You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
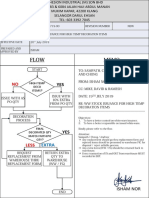
- WW Stock Issuance For High Temp Decoration ItemsDocument1 pageWW Stock Issuance For High Temp Decoration ItemsNorIshamIsmailNo ratings yet
- Why Should Muslims Visit Al Aqsa - Proofreading DoneDocument17 pagesWhy Should Muslims Visit Al Aqsa - Proofreading DoneNorIshamIsmailNo ratings yet
- Why Should Muslims Visit Al Aqsa - Proofreading DoneDocument17 pagesWhy Should Muslims Visit Al Aqsa - Proofreading DoneNorIshamIsmailNo ratings yet
- Stock Purchase Order FlowDocument24 pagesStock Purchase Order FlowNorIshamIsmailNo ratings yet
- Skills Matrix TemplateDocument14 pagesSkills Matrix TemplateRuth MariaNo ratings yet
- Note Trial # 15 Is Combination of Foot & Rubber AttachementDocument2 pagesNote Trial # 15 Is Combination of Foot & Rubber AttachementNorIshamIsmailNo ratings yet
- MBM Sneak PeekDocument16 pagesMBM Sneak PeekRiad MahmudNo ratings yet
- Legle France CataloqueDocument71 pagesLegle France CataloqueNorIshamIsmailNo ratings yet
- Gage R&R Study - Data Entry: More On GR&RDocument3 pagesGage R&R Study - Data Entry: More On GR&RNorIshamIsmailNo ratings yet
- UW-Madison Pay Adjustment Justification MatrixDocument21 pagesUW-Madison Pay Adjustment Justification MatrixNorIshamIsmail100% (1)
- LSS Final - Report - TemplateDocument9 pagesLSS Final - Report - TemplateEdNo ratings yet
- Imop WH Sp0001Document1 pageImop WH Sp0001NorIshamIsmailNo ratings yet
- Print Form SOP RequirementsDocument4 pagesPrint Form SOP RequirementsSiti Hawa NabillahNo ratings yet
- Design Development Requisition Lead TimeDocument1 pageDesign Development Requisition Lead TimeNorIshamIsmailNo ratings yet
- Inhesion Industrial (M) SDN BHD: To: From: CC: Date: Subject: Showplate's Silicone PadDocument1 pageInhesion Industrial (M) SDN BHD: To: From: CC: Date: Subject: Showplate's Silicone PadNorIshamIsmailNo ratings yet
- 07 Chapter 2Document42 pages07 Chapter 2NorIshamIsmailNo ratings yet
- Ceramics BooketDocument14 pagesCeramics BooketNorIshamIsmailNo ratings yet
- Ariel New Shipping Checklist Small PrintDocument2 pagesAriel New Shipping Checklist Small PrintNorIshamIsmailNo ratings yet
- Business Plan For Raja AhmadDocument12 pagesBusiness Plan For Raja AhmadNorIshamIsmailNo ratings yet
- Effective Leadership4647Document45 pagesEffective Leadership4647Jay AdonesNo ratings yet
- Definition - What Does Mean?: Product Quality Management (PQM)Document1 pageDefinition - What Does Mean?: Product Quality Management (PQM)NorIshamIsmailNo ratings yet
- Excel ModelsDocument433 pagesExcel ModelsVipul Singh100% (11)
- Business Plan For Raja AhmadDocument14 pagesBusiness Plan For Raja AhmadNorIshamIsmailNo ratings yet
- Basic Supervisory SkillsDocument17 pagesBasic Supervisory SkillsNorIshamIsmailNo ratings yet
- Definition QAMDocument60 pagesDefinition QAMNorIshamIsmailNo ratings yet
- EC-1700 Massage Chair User ManualDocument48 pagesEC-1700 Massage Chair User ManualNorIshamIsmailNo ratings yet
- Cyberrelax sks1800Document46 pagesCyberrelax sks1800NorIshamIsmailNo ratings yet
- Office Cleaning ProposalDocument7 pagesOffice Cleaning ProposalNorIshamIsmail100% (1)
- Definition of Production ControlDocument22 pagesDefinition of Production ControlNorIshamIsmailNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Bosch 20182019 Catalog - Drillingfastening PDFDocument52 pagesBosch 20182019 Catalog - Drillingfastening PDFPray OcampoNo ratings yet
