You might also like
- Metric Partially Threaded Hex BoltsDocument1 pageMetric Partially Threaded Hex BoltsCarniol DragosNo ratings yet
- Metric Partially Threaded Hex Bolts PDFDocument1 pageMetric Partially Threaded Hex Bolts PDFRicky ReungNo ratings yet
- M48D965Document1 pageM48D965Gulfstream Data, IncNo ratings yet
- RATV - Socket Head Fasteners - MetricDocument1 pageRATV - Socket Head Fasteners - MetricGustavo CarvalhoNo ratings yet
- Machine Screws: DIN 965 & ISO 7045 TorxDocument1 pageMachine Screws: DIN 965 & ISO 7045 TorxDerekNo ratings yet
- Hex Jam Nut Metric (ISO 4035)Document1 pageHex Jam Nut Metric (ISO 4035)Abu IrfanNo ratings yet
- DIN 7991 Hexagon Socket Countersunk Head Screw SpecificationDocument2 pagesDIN 7991 Hexagon Socket Countersunk Head Screw SpecificationGökhan AnliNo ratings yet
- Cap Screw-C Sunk DimensionsDocument1 pageCap Screw-C Sunk DimensionsTan Hui ChewNo ratings yet
- DIN 439 Messing en PDFDocument1 pageDIN 439 Messing en PDFNo everNo ratings yet
- E ClipDocument2 pagesE CliprajuhaveriNo ratings yet
- Metric Fastener Dimensions and SpecificationsDocument1 pageMetric Fastener Dimensions and SpecificationsDerekNo ratings yet
- Is 19781982Document5 pagesIs 19781982Padakandla SumanNo ratings yet
- Flange Dimension & Templates For Drilling: Dimensions of Class 150 Steel Flange Valves and FittingsDocument6 pagesFlange Dimension & Templates For Drilling: Dimensions of Class 150 Steel Flange Valves and FittingsadelNo ratings yet
- Bolt Din 933Document2 pagesBolt Din 933anNo ratings yet
- ARITA - Flanges-PN-16Document1 pageARITA - Flanges-PN-16Iqrok Himawan KusumaNo ratings yet
- Heavy Hex Bolt DimensionsDocument6 pagesHeavy Hex Bolt DimensionsSUJIT PATEL100% (1)
- Metric Air Bending Force Chart PDFDocument1 pageMetric Air Bending Force Chart PDFأبومحمدالزياتNo ratings yet
- DIN 439 Stahl 04 GV enDocument1 pageDIN 439 Stahl 04 GV enErliana IndahNo ratings yet
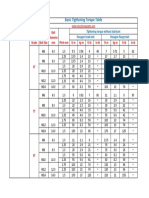
- BasicTorqueTable PDFDocument1 pageBasicTorqueTable PDFCharles BrannanNo ratings yet
- BasicTorqueTable PDFDocument1 pageBasicTorqueTable PDFCharles BrannanNo ratings yet
- Giddings & Lewis Zappendix ADocument9 pagesGiddings & Lewis Zappendix AAngel AdautaNo ratings yet
- ASME B18.2.1-2010 Hex Bolt Dimensions and SpecsDocument1 pageASME B18.2.1-2010 Hex Bolt Dimensions and SpecsadrbimNo ratings yet
- FEW Tapping Drill Sizes PDFDocument1 pageFEW Tapping Drill Sizes PDFsteve@air-innovations.co.zaNo ratings yet
- Buizen Tuyaux Pipes: Drukbuis Glashelder Tuyau de Pression Transparent Pressure Pipe TransparentDocument6 pagesBuizen Tuyaux Pipes: Drukbuis Glashelder Tuyau de Pression Transparent Pressure Pipe Transparenttestuser01No ratings yet
- Transparante Buizen-1Document6 pagesTransparante Buizen-1testuser01No ratings yet
- Transparante Buizen-1Document6 pagesTransparante Buizen-1testuser01No ratings yet
- Hebei Qianli Rubber Products Co., Ltd. SAE 100 hose specificationsDocument6 pagesHebei Qianli Rubber Products Co., Ltd. SAE 100 hose specificationsdilli123No ratings yet
- LWN FlangesDocument8 pagesLWN Flangesfranckx1960No ratings yet
- Close-Coupled Type T20: Dimensions (In)Document1 pageClose-Coupled Type T20: Dimensions (In)Admirador ClaheviNo ratings yet
- Heli CoilsDocument8 pagesHeli Coilscoelhix698973No ratings yet
- Dimensions of Metric Hex NutsDocument2 pagesDimensions of Metric Hex Nutsdidik sNo ratings yet
- Fasten BoltDocument1 pageFasten BoltSara BookerNo ratings yet
