You might also like
- Unconventional MachinesDocument10 pagesUnconventional MachinesPethurajNo ratings yet
- Applications of Ultrasonic Machining:: Chemical Machining (CHM) Electro-Chemical Machining (ECM)Document2 pagesApplications of Ultrasonic Machining:: Chemical Machining (CHM) Electro-Chemical Machining (ECM)rkNo ratings yet
- Non Conventional MachiningDocument50 pagesNon Conventional MachiningRITIK SHARMANo ratings yet
- Assignment No 04 Electro Chemical MachiningDocument3 pagesAssignment No 04 Electro Chemical MachiningChirag BotkondleNo ratings yet
- Science of Engineerin G Manufactu Re-Ii: Assignment - 1Document17 pagesScience of Engineerin G Manufactu Re-Ii: Assignment - 1amit_kumar_dtuNo ratings yet
- Seminar On Electrochemical and Chemical Metal Removal ProcessDocument9 pagesSeminar On Electrochemical and Chemical Metal Removal ProcessAbishek DhunganaNo ratings yet
- Electro-Discharge Machining (EDM) - Industrial EngineeringDocument24 pagesElectro-Discharge Machining (EDM) - Industrial EngineeringshahadNo ratings yet
- Electrochemical Deburring: Definition, Parts or Construction, Working Principle, Application, Advantages, and Disadvantages (Notes & PDF)Document6 pagesElectrochemical Deburring: Definition, Parts or Construction, Working Principle, Application, Advantages, and Disadvantages (Notes & PDF)ShubhamNo ratings yet
- Enhancement of Material Removal Rate of Electrochemical Machining by Using Rotating Tool ON AISI 1035Document4 pagesEnhancement of Material Removal Rate of Electrochemical Machining by Using Rotating Tool ON AISI 1035kaushalshah28598No ratings yet
- Non Conventional MachiningDocument19 pagesNon Conventional MachiningTooling ganeshNo ratings yet
- Report 5 Axis EdmDocument5 pagesReport 5 Axis EdmAkhil JaiswalNo ratings yet
- Instruction Manual of EDM MachineDocument18 pagesInstruction Manual of EDM MachineJanak ValakiNo ratings yet
- Assignment 2 (Praful Rawat 160970104033)Document5 pagesAssignment 2 (Praful Rawat 160970104033)as hgfNo ratings yet
- Non-Traditional MachiningDocument22 pagesNon-Traditional MachiningSatish SatiNo ratings yet
- Applications of Ultrasonic MachiningDocument11 pagesApplications of Ultrasonic MachiningRadha KrishnaNo ratings yet
- Ucmp Units IV FinalDocument35 pagesUcmp Units IV Finalsiva krishnaNo ratings yet
- Deburring and HonningDocument23 pagesDeburring and HonningAbhishek Kumar100% (1)
- Process Mechanism of EDM ProcessDocument9 pagesProcess Mechanism of EDM ProcessdongreganeshNo ratings yet
- Electrochemical MachiningDocument12 pagesElectrochemical MachiningShubham PoteNo ratings yet
- Electrochemical DeburringDocument10 pagesElectrochemical DeburringChandanN81No ratings yet
- Electric Discharge Machining (Edm) BY: Dr. Manas Das Assistant ProfessorDocument40 pagesElectric Discharge Machining (Edm) BY: Dr. Manas Das Assistant ProfessorSrinivasanNo ratings yet
- Review On Edg PDFDocument8 pagesReview On Edg PDFBibekanand PadhiNo ratings yet
- J. T. Mahajan Polytechnic, Faizpur: Electric Discharge Machining (EDM)Document19 pagesJ. T. Mahajan Polytechnic, Faizpur: Electric Discharge Machining (EDM)ShubhamNo ratings yet
- KrutikDocument17 pagesKrutikDevashish JoshiNo ratings yet
- Ajay EcDocument14 pagesAjay EcNik Hil SmartNo ratings yet
- RememberDocument10 pagesRememberPrakash AndeNo ratings yet
- DemagDocument1 pageDemagDhaval PanchalNo ratings yet
- A Study of Electrical Discharge Grinding Using A Rotary Disk ElectrodeDocument9 pagesA Study of Electrical Discharge Grinding Using A Rotary Disk ElectrodeSarath ChandraNo ratings yet
- Electrical Discharge MachiningDocument16 pagesElectrical Discharge MachiningRizwan MrnNo ratings yet
- Electron Beam MachiningDocument14 pagesElectron Beam MachiningDoopukuntla SmithaNo ratings yet
