You might also like
- Research Paper On Nonlinear Optics FromDocument4 pagesResearch Paper On Nonlinear