- Service DataDocument12 pagesService DataGianni DaBolognaNo ratings yet
- Fastener Screw Thread Rolling DiametersDocument5 pagesFastener Screw Thread Rolling Diametersn1ghtfallNo ratings yet
- METRIC FASTENERS: HEX CAP SCREWS AND BOLTSDocument1 pageMETRIC FASTENERS: HEX CAP SCREWS AND BOLTSSean YangNo ratings yet
- Dimensions Across Flats and Heights of Hex Nuts According To ISO 4032Document3 pagesDimensions Across Flats and Heights of Hex Nuts According To ISO 4032Reyhan Fanny PratamaNo ratings yet
- Screws Nuts Washer SizesDocument5 pagesScrews Nuts Washer SizesNanang RisdiantoNo ratings yet
- Metric Socket Set ScrewsDocument2 pagesMetric Socket Set ScrewsvvvvvvNo ratings yet
- Tightening torques for ISO metric screwsDocument1 pageTightening torques for ISO metric screwsnatalinoNo ratings yet
- Dodge Self-Threading Insert For PlasticDocument1 pageDodge Self-Threading Insert For PlasticBarNo ratings yet
- Ricon (Preview)Document24 pagesRicon (Preview)Arya WisnuNo ratings yet
- ASME B165 Flange DimensionsDocument6 pagesASME B165 Flange DimensionsRAHUL SINGH RAWATNo ratings yet
- SP 05CMDocument40 pagesSP 05CMKristian FonNo ratings yet
- High Tensile: Hexagon Flange Bolts DIN 6921Document1 pageHigh Tensile: Hexagon Flange Bolts DIN 6921Mauro MiguelNo ratings yet
- Dual Flow Rotary Joints Type SXB - Two Por TS, 180°: Size (K) M P S C D E F G H J O UnitsDocument1 pageDual Flow Rotary Joints Type SXB - Two Por TS, 180°: Size (K) M P S C D E F G H J O UnitsMantenimiento AcabadosNo ratings yet
- Technical Data For Pipes Conforming To Astm A-53.gr A&b SCHDocument1 pageTechnical Data For Pipes Conforming To Astm A-53.gr A&b SCHAltaf ur RehmanNo ratings yet
- Socket Head Cap Screws # 912 - Din & Iso DimensionsDocument1 pageSocket Head Cap Screws # 912 - Din & Iso DimensionsNorbert StarotchiNo ratings yet
- Flange AS4087 AS2129 BS Table DEDocument2 pagesFlange AS4087 AS2129 BS Table DEadamNo ratings yet
- Metric DIN 433 Flat Washer Dimensions and SpecificationsDocument4 pagesMetric DIN 433 Flat Washer Dimensions and SpecificationsChris StefanouNo ratings yet
- Roofdek D32S: Ultimate Section Properties To EurocodeDocument1 pageRoofdek D32S: Ultimate Section Properties To EurocodeVolodymyr ShchurNo ratings yet
- Tb4e 005FG0 359Document3 pagesTb4e 005FG0 359Боян АнтовNo ratings yet
- 104077Document1 page104077William DelgadoNo ratings yet
- Metric DIN 916 SpecDocument5 pagesMetric DIN 916 SpecJUAN CARDONANo ratings yet
- NutsDocument8 pagesNutsGerry Dan ChanliongcoNo ratings yet
- Mid-Statyes - Carbon Steel Pipe Fitting - Straight TEEDocument2 pagesMid-Statyes - Carbon Steel Pipe Fitting - Straight TEETamer BannaNo ratings yet
- Mid-Statyes - Carbon Steel Pipe Fitting - Straight TEEDocument2 pagesMid-Statyes - Carbon Steel Pipe Fitting - Straight TEETamer BannaNo ratings yet
- Math Practice Simplified: Decimals & Percents (Book H): Practicing the Concepts of Decimals and PercentagesFrom EverandMath Practice Simplified: Decimals & Percents (Book H): Practicing the Concepts of Decimals and PercentagesRating: 5 out of 5 stars5/5 (3)
- The Mechanical Behaviour of Engineering Materials: The Commonwealth and International Library: Structures and Solid Body Mechanics DivisionFrom EverandThe Mechanical Behaviour of Engineering Materials: The Commonwealth and International Library: Structures and Solid Body Mechanics DivisionNo ratings yet
- Manufacturing Technology for Aerospace Structural MaterialsFrom EverandManufacturing Technology for Aerospace Structural MaterialsRating: 5 out of 5 stars5/5 (2)
