You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Ch23 Machining Processes Turning and Hole Making2Document71 pagesCh23 Machining Processes Turning and Hole Making2GAJANAN M NAIK100% (1)
- Template SOA (ISMS)Document51 pagesTemplate SOA (ISMS)sitiruzaimahNo ratings yet
- Biological ExerciseDocument6 pagesBiological ExerciseTanmoy BasakNo ratings yet
- Solar Cooker.1Document7 pagesSolar Cooker.1GAJANAN M NAIKNo ratings yet
- Solar Cooker.1Document7 pagesSolar Cooker.1GAJANAN M NAIKNo ratings yet
- Cs15 Gas Tank Cleaning Degassing 1997Document12 pagesCs15 Gas Tank Cleaning Degassing 1997kirandevi1981100% (2)
- 1 s2.0 S0032591017303844 Main PDFDocument15 pages1 s2.0 S0032591017303844 Main PDFGAJANAN M NAIKNo ratings yet
- 4 PDFDocument12 pages4 PDFGAJANAN M NAIKNo ratings yet
- 1 s2.0 S0894177717302339 Main PDFDocument10 pages1 s2.0 S0894177717302339 Main PDFGAJANAN M NAIKNo ratings yet
- Renewable and Sustainable Energy Reviews: Farouk M. OkashaDocument13 pagesRenewable and Sustainable Energy Reviews: Farouk M. OkashaGAJANAN M NAIKNo ratings yet
- 2 PDFDocument8 pages2 PDFGAJANAN M NAIKNo ratings yet
- Degree CFTDocument1 pageDegree CFTGAJANAN M NAIKNo ratings yet
- Unit IIIDocument42 pagesUnit IIIMatthew SmithNo ratings yet
- 1 s2.0 S0009250917305067 Main PDFDocument32 pages1 s2.0 S0009250917305067 Main PDFGAJANAN M NAIKNo ratings yet
- 1 s2.0 S0009250917303287 Main PDFDocument11 pages1 s2.0 S0009250917303287 Main PDFGAJANAN M NAIKNo ratings yet
- Degree CFTDocument1 pageDegree CFTGAJANAN M NAIKNo ratings yet
- Textile WasteDocument56 pagesTextile WastePragathees WaranNo ratings yet
- 1 PDFDocument6 pages1 PDFGAJANAN M NAIKNo ratings yet
- TurbomachineryDocument53 pagesTurbomachineryasp9924No ratings yet
- Electrical Discharge Machining - Material Science and TechnologyDocument31 pagesElectrical Discharge Machining - Material Science and TechnologyIvan CristianNo ratings yet
- 8 PDFDocument4 pages8 PDFGAJANAN M NAIKNo ratings yet
- Performance Evaluation of A Parabolic Solar Dish Cooker in Yola, NigeriaDocument5 pagesPerformance Evaluation of A Parabolic Solar Dish Cooker in Yola, NigeriaInternational Organization of Scientific Research (IOSR)No ratings yet
- 4D - Solar Ccooker - Lau Chun Kin GroupDocument18 pages4D - Solar Ccooker - Lau Chun Kin GroupGAJANAN M NAIKNo ratings yet
- 3 PDFDocument5 pages3 PDFGAJANAN M NAIKNo ratings yet
- 7 PDFDocument10 pages7 PDFGAJANAN M NAIKNo ratings yet
- 4 PDFDocument12 pages4 PDFGAJANAN M NAIKNo ratings yet
- 3 PDFDocument5 pages3 PDFGAJANAN M NAIKNo ratings yet
- 2 PDFDocument8 pages2 PDFGAJANAN M NAIKNo ratings yet
- 1 PDFDocument6 pages1 PDFGAJANAN M NAIKNo ratings yet
- RSS Pullers PDFDocument3 pagesRSS Pullers PDFGAJANAN M NAIKNo ratings yet
- 1743284714y 0000000598 PDFDocument15 pages1743284714y 0000000598 PDFGAJANAN M NAIKNo ratings yet
- MULTIFUNCTIONAL PULLERDocument18 pagesMULTIFUNCTIONAL PULLERspsl5No ratings yet
- Narayana 10 01 24 SR Star Co Scmodel A, B&C Jee Main GTM 12n Key&sDocument10 pagesNarayana 10 01 24 SR Star Co Scmodel A, B&C Jee Main GTM 12n Key&sReddyNo ratings yet