- Eddy Current BrakesDocument14 pagesEddy Current BrakesSurya Pratap Singh78% (18)
- Principle of Spark ErosionDocument5 pagesPrinciple of Spark ErosionAjay RanaNo ratings yet
- Title: Objective: Electrode Discharge Machine Wirecut (EDM Wirecut)Document23 pagesTitle: Objective: Electrode Discharge Machine Wirecut (EDM Wirecut)Nur Shaheera Zainurin33% (3)
- Electricdischargemachining PDFDocument14 pagesElectricdischargemachining PDFizadeen al sawafiriNo ratings yet
- Electron Beam Welding Process - Equipment's, Working Principle With DiagramDocument7 pagesElectron Beam Welding Process - Equipment's, Working Principle With DiagramDr.S.Ravi CITNo ratings yet
- Topic 5-Eddy Current MotorDocument15 pagesTopic 5-Eddy Current MotorRami AlanaziNo ratings yet
- Unconventional MachiningDocument14 pagesUnconventional MachiningA58Vikas UbovejaNo ratings yet
- L 32 Unit4 BEE Introduction To DC MachineDocument8 pagesL 32 Unit4 BEE Introduction To DC MachineUtkarsh SangalNo ratings yet
- Department of Mechanical Engineering: SJB Institute of TechnologyDocument67 pagesDepartment of Mechanical Engineering: SJB Institute of TechnologyChidu KNo ratings yet
- Elctrochemical MachiningDocument23 pagesElctrochemical MachiningLea Gerelyn DucayNo ratings yet
- Electrochemical Grinding-2Document13 pagesElectrochemical Grinding-2BhUPindER KhelaNo ratings yet
- Electrochemical Machining (ECM) Is A Non-Traditional Machining (NTM) Process Belonging ToDocument11 pagesElectrochemical Machining (ECM) Is A Non-Traditional Machining (NTM) Process Belonging ToMd Sultan AhemadNo ratings yet
- Optimization of Process Parameters in Die Sinking EDM - A REVIEWDocument6 pagesOptimization of Process Parameters in Die Sinking EDM - A REVIEWIJSTENo ratings yet
- Ijert Ijert: Study of Electro-Chemical Machining Process For Drilling HoleDocument5 pagesIjert Ijert: Study of Electro-Chemical Machining Process For Drilling HoleMd Sultan AhemadNo ratings yet
- Non Conventional Machining ProcessesDocument65 pagesNon Conventional Machining ProcessesRenjith Rajendraprasad100% (1)
- Course Number: IPE-116Document9 pagesCourse Number: IPE-116kawsar_002No ratings yet
- Performance Capabilities of EDM Machining Using Aluminum, Brass and Copper For AISI 304L MaterialDocument6 pagesPerformance Capabilities of EDM Machining Using Aluminum, Brass and Copper For AISI 304L MaterialInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Electrochemical MachiningDocument9 pagesElectrochemical MachiningROONE SHOWNo ratings yet
- Wire Edm, Edg, EddgDocument23 pagesWire Edm, Edg, EddgKrishna GopalNo ratings yet
- Electrical Discharge Machining (EDM) ProcessDocument24 pagesElectrical Discharge Machining (EDM) ProcessNur Anisa Wasilah Binti Mohd Noor ShahrinNo ratings yet
- Wire EDM Lab ReportDocument5 pagesWire EDM Lab ReportEdgar ThorpeNo ratings yet
- Non-Conventional Machining ProcessesDocument31 pagesNon-Conventional Machining ProcessesmunazarNo ratings yet
- MMFM Unit II EcmDocument29 pagesMMFM Unit II EcmAdula RajasekharNo ratings yet
- ME20B145E8B15Document5 pagesME20B145E8B15Rahul me20b145No ratings yet
- Electrochemical Machining (ECM)Document36 pagesElectrochemical Machining (ECM)Abhishek KumarNo ratings yet
- Module-3: Advanced Material Removal Processes: Lecture No-9Document6 pagesModule-3: Advanced Material Removal Processes: Lecture No-9Pradip PatelNo ratings yet
- Finite-Element Simulation of Dimensional Limitation of Electro Chemical Machining (ECM) ProcessDocument5 pagesFinite-Element Simulation of Dimensional Limitation of Electro Chemical Machining (ECM) Processnirmala bogireddyNo ratings yet
- Welding Engineering - FALL2021-22 - Module 1Document44 pagesWelding Engineering - FALL2021-22 - Module 1dhaya nidhiNo ratings yet
