You might also like
- UF1126 - Control de la producción en fabricación mecánicaFrom EverandUF1126 - Control de la producción en fabricación mecánicaNo ratings yet
- Planeacion de Requerimiento de Capacidad CRPDocument8 pagesPlaneacion de Requerimiento de Capacidad CRPRicardo Johan Gamboa PalominoNo ratings yet
- Planeación de La CapacidadDocument15 pagesPlaneación de La CapacidadJunior Yepez SalazarNo ratings yet
- Serie Nightmare Dragons 3 Luz de Las Estrellas Terry BolryderDocument215 pagesSerie Nightmare Dragons 3 Luz de Las Estrellas Terry BolryderDuosangelical CelesteNo ratings yet
- Resumen de Supply Chain Management de Sunil Chopra y Peter MeindlFrom EverandResumen de Supply Chain Management de Sunil Chopra y Peter MeindlRating: 5 out of 5 stars5/5 (1)
- Problema LXL, Tamaño FijoDocument16 pagesProblema LXL, Tamaño FijoRicardo Alejandre Pérez100% (1)
- Resumen de Mejores prácticas de gestión empresarial de Jeremy Hope y Steve PlayerFrom EverandResumen de Mejores prácticas de gestión empresarial de Jeremy Hope y Steve PlayerNo ratings yet
- MRP, Estructura, MRP ServiciosDocument63 pagesMRP, Estructura, MRP ServiciosRicardo Alejandre PérezNo ratings yet
- Tema 3 DECISIONES SOBRE CAPACIDAD A LARGO Y CORTO PLAZODocument10 pagesTema 3 DECISIONES SOBRE CAPACIDAD A LARGO Y CORTO PLAZORebeca Moirenda CuñanchiroNo ratings yet
- Administraacion de Operaciones-Unidad 3Document20 pagesAdministraacion de Operaciones-Unidad 3Roberto Angel RamírezNo ratings yet
- Unidad 3 Planeación de La CapacidadDocument10 pagesUnidad 3 Planeación de La CapacidadedmundoNo ratings yet
- Importancia de La Planeación de La Capacidad de Una EmpresaDocument13 pagesImportancia de La Planeación de La Capacidad de Una EmpresaIlse Solis83% (6)
- Ensayo Planeacion de La CapacidadDocument2 pagesEnsayo Planeacion de La CapacidadJaziel Martinez Zavala40% (5)
- Unidad 3 Planeación de La CapacidadDocument16 pagesUnidad 3 Planeación de La CapacidadMáykevin MáuryNo ratings yet
- Planeación de La CapacidadDocument15 pagesPlaneación de La CapacidadSamuel Santos FloresNo ratings yet
- Importancia de La PlaneacionDocument21 pagesImportancia de La PlaneacionEduardo ZapataNo ratings yet
- 6.1 Cálculo Y Planificación de La CapacidadDocument2 pages6.1 Cálculo Y Planificación de La Capacidadzayda100% (1)
- Analisis de La ActividadDocument34 pagesAnalisis de La ActividadJennifer Fernandez75% (4)
- Tarea 6 Proyectos Empresarailes 2Document8 pagesTarea 6 Proyectos Empresarailes 2Hilcia Ester Sagastume LopezNo ratings yet
- Método NioshDocument3 pagesMétodo NioshRicardo Alejandre Pérez0% (1)
- ModelosIntervenciónCuidadoresDiscapacidadDocument7 pagesModelosIntervenciónCuidadoresDiscapacidadDaniela OspinaNo ratings yet
- Biodiversidad y PetróleoDocument139 pagesBiodiversidad y PetróleoOmar Andrés Cifuentes Gaitán100% (1)
- Medidas de La Capacidad de La ProduccionDocument8 pagesMedidas de La Capacidad de La Producciondaniel perezNo ratings yet
- Unidad 3 Planeación de La Capacidad1Document8 pagesUnidad 3 Planeación de La Capacidad1edmundoNo ratings yet
- ITSPDocument8 pagesITSPJuan Cesareo Morales LarragaNo ratings yet
