchasNo ratings yet
- Histograma Personal. Construccion y Arranque FacilitiesRON - 2020 - 01-13Document2 pagesHistograma Personal. Construccion y Arranque FacilitiesRON - 2020 - 01-13Carlin BabuchasNo ratings yet
- 1.2 TDR Ampliación Eno Fase I Rev0 2020 04 19 FinalDocument14 pages1.2 TDR Ampliación Eno Fase I Rev0 2020 04 19 FinalCarlin BabuchasNo ratings yet
- MTR Amb 001Document21 pagesMTR Amb 001Carlin BabuchasNo ratings yet
- ARCO ECCE 20 159 Aclaratoria Orion Energy SignedDocument2 pagesARCO ECCE 20 159 Aclaratoria Orion Energy SignedCarlin BabuchasNo ratings yet
- T. Comerciales Epc Upgrade RonDocument4 pagesT. Comerciales Epc Upgrade RonCarlin BabuchasNo ratings yet
- TDR Upgrade Facilidades Ron EpcDocument10 pagesTDR Upgrade Facilidades Ron EpcCarlin BabuchasNo ratings yet
- Acta Kom (Inicio de Obra en Campo) - Arco-Construcción Facilidades Ron 2020Document4 pagesActa Kom (Inicio de Obra en Campo) - Arco-Construcción Facilidades Ron 2020Carlin BabuchasNo ratings yet
- Orion Formulario de Precios EPC-Rev-G-AB - 15octDocument1 pageOrion Formulario de Precios EPC-Rev-G-AB - 15octCarlin BabuchasNo ratings yet
- Consultas Eno Central FinalDocument23 pagesConsultas Eno Central FinalCarlin BabuchasNo ratings yet
- Bases Licitación Nave Industrial CalacalíDocument6 pagesBases Licitación Nave Industrial CalacalíCarlin BabuchasNo ratings yet
- Pr-Oc-Ol-5-1.1 (Plan de Revegetacion Del DDV)Document3 pagesPr-Oc-Ol-5-1.1 (Plan de Revegetacion Del DDV)Carlin BabuchasNo ratings yet
- Curso ImportacionesDocument57 pagesCurso ImportacionesCarlin BabuchasNo ratings yet
- Instructivo para Pruebas Hidrostáticas de Estanqueidad para Tanques de AlmacenamientoDocument13 pagesInstructivo para Pruebas Hidrostáticas de Estanqueidad para Tanques de AlmacenamientoCarlin Babuchas100% (2)
- Sistemas AuxiliaresDocument17 pagesSistemas AuxiliaresSergio GonzálezNo ratings yet
- Practica 2 - Cortante en Remaches - VER - 9Document4 pagesPractica 2 - Cortante en Remaches - VER - 9VALENTINA JARAMILLO HERNANDEZNo ratings yet
- Circuitos ElectricosDocument11 pagesCircuitos ElectricosAlberto VazquezNo ratings yet
- Ecuaciones DiferencialesDocument14 pagesEcuaciones DiferencialesKimberly Sanchez Sanchez .No ratings yet
- GUIA DE PROBLEMAS - Termodinamica 1era Parte PDFDocument4 pagesGUIA DE PROBLEMAS - Termodinamica 1era Parte PDFpedrojrs100% (1)
- Transformación de CoordenadasDocument6 pagesTransformación de CoordenadasMeisser Yafeth Vargas RubioNo ratings yet
- Entrepisos y LosasDocument35 pagesEntrepisos y LosasLesley Folgar CeronNo ratings yet
- AlgoritmosDocument4 pagesAlgoritmosgustavo adolfo ramirez ruizNo ratings yet
- Bric - 08 - Colocacion Correcta de Los AltavocesDocument4 pagesBric - 08 - Colocacion Correcta de Los AltavocesXesus Alberto Vazquez SoajeNo ratings yet
- Estandarización InstrumentalDocument4 pagesEstandarización InstrumentalLuisa JiménezNo ratings yet
- Grado Noveno UnoDocument61 pagesGrado Noveno UnovanesaNo ratings yet
- Cap - 7 Momentos InerciaDocument26 pagesCap - 7 Momentos Inerciacamilo andres lazaro julioNo ratings yet
- Introduccion A La FìsicaDocument58 pagesIntroduccion A La FìsicaMarco RodríguezNo ratings yet
- Apuntes Procesamiento Digital de SeñalesDocument35 pagesApuntes Procesamiento Digital de Señaleshanagil_2114No ratings yet
- Tema 4 Sistemas Electrónicos de Detección de GasesDocument47 pagesTema 4 Sistemas Electrónicos de Detección de GasesJMNo ratings yet
- Sistema de Arranque y de Ignición en TurborreactoresDocument17 pagesSistema de Arranque y de Ignición en Turborreactoresharina95100% (3)
- Ai2-2022 Unidad II Parte 5 Metodos Con Yodo - GuiaDocument7 pagesAi2-2022 Unidad II Parte 5 Metodos Con Yodo - GuiaLigia MontoyaNo ratings yet
- Equipo 4Document25 pagesEquipo 4Isel CastroNo ratings yet
- Metodologia de Investigacion para El ExamenDocument152 pagesMetodologia de Investigacion para El ExamenMeli Barrera100% (7)
- Examen Final Grupo 5 PDFDocument17 pagesExamen Final Grupo 5 PDFCesar Augusto Peña RomeroNo ratings yet
- 2 Radiacion Del Cuerpo NegroDocument5 pages2 Radiacion Del Cuerpo NegroAnibal Lagos ParedesNo ratings yet
- Instalar en 64bitsDocument21 pagesInstalar en 64bitsjnyck17No ratings yet
- Mantenimiento MecánicoDocument13 pagesMantenimiento MecánicoEdikson HernandezNo ratings yet
- Nivel Avanzado - Nivel SecundariaDocument128 pagesNivel Avanzado - Nivel Secundariamiguel angeito arcibia mendozaNo ratings yet
- 3.ficha Práctica Racionales - GeneratrizDocument4 pages3.ficha Práctica Racionales - GeneratrizRodrigo GuerraNo ratings yet
- Curso Alineación de Maquinaria IndustrialDocument45 pagesCurso Alineación de Maquinaria IndustrialWilmar Olave Carvajal89% (19)
- Cap II Defectos Cristalinos y Deformación Plastica en Los MetalesDocument35 pagesCap II Defectos Cristalinos y Deformación Plastica en Los MetalesJose MontesinosNo ratings yet
- Anualidades y RentasDocument9 pagesAnualidades y RentasLaura Alejandra OrtegaNo ratings yet
- Variaciones Porcentuales, Aumentos y Descuentos LlapanaticDocument4 pagesVariaciones Porcentuales, Aumentos y Descuentos LlapanaticANGEL FRANCISCO YANAC ROQUENo ratings yet
- Calculo DiferencialDocument2 pagesCalculo DiferencialjoseNo ratings yet