- Electron Beam Welding-Manu AssignmentDocument5 pagesElectron Beam Welding-Manu Assignmentbaiti_atiqahNo ratings yet
- Study of a reluctance magnetic gearbox for energy storage system applicationFrom EverandStudy of a reluctance magnetic gearbox for energy storage system applicationRating: 1 out of 5 stars1/5 (1)
- Advertisement: Dr. Ambedkar Medhavi Chhattar YojnaDocument1 pageAdvertisement: Dr. Ambedkar Medhavi Chhattar YojnaRajesh PuniaNo ratings yet
- Research PaperDocument8 pagesResearch PaperRajesh PuniaNo ratings yet
- Aboudzadeh 2010Document9 pagesAboudzadeh 2010Rajesh PuniaNo ratings yet
- FT IRAnalysisofMaterialsDocument50 pagesFT IRAnalysisofMaterialsRajesh PuniaNo ratings yet
- Aarti SangrhDocument33 pagesAarti SangrhRajesh PuniaNo ratings yet
- 16 5 201916may2019121243 PDFDocument1 page16 5 201916may2019121243 PDFRajesh PuniaNo ratings yet
- Ant Colony OptimizationDocument24 pagesAnt Colony OptimizationRajesh PuniaNo ratings yet
- IJCS 18 36 - GhorbaniDocument13 pagesIJCS 18 36 - GhorbaniRajesh PuniaNo ratings yet
- Testing Facilities Tribology Lab and Metrology Lab in Department of Mechanical EnggDocument1 pageTesting Facilities Tribology Lab and Metrology Lab in Department of Mechanical EnggRajesh PuniaNo ratings yet
- 10 - Chapter 5 PDFDocument10 pages10 - Chapter 5 PDFAnonymous zsxsPPENo ratings yet
- Final 00387Document4 pagesFinal 00387Rajesh PuniaNo ratings yet
- Lec 25Document9 pagesLec 25Rajesh PuniaNo ratings yet
- IJCS 18 36 - GhorbaniDocument13 pagesIJCS 18 36 - GhorbaniRajesh PuniaNo ratings yet
- Teqip - IiiDocument33 pagesTeqip - IiiRajesh PuniaNo ratings yet
- Fischer 2002Document8 pagesFischer 2002Rajesh PuniaNo ratings yet
- Sarkar 2016Document4 pagesSarkar 2016Rajesh PuniaNo ratings yet
- Ganita Darshan 1Document4 pagesGanita Darshan 1Rajesh PuniaNo ratings yet
- Materials 11 00870Document9 pagesMaterials 11 00870Rajesh PuniaNo ratings yet
- Latex Quickguide PDFDocument2 pagesLatex Quickguide PDFMalkavian KhaozNo ratings yet
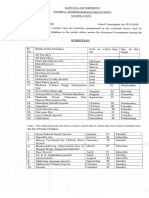
- Haryana Government Employee Holidays List 2019Document3 pagesHaryana Government Employee Holidays List 2019Renuka SharmaNo ratings yet
- Welding MetallurgyDocument37 pagesWelding Metallurgyhemant1886100% (4)
- Bioactive Glasses in Dentistry: A Review: Abbasi Z, Bahrololoom ME, Shariat MH, Bagheri RDocument22 pagesBioactive Glasses in Dentistry: A Review: Abbasi Z, Bahrololoom ME, Shariat MH, Bagheri RRajesh PuniaNo ratings yet
- Lec 27Document9 pagesLec 27Rajesh PuniaNo ratings yet
- IJCS 18 36 - GhorbaniDocument13 pagesIJCS 18 36 - GhorbaniRajesh PuniaNo ratings yet
- Jobs/Methods Utilized Under TEM/ Sem / Iem: Levy Charges For Different Facilities Provided atDocument1 pageJobs/Methods Utilized Under TEM/ Sem / Iem: Levy Charges For Different Facilities Provided atRajesh PuniaNo ratings yet
- Analysis of Controlled Air Cooling For Castings by Experiment and Simulation - Foundry-PlanetDocument16 pagesAnalysis of Controlled Air Cooling For Castings by Experiment and Simulation - Foundry-PlanetRajesh PuniaNo ratings yet
- Castanal 2Document106 pagesCastanal 2Rajesh PuniaNo ratings yet
- ISFM 2018 BrochureDocument5 pagesISFM 2018 BrochureRajesh PuniaNo ratings yet
- (WWW - Entrance-Exam - Net) - PTU M.tech in Production Engineering Metal Casting Sample Paper 1Document2 pages(WWW - Entrance-Exam - Net) - PTU M.tech in Production Engineering Metal Casting Sample Paper 1Sreekumar RajendrababuNo ratings yet
- 166 Foundry Technology: Figure 3.43 Typical Architecture of A ComprehensiveDocument3 pages166 Foundry Technology: Figure 3.43 Typical Architecture of A ComprehensiveRajesh PuniaNo ratings yet
- A S M Fahad Hossain Assistant Professor Dept. of CE, AUSTDocument30 pagesA S M Fahad Hossain Assistant Professor Dept. of CE, AUSTMahadi HasanNo ratings yet