- Importancia de La PlaneacionDocument21 pagesImportancia de La PlaneacionMartha ReséndizNo ratings yet
- Unidad 3Document17 pagesUnidad 3Brenda Guadalupe Marquez CardonaNo ratings yet
- Administracion y Decisiones Sobre InstalacionesDocument28 pagesAdministracion y Decisiones Sobre InstalacionesEdwin Calderon QuispeNo ratings yet
- La capacidad y sus medidas enDocument15 pagesLa capacidad y sus medidas enLucero Villagra BautistaNo ratings yet
- Planeación de La CapacidadDocument17 pagesPlaneación de La CapacidadAlex Fernandez VargasNo ratings yet
- Actividad 2.t3 y Actividad 3.t3 - Eq9Document19 pagesActividad 2.t3 y Actividad 3.t3 - Eq9Jesús EuanNo ratings yet
- Investigacion de La ExposicionDocument13 pagesInvestigacion de La ExposicionMaria de los SantosNo ratings yet
- Unidad 6Document16 pagesUnidad 6Toñita LopezNo ratings yet
- Actividades de La U3 - Admon de OperacionesDocument22 pagesActividades de La U3 - Admon de OperacionesLesly Rubi Vargas Eslava0% (1)
- Organización y Planificación de La ProducciónDocument7 pagesOrganización y Planificación de La ProducciónCarlos CantoNo ratings yet
- Unidad 3Document18 pagesUnidad 3TICO CTNo ratings yet
- Un Árbol de Decisiones Es Una Forma Gráfica y Analítica de Representar Todos Los EventosDocument16 pagesUn Árbol de Decisiones Es Una Forma Gráfica y Analítica de Representar Todos Los EventosfernandaNo ratings yet
- Ado Unidad Dos TeoríaDocument3 pagesAdo Unidad Dos Teoríayuliet VazquezNo ratings yet
- Resumen Administracion Estrategica de La CapacidadDocument6 pagesResumen Administracion Estrategica de La Capacidadalejandra100% (1)
- Capacidad Efectiva Del SistemaDocument4 pagesCapacidad Efectiva Del SistemaCruz MarinNo ratings yet
- Ensayo de La CapacidadDocument9 pagesEnsayo de La CapacidadLuis Martinez100% (1)
- Documento de Investigación - U3 - Equipo 6.Document13 pagesDocumento de Investigación - U3 - Equipo 6.Virgilio SilvaNo ratings yet
- Administracion de La Capacidad OperativaDocument4 pagesAdministracion de La Capacidad OperativaLuillyPonceNo ratings yet
- Planif. Estrat. de ProduciónDocument7 pagesPlanif. Estrat. de Produciónkarina argoteNo ratings yet
- Capacidad de PlantaDocument37 pagesCapacidad de PlantaFlavio Junior Gutierrez GuzmanNo ratings yet
- Gestión de la capacidad productivaDocument9 pagesGestión de la capacidad productivaMarcoNo ratings yet
- Unidad 3 Antecedentes y GeneralidadesDocument25 pagesUnidad 3 Antecedentes y Generalidadesroberto enríquezNo ratings yet
- Unidad 3 DesarrolladaDocument10 pagesUnidad 3 DesarrolladaAbril HuertaNo ratings yet
- Planeación de la capacidad de producción en empresasDocument7 pagesPlaneación de la capacidad de producción en empresasBrandon Cazales DominguezNo ratings yet
- Capitulo 5Document5 pagesCapitulo 5Edward LcNo ratings yet
- Ingeniería Industrial - Unidad VL D.plantas Carga-DistanciaDocument29 pagesIngeniería Industrial - Unidad VL D.plantas Carga-Distanciajem3753054No ratings yet
- Planeación de La CapacidadDocument4 pagesPlaneación de La CapacidadJazmin Pérez TamayoNo ratings yet
- Administración Estratégica de La CapacidadDocument22 pagesAdministración Estratégica de La CapacidadRichard CastilloNo ratings yet