- Channel and Bolt FixingsDocument19 pagesChannel and Bolt FixingsShamaNo ratings yet
- Automatic Detection of Single Ripe Tomato PDFDocument14 pagesAutomatic Detection of Single Ripe Tomato PDFShamaNo ratings yet
- Industrial GratingsDocument25 pagesIndustrial GratingsAshvin GungaramNo ratings yet
- HS2Document25 pagesHS2ShamaNo ratings yet
- Adaptive Internal Model Control With Application To Fueling ControlDocument9 pagesAdaptive Internal Model Control With Application To Fueling ControlShamaNo ratings yet
- Bike Wheeling RampDocument1 pageBike Wheeling RampShamaNo ratings yet
- Fuzzy Adaptive Internal Model ControlDocument10 pagesFuzzy Adaptive Internal Model ControlShamaNo ratings yet
- Design of An Eye-In-Hand Sensing and Servo ControlDocument14 pagesDesign of An Eye-In-Hand Sensing and Servo ControlShamaNo ratings yet
- Notice of Change of Nomination (Form No. 3750) PDFDocument3 pagesNotice of Change of Nomination (Form No. 3750) PDFDesikan100% (1)
- Fuzzy Adaptive Internal Model Control Schemes For PMSM Speed-Regulation SystemDocument13 pagesFuzzy Adaptive Internal Model Control Schemes For PMSM Speed-Regulation SystemShamaNo ratings yet
- Begum Umd 0117N 11380Document126 pagesBegum Umd 0117N 11380ShamaNo ratings yet
- Ajith Kumar RDocument6 pagesAjith Kumar Rsnehar redkarNo ratings yet
- Assignment SCE503Document24 pagesAssignment SCE503ShamaNo ratings yet
- Bridge Construction Using Precast Concrete ElementsDocument28 pagesBridge Construction Using Precast Concrete ElementsRafael BorchardtNo ratings yet
- Linear Control Systems Lab ReportDocument5 pagesLinear Control Systems Lab ReportShamaNo ratings yet
- Linear Control Systems: Assignment PresentationDocument21 pagesLinear Control Systems: Assignment PresentationShamaNo ratings yet
- Mock TestDocument1 pageMock TestShamaNo ratings yet
- My Assignment - Varun.n - Linear Control SystemsDocument22 pagesMy Assignment - Varun.n - Linear Control SystemsShamaNo ratings yet
- Mock TestDocument1 pageMock TestShamaNo ratings yet
- Railway Steel Grade PDFDocument4 pagesRailway Steel Grade PDFv4lkr3yNo ratings yet
- Cell Phone GuidanceDocument3 pagesCell Phone GuidanceAnonymous XiymFuQdFNo ratings yet
- Sections MincesDocument1 pageSections MincesShamaNo ratings yet
- ETAG N° 032: Guideline For European Technical Approval ofDocument51 pagesETAG N° 032: Guideline For European Technical Approval ofShamaNo ratings yet
- JCSR 2364 - Lateral-Torsional Buckling of Coped Beams PDFDocument17 pagesJCSR 2364 - Lateral-Torsional Buckling of Coped Beams PDFShamaNo ratings yet
- 4.1.1 Direct Shear Test 4.1.2 Triaxial Tests: Nptel - Advanced Foundation Engineering-1Document20 pages4.1.1 Direct Shear Test 4.1.2 Triaxial Tests: Nptel - Advanced Foundation Engineering-1HundeejireenyaNo ratings yet
- ETAG N° 032: Guideline For European Technical Approval ofDocument51 pagesETAG N° 032: Guideline For European Technical Approval ofShamaNo ratings yet
- Effect of Bridge Lateral Deformation On Track Geometry of High-Speed RailwayDocument12 pagesEffect of Bridge Lateral Deformation On Track Geometry of High-Speed RailwayShamaNo ratings yet
- Bridge Abutment DesignDocument14 pagesBridge Abutment Designsharangill100% (1)
- Guidance Note Half Through Bridges No. 1.10: ScopeDocument5 pagesGuidance Note Half Through Bridges No. 1.10: ScopeShamaNo ratings yet
- 2600 Expansion JointsDocument12 pages2600 Expansion JointsShamaNo ratings yet