- Completions and WorkoverDocument309 pagesCompletions and WorkoverFan Jack67% (3)
- Embedded Enzymatic Biomaterial Degradation: 6836 Macromolecules 2009, 42, 6836-6839Document4 pagesEmbedded Enzymatic Biomaterial Degradation: 6836 Macromolecules 2009, 42, 6836-6839hhkkllNo ratings yet
- Pharmacology Notes (Introduction To Pharmacology)Document16 pagesPharmacology Notes (Introduction To Pharmacology)BRYCE WILLIAM GONo ratings yet
- 409 Data BulletinDocument12 pages409 Data BulletinWilliam PaivaNo ratings yet
- This PDF Is The Sample PDF Taken From Our Comprehensive Study Material For NEET & AiimsDocument13 pagesThis PDF Is The Sample PDF Taken From Our Comprehensive Study Material For NEET & AiimsVikash Rao khatodiyaNo ratings yet
- UO-II Chapter 4 (Adsorption)Document27 pagesUO-II Chapter 4 (Adsorption)Ghaydah Hamed Rashid Al-AbriNo ratings yet
- 4th Health2 For Demo Explicit TeachingDocument4 pages4th Health2 For Demo Explicit TeachingLeony Cipriano100% (2)
- Electrozincados en 10152 (2009)Document18 pagesElectrozincados en 10152 (2009)joaopedrosousaNo ratings yet
- Orthodontic Wires - Properties / Orthodontic Courses by Indian Dental AcademyDocument226 pagesOrthodontic Wires - Properties / Orthodontic Courses by Indian Dental Academyindian dental academy100% (1)
- Scale-Up of Protein Purification Downstream Processing Issues PDFDocument13 pagesScale-Up of Protein Purification Downstream Processing Issues PDFCapNo ratings yet
- Emulgin HandbookDocument2 pagesEmulgin HandbookCarlos Fernando Jacobo PérezNo ratings yet
- IB-DU1000 Metal-Enclosed Bus PDFDocument12 pagesIB-DU1000 Metal-Enclosed Bus PDFdestro57No ratings yet
- Ipa18 202 SeDocument15 pagesIpa18 202 SeDimas Suryo WicaksonoNo ratings yet
- Magneto Hydro Dynamic GeneratorDocument19 pagesMagneto Hydro Dynamic GeneratorKarthik ViratNo ratings yet
- pg1 PDFDocument1 pagepg1 PDFSanjeev GuptaNo ratings yet
- tmpA3C2 TMPDocument11 pagestmpA3C2 TMPFrontiersNo ratings yet
- 01-0019-01 Flame Methods Manual For AADocument117 pages01-0019-01 Flame Methods Manual For AARobert Larry Cordova DiazNo ratings yet
- Sales Contract Bangladesh Complete and Signed by Jolly 22 July 2021Document18 pagesSales Contract Bangladesh Complete and Signed by Jolly 22 July 2021Fantania BerryNo ratings yet
- National Waste Management Strategy 2019-2023Document64 pagesNational Waste Management Strategy 2019-2023Chikondi KanamaNo ratings yet
- Aerospace Material SpecificationDocument7 pagesAerospace Material SpecificationAnonymous T6GllLl0No ratings yet
- Biocomposites Guide PDFDocument40 pagesBiocomposites Guide PDFShirah CoolNo ratings yet
- (MySchoolChildren) SKEMA Biologi Percubaan SPM 2012 SBP QDocument27 pages(MySchoolChildren) SKEMA Biologi Percubaan SPM 2012 SBP QIsmaliza IshakNo ratings yet
- LK Priceguide2003Document24 pagesLK Priceguide2003Praveen PrabhakaranNo ratings yet
- Ok Kadar Abu KencurDocument7 pagesOk Kadar Abu KencurMuhamad IqbalNo ratings yet
- What Pipeliners Need To Know About Induction Bends PDFDocument20 pagesWhat Pipeliners Need To Know About Induction Bends PDFmarcos2dami2o2de2azeNo ratings yet
- Principles of Topical Therapy: Presented By: DR .Anjali Singh Junior Resident Department of DermatologyDocument25 pagesPrinciples of Topical Therapy: Presented By: DR .Anjali Singh Junior Resident Department of DermatologyRiyaSinghNo ratings yet
- Chromatography PharmacyDocument41 pagesChromatography PharmacyfarisaNo ratings yet
- Feasibility Study of Isononanol ProductionDocument3 pagesFeasibility Study of Isononanol ProductionIntratec SolutionsNo ratings yet
- "Promotional Activity of RCF Fertilizers Through Print Media (RCF Sheti PatrikaDocument26 pages"Promotional Activity of RCF Fertilizers Through Print Media (RCF Sheti PatrikagirishtorawaneNo ratings yet