- Pump HydraulicsDocument5 pagesPump HydraulicsSiddharth Kharat100% (1)
- Aviation Week & Space Technology - September 22, 2014 USADocument60 pagesAviation Week & Space Technology - September 22, 2014 USAJohn David Hoyos MarmolejoNo ratings yet
- Extent, Yield, and SelectivityDocument10 pagesExtent, Yield, and SelectivityKristopher Ray Simbulan PamintuanNo ratings yet
- Presentation FileDocument10 pagesPresentation FileInnoVentureCommunityNo ratings yet
- T REC K.Sup16 201905 I!!PDF E PDFDocument24 pagesT REC K.Sup16 201905 I!!PDF E PDFMark LionNo ratings yet
- Freezing pipes-FPSDocument2 pagesFreezing pipes-FPSBinu SulochananNo ratings yet
- Extrusion-Spheronization Process Variables and CharacterizationDocument57 pagesExtrusion-Spheronization Process Variables and CharacterizationKhanh Le0% (1)
- Calculating The Pressure Tank Size: Where: Q Cut in & Cut OutDocument1 pageCalculating The Pressure Tank Size: Where: Q Cut in & Cut OutEdsel Camiguing LoquillanoNo ratings yet
- GDCF 2 240 - 2nd - 01 10Document2 pagesGDCF 2 240 - 2nd - 01 10edgardomichligNo ratings yet
- Stop Motion Pre Production - Negotiated BriefDocument10 pagesStop Motion Pre Production - Negotiated Briefp4nd3m0n1c100% (1)
- 1,3,3-Trinitroazetidine (TNAZ) - Part I. Syntheses and PropertiesDocument23 pages1,3,3-Trinitroazetidine (TNAZ) - Part I. Syntheses and PropertiesThanh XomNo ratings yet
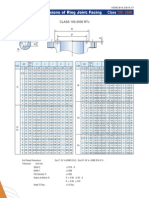
- RTJ Dimension ASME B16.5/B16.47Document1 pageRTJ Dimension ASME B16.5/B16.47parayilomer0% (1)
- Windmill ABB MachinesDocument6 pagesWindmill ABB MachinesRadu BabauNo ratings yet
- Plasticizer From Vegetable Oil DerivativesDocument8 pagesPlasticizer From Vegetable Oil Derivativesilan chertokNo ratings yet
- Titanvene Lldpe-LctnDocument4 pagesTitanvene Lldpe-LctnRifan HarfaniNo ratings yet
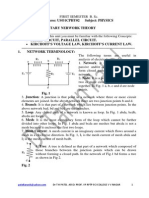
- Us01cphy02 Unit 1 2014 THPDocument18 pagesUs01cphy02 Unit 1 2014 THPapi-264723824No ratings yet
- Solidworks SyllabusDocument7 pagesSolidworks SyllabusArun SubramanianNo ratings yet
- Measurement & Calculation of Vehicle Center of Gravity Using Portable Wheel ScalesDocument11 pagesMeasurement & Calculation of Vehicle Center of Gravity Using Portable Wheel ScalesVedant KodagiNo ratings yet
- EI Manifold Pressure ManualDocument12 pagesEI Manifold Pressure Manualjkloepping_634367970No ratings yet
- Oracle E-Business Suite Release 11i Upgrade To R12.1Document60 pagesOracle E-Business Suite Release 11i Upgrade To R12.1Vladimir PacotaipeNo ratings yet
- Digital Logic DesignDocument4 pagesDigital Logic DesignkiranNo ratings yet
- Ahmed Mohammed EL Desouky 2007Document8 pagesAhmed Mohammed EL Desouky 2007Hazem MohamedNo ratings yet
- Verilog Interview Questions & AnswersDocument6 pagesVerilog Interview Questions & AnswersKrishna Saroja SankaNo ratings yet
- DatasheetDocument13 pagesDatasheetebertecnicoNo ratings yet
- Escorts F-15: Hydraulic Mobile Pick-n-Carry CraneDocument2 pagesEscorts F-15: Hydraulic Mobile Pick-n-Carry CraneChandra MouliNo ratings yet
- EML 4507 Spring 2017 HW11 SolutionDocument7 pagesEML 4507 Spring 2017 HW11 SolutionUnmil PatelNo ratings yet