- Simple Bolt Are Not SimpleDocument18 pagesSimple Bolt Are Not SimplehidexNo ratings yet
- Capacities and SpecificationsDocument30 pagesCapacities and SpecificationsDatNo ratings yet
- Micron Precision Screws: Leading automotive and industrial fastener manufacturer since 1979Document18 pagesMicron Precision Screws: Leading automotive and industrial fastener manufacturer since 1979rakeshsaini81No ratings yet
- Fr1500mk3 Installation Manual NDocument79 pagesFr1500mk3 Installation Manual Nmod denizenNo ratings yet
- BT4000 PartsDocument117 pagesBT4000 PartsPilaquinga DiegoNo ratings yet
- Mounting Dream Living Room TV Mount MD2380 ManualDocument11 pagesMounting Dream Living Room TV Mount MD2380 ManualMarcelo MeiraNo ratings yet
- Series 611 Valve Setter - Flange by Flange Used With MasterSeries N-Shape Assemblies Specification SheetDocument1 pageSeries 611 Valve Setter - Flange by Flange Used With MasterSeries N-Shape Assemblies Specification SheetFEBCONo ratings yet
- Parts Catalog - Option DetailDocument3 pagesParts Catalog - Option DetailmunhNo ratings yet
- Installation of School Buzzers Program of WorksDocument20 pagesInstallation of School Buzzers Program of WorksAlexander MaximoNo ratings yet
- Set Out Masonry StructureDocument18 pagesSet Out Masonry StructureDawit Awash80% (5)
- Maintain EOT Crane ManualDocument36 pagesMaintain EOT Crane ManualNikki ChauhanNo ratings yet
- 3 ExtrusionDocument130 pages3 ExtrusionashwinNo ratings yet
- Construction Site & Lifting by CraneDocument68 pagesConstruction Site & Lifting by CraneShammas RajputNo ratings yet
- Easy Robotics With CardboardDocument16 pagesEasy Robotics With Cardboardmarcelyjoana1227No ratings yet
- Manual Skoda Octavia - Gearbox m5 02KDocument116 pagesManual Skoda Octavia - Gearbox m5 02KCornea Horatiu Sebastian100% (5)
- 6 Mini Satellite-Antenna Rotator MkIIDocument20 pages6 Mini Satellite-Antenna Rotator MkIIRADIO LU5HANo ratings yet
- Simple Shear ConnectionsDocument44 pagesSimple Shear ConnectionsAdam JonesNo ratings yet
- Mnaul de Servicio STX 12F (JT1200) 2005-2006Document434 pagesMnaul de Servicio STX 12F (JT1200) 2005-2006Luis Alberto TinjacaNo ratings yet
- Mechanical Properties For Stainless Steel FastenersDocument3 pagesMechanical Properties For Stainless Steel FastenersGonzalo MazaNo ratings yet
- XB4BA31 product data sheetDocument5 pagesXB4BA31 product data sheetAlexander ValenciaNo ratings yet
- Breathers: Threaded Adapters For Creating Tank BreathersDocument11 pagesBreathers: Threaded Adapters For Creating Tank BreathersAmjedNo ratings yet
- FIG. 1828T: Gate Valve Ansi Class 800 Threaded End, Forged SteelDocument1 pageFIG. 1828T: Gate Valve Ansi Class 800 Threaded End, Forged SteelAlejandro NietoNo ratings yet
- Vmax 2007Document92 pagesVmax 2007DiegoFonsecaNo ratings yet
- Md17iu 001BW PDFDocument72 pagesMd17iu 001BW PDFVictorAndradeRNo ratings yet
- Tech Paper Ringfeder Locking Assemblies RFN 7012 en 08 2019Document3 pagesTech Paper Ringfeder Locking Assemblies RFN 7012 en 08 2019Andres Byke SepulvedaNo ratings yet
- 13 B 2 NDocument7 pages13 B 2 NRay Ramilo100% (1)
- Honda HR21 5Document40 pagesHonda HR21 5Ferenc Norbert100% (1)
- Lodge & Shipley Lathes: A Legacy of Quality Machine ToolsDocument8 pagesLodge & Shipley Lathes: A Legacy of Quality Machine ToolsRey SantanaNo ratings yet
- Homelite SX135 String Trimmer Parts ManualDocument12 pagesHomelite SX135 String Trimmer Parts ManualTomas StrNo ratings yet
- Union Special 61400ABDocument16 pagesUnion Special 61400ABJared TylerNo ratings yet