- Medidas capacidad producción herramientas cálculoDocument8 pagesMedidas capacidad producción herramientas cálculoLupita ChableNo ratings yet
- Act 6 Plan de Requerimientos de CapacidadDocument8 pagesAct 6 Plan de Requerimientos de CapacidadAlex Maldonado MataNo ratings yet
- Estrategica de La CapacidadDocument16 pagesEstrategica de La CapacidadCristhian Jhimmy Pacosillo SiñaniNo ratings yet
- Gestión de OperacionesDocument67 pagesGestión de Operacionescba0000No ratings yet
- Ensayo Proceso de Producción SeminarioDocument5 pagesEnsayo Proceso de Producción SeminarioSucely RuizNo ratings yet
- Estrategias de Adecuacion de La Capacidad Ala DemandaDocument11 pagesEstrategias de Adecuacion de La Capacidad Ala DemandafreddyNo ratings yet
- Admon. Operaciones I Reporte de InvestigacionDocument17 pagesAdmon. Operaciones I Reporte de InvestigacionHefer Nehemias MartinezNo ratings yet
- Decisiones Sobre La Capacidad de OperaciDocument33 pagesDecisiones Sobre La Capacidad de OperaciBenjamín Araujo MonsalvoNo ratings yet
- Cálculo de la capacidad de producción y tipos de capacidadDocument31 pagesCálculo de la capacidad de producción y tipos de capacidadLeony CamineroNo ratings yet
- CAPÍTULO 10 ResumenDocument8 pagesCAPÍTULO 10 ResumenfernandoNo ratings yet
- Cap 5 Caso de AperturaDocument2 pagesCap 5 Caso de AperturaangieNo ratings yet
- Administracion de Operaciones U3Document9 pagesAdministracion de Operaciones U3Justin KinneyNo ratings yet
- Planeación de La Capacidad.Document8 pagesPlaneación de La Capacidad.cruzdejua12No ratings yet
- Planeación de La CapácidadDocument12 pagesPlaneación de La CapácidadfrifriuNo ratings yet
- Alejandre Pérez RicardoDocument24 pagesAlejandre Pérez RicardoRicardo Alejandre PérezNo ratings yet
- Grupos Tecnológicos Faksa Equipo 6Document37 pagesGrupos Tecnológicos Faksa Equipo 6Ricardo Alejandre PérezNo ratings yet
- Programas de Maquinado CNCDocument24 pagesProgramas de Maquinado CNCRicardo Alejandre PérezNo ratings yet
- OpticasDocument5 pagesOpticasRicardo Alejandre PérezNo ratings yet
- El Diodo No PolarizadoDocument5 pagesEl Diodo No PolarizadoRicardo Alejandre PérezNo ratings yet
- Contenido y Formatos Del Proyecto de GTDocument6 pagesContenido y Formatos Del Proyecto de GTRicardo Alejandre PérezNo ratings yet
- ECONOMIADocument15 pagesECONOMIARicardo Alejandre PérezNo ratings yet
- Torno Tarea 1Document6 pagesTorno Tarea 1Ricardo Alejandre PérezNo ratings yet
- Diseño y distribución del área de recepción en oficinas y almacenesDocument22 pagesDiseño y distribución del área de recepción en oficinas y almacenesRicardo Alejandre Pérez100% (1)
- Determinación tamaño planta chocolateDocument11 pagesDeterminación tamaño planta chocolateRicardo Alejandre PérezNo ratings yet
- Unidad 2Document14 pagesUnidad 2Ricardo Alejandre PérezNo ratings yet
- Precursor EsDocument16 pagesPrecursor EsRicardo Alejandre PérezNo ratings yet
- Diagrama de Fuljo Practica 1Document1 pageDiagrama de Fuljo Practica 1Ricardo Alejandre PérezNo ratings yet
- Esadistica 3Document39 pagesEsadistica 3Ricardo Alejandre PérezNo ratings yet
- Gestion de Los Sistemas de CalidadDocument26 pagesGestion de Los Sistemas de CalidadRicardo Alejandre PérezNo ratings yet