- UI 9253-06 Part 1 E (2009-11) - WeldingAndWeldExaminationOfMetallicPipingDocument12 pagesUI 9253-06 Part 1 E (2009-11) - WeldingAndWeldExaminationOfMetallicPipingmahmoud_allam3100% (1)
- Crow Runner Series User ManualDocument44 pagesCrow Runner Series User ManualHelen HelenopoulosNo ratings yet
- Sec 46Document1 pageSec 46roufixNo ratings yet
- Risk Assessment For Tank 2Document4 pagesRisk Assessment For Tank 2Ace2201100% (1)
- Selecion de Fusibles para Proteccion de TransformadoresDocument14 pagesSelecion de Fusibles para Proteccion de TransformadoresfreddyriveraNo ratings yet
- Brakes Calculations Assumptions MadeDocument3 pagesBrakes Calculations Assumptions MadeMonojit KonarNo ratings yet
- Pages From Kahramaa - ELECTRICTY WIRING CODE 2018Document2 pagesPages From Kahramaa - ELECTRICTY WIRING CODE 2018fayasibrahimkuttyNo ratings yet
- Palm Beach County Property Appraiser PTO Balance Report 4-30-2012Document7 pagesPalm Beach County Property Appraiser PTO Balance Report 4-30-2012LynnKWalshNo ratings yet
- Running Scan On 3 PinsDocument10 pagesRunning Scan On 3 Pinsnithyanandham8494No ratings yet
- Aspen Hysys Surge Analysis Compressor DynamicsDocument4 pagesAspen Hysys Surge Analysis Compressor DynamicssalcedopozasNo ratings yet
- The 4 Ms of OperationDocument14 pagesThe 4 Ms of OperationGodwill Jireh L. Patindol100% (8)
- Kathrein 800 10622Document5 pagesKathrein 800 10622Casandra CasiNo ratings yet
- Digital Unit Plan Template UpdatedDocument3 pagesDigital Unit Plan Template Updatedapi-398431038No ratings yet
- Fuse Relay BoxesDocument6 pagesFuse Relay Boxesmkisa70No ratings yet
- Pike Plan Report 2015Document236 pagesPike Plan Report 2015Daily FreemanNo ratings yet
- .CSC Boiler Explosion PDFDocument4 pages.CSC Boiler Explosion PDFadula paulinaNo ratings yet
- Banking Management System 7030Document34 pagesBanking Management System 7030sanjaysingh meharaNo ratings yet
- 12 - DT - 0069 - Fishing - Tools - and Services - Catalog - LR - 6272107 - 01Document41 pages12 - DT - 0069 - Fishing - Tools - and Services - Catalog - LR - 6272107 - 01riadh kherarbaNo ratings yet
- THE FLIGHT CONTROLS - PresentationDocument14 pagesTHE FLIGHT CONTROLS - PresentationGiannisNo ratings yet
- Gimik Was A Filipino Teen Drama Series Aired and Produced by ABSDocument10 pagesGimik Was A Filipino Teen Drama Series Aired and Produced by ABSElizaDeVillaNo ratings yet
- BRM Bristell PohDocument94 pagesBRM Bristell PohRobert PladetNo ratings yet
- Turban Dss9e Ch07Document45 pagesTurban Dss9e Ch07meme_qanaNo ratings yet
- Cashier's report for Pares Retiro Food CorpDocument2 pagesCashier's report for Pares Retiro Food CorpMaricel CamachoNo ratings yet
- AFS DLL For Maintain Estimated MaterialsDocument13 pagesAFS DLL For Maintain Estimated MaterialsIslam WayNo ratings yet
- Functional Test Checklist Air Handling Unit (Ahu)Document5 pagesFunctional Test Checklist Air Handling Unit (Ahu)long minn2No ratings yet
- Application Management ServicesDocument16 pagesApplication Management ServicesAnil ChityalNo ratings yet
- 2010-2011 CatalogDocument378 pages2010-2011 CatalogHouston Community College91% (43)
- Vedantu 01122019 9850Document2 pagesVedantu 01122019 9850Ankit Nandy100% (1)
- Zipper CatalogDocument21 pagesZipper CatalogAldesigns AlinNo ratings yet