You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- NEWsubmission Guidelines REVDocument4 pagesNEWsubmission Guidelines REVArjuna SarumpaetNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Thermolib GettingStartedDocument35 pagesThermolib GettingStartedArjuna SarumpaetNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Thermolib Installation GuideDocument33 pagesThermolib Installation GuideArjuna SarumpaetNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Single Phase Transformer (Karady)Document31 pagesSingle Phase Transformer (Karady)Arjuna SarumpaetNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- 970 Extreme4Document68 pages970 Extreme4Alejandro Pérez TápiaNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- AxeraT10-12S T2Document135 pagesAxeraT10-12S T2Franciscley CardosoNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Normally Closed Solenoid Valve by DungsDocument6 pagesNormally Closed Solenoid Valve by DungsM.H.No ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Horizontal Balancing Machines: Series HM6/HM60, HM7/HM70, HM8/HM80Document4 pagesHorizontal Balancing Machines: Series HM6/HM60, HM7/HM70, HM8/HM80Nigo VillanNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- pdsf1000 g900dp DPC 4c5 enDocument2 pagespdsf1000 g900dp DPC 4c5 enDedy setiawanNo ratings yet
- PDFDocument6 pagesPDFJithin kvNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Marine Trans Owners Manual 1016313 RevH 0116 CDDocument200 pagesMarine Trans Owners Manual 1016313 RevH 0116 CDMarco Aurelio BarbosaNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Sluice GateDocument2 pagesSluice GatePrasenjit DeyNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Vs MeDocument8 pagesVs MeArun SNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- BollAero18 EngineDocument11 pagesBollAero18 Engineez1010No ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Technical Data: @perkinsDocument8 pagesTechnical Data: @perkinsRizki HermawanNo ratings yet
- I N I'It: - Casl-Le Fr. I34 Fo: Laddcr Is A: Nocided RopeDocument1 pageI N I'It: - Casl-Le Fr. I34 Fo: Laddcr Is A: Nocided RopeAbu Syeed Md. Aurangzeb Al MasumNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- SML Project FileDocument71 pagesSML Project FileNikhil TiwariNo ratings yet
- Cat Hand Pallet Truck Replacement Parts A4Document3 pagesCat Hand Pallet Truck Replacement Parts A4GUILLERMO SEGURANo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- ECU List - 5.8 - New Features PDFDocument4 pagesECU List - 5.8 - New Features PDFMahesh MirajkarNo ratings yet
- D4B802C6D8D-1 6 66 77 81 85 2 0 105 110 135 KW TDI CR EngineDocument665 pagesD4B802C6D8D-1 6 66 77 81 85 2 0 105 110 135 KW TDI CR EngineAndrei BaluseNo ratings yet
- Oil - Gear - Pump OperationDocument18 pagesOil - Gear - Pump OperationDaniel Alfonso Diaz FloresNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- 2009 Arctic Cat M8 Sno Pro 153 Snowmobiles Service Repair Manual PDFDocument52 pages2009 Arctic Cat M8 Sno Pro 153 Snowmobiles Service Repair Manual PDFhfjskemmdm100% (1)
- FILE 20211011 150247 SSP 962103 Quattro The Evolution of Audi AWDDocument50 pagesFILE 20211011 150247 SSP 962103 Quattro The Evolution of Audi AWDDũng TiếnNo ratings yet
- Seminar On: Vehicle Emission Control SystemsDocument13 pagesSeminar On: Vehicle Emission Control SystemsGauravSinghNo ratings yet
- Free Electric Power WindmillDocument3 pagesFree Electric Power WindmillJim100% (4)
- Audi A6 2.0 TDI Multitronic Tehnilised Andmed PDF Formaadis (Inglise Keeles) PDFDocument1 pageAudi A6 2.0 TDI Multitronic Tehnilised Andmed PDF Formaadis (Inglise Keeles) PDFKai KonsapNo ratings yet
- MOINHO FITZMILLModel-D-Operating-Manual-ver2Document46 pagesMOINHO FITZMILLModel-D-Operating-Manual-ver2Marcos Luiz AlvesNo ratings yet
- DCA-220SPK3 STD SpecDocument8 pagesDCA-220SPK3 STD SpecwinmyintzawNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
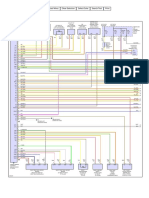
- Toggle Select Wire Mode Hide All Non Selected Wires Clear Selection Select Color Search Text PrintDocument2 pagesToggle Select Wire Mode Hide All Non Selected Wires Clear Selection Select Color Search Text PrintFelix VelasquezNo ratings yet
- Module 6 - DC Machines v2 PDFDocument39 pagesModule 6 - DC Machines v2 PDFHazel Marie Ignacio PeraltaNo ratings yet
- Trucker Tipper Test ENG 2011-07 PDFDocument11 pagesTrucker Tipper Test ENG 2011-07 PDF̶G̶i̶s̶m̶i̶t̶h̶ Y̶a̶l̶i̶c̶o̶ ̶C̶h̶o̶m̶b̶o̶No ratings yet
- A4VSODocument64 pagesA4VSORock Saybolt100% (1)
- CatalogDocument24 pagesCatalogmuthuswamyNo ratings yet
- Assignment Fluid Mec 531Document2 pagesAssignment Fluid Mec 531hadrami muhdNo ratings yet
- Suzuki Address z125 Parts ManualDocument91 pagesSuzuki Address z125 Parts ManualPoe TamNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)