- Arreglo UnidimensionalDocument5 pagesArreglo UnidimensionalRicardo Alejandre PérezNo ratings yet
- Análisis ABCDocument28 pagesAnálisis ABCRicardo Alejandre PérezNo ratings yet
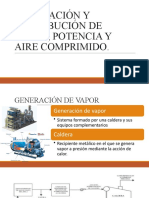
- Generación y Distribución de Vapor, Aire Comprimido y PotenciaDocument27 pagesGeneración y Distribución de Vapor, Aire Comprimido y PotenciaEliNo ratings yet
- Boff AscensionDocument6 pagesBoff AscensionentretenidoNo ratings yet
- Convocatoria LAPIS 2022Document7 pagesConvocatoria LAPIS 2022Marco AntonioNo ratings yet
- Lumenes de AmpolletasDocument20 pagesLumenes de AmpolletasJosé Manuel Vergara ChapaNo ratings yet
- Jugando con las letrasDocument15 pagesJugando con las letrasAnonymous CrtoHz5rNo ratings yet
- Adolf EichmanDocument3 pagesAdolf Eichman51. Valencia Martinez América AlejandraNo ratings yet
- Cuadernillo Logico Matematico 1 3 AñosDocument32 pagesCuadernillo Logico Matematico 1 3 AñosNathaly Ayllen Olmos MuñozNo ratings yet
- Matemática Quinto 5° - Sem 37 José PonceDocument5 pagesMatemática Quinto 5° - Sem 37 José PonceBlademir Cusi Arisaca Leucosito ProduccionesNo ratings yet
- Resolución 493/2023Document3 pagesResolución 493/2023Edu Lalo MejiasNo ratings yet
- CONTAMINANTES SOxDocument10 pagesCONTAMINANTES SOxEDGAR HERNAN BOHORQUEZ RAMIREZNo ratings yet
- Atienza, Juan G - Lo Puesto y Un ParaguasDocument6 pagesAtienza, Juan G - Lo Puesto y Un ParaguaslauravairaNo ratings yet
- Boletín Oficial - 2016-05-06 - 4º SecciónDocument28 pagesBoletín Oficial - 2016-05-06 - 4º SecciónOndRechTacLetMovNo ratings yet
- IR1-2012 Declaración Jurada de ISR para Persona Física1Document4 pagesIR1-2012 Declaración Jurada de ISR para Persona Física1CesarNo ratings yet
- Chimu FINALDocument9 pagesChimu FINALRivera Antonio MarcoNo ratings yet
- Anamnesis Nutricional Adolescentes Mujeres: Mg. Esmeralda Hurtado CastroDocument27 pagesAnamnesis Nutricional Adolescentes Mujeres: Mg. Esmeralda Hurtado CastroBlanca Esmeralda HurtadoNo ratings yet
- Fuentes del Derecho Parlamentario MexicanoDocument5 pagesFuentes del Derecho Parlamentario MexicanoGLORIA GARCIANo ratings yet
- American WaterDocument4 pagesAmerican WaterStefany Flórez RambauthNo ratings yet
- TALLER 3 Tipos de PárrafosDocument8 pagesTALLER 3 Tipos de PárrafosAna Yancy SANo ratings yet
- Prática 3 Tratamientos Térmicos y DurezaDocument13 pagesPrática 3 Tratamientos Térmicos y DurezaBryan Hernandez AlvaradoNo ratings yet
- TFG L3005Document45 pagesTFG L3005Katherine OrtizNo ratings yet
- Bitacora Expoferia I-2023Document5 pagesBitacora Expoferia I-2023Yanelis Carolina Rodriguez RiveroNo ratings yet
- PETARDocument1 pagePETARJoseph Junior Jahuira TaparaNo ratings yet
- Analisis de La Realidad Interna y Del Entorno EscolarDocument21 pagesAnalisis de La Realidad Interna y Del Entorno Escolarjacqueline hurtadoNo ratings yet
- Contaminación Ambiental Ocasionado Por CESUR en El Disrito de CaracotoDocument2 pagesContaminación Ambiental Ocasionado Por CESUR en El Disrito de CaracotoEdward YucraNo ratings yet
- Consult A Graf SetDocument6 pagesConsult A Graf SetsantyNo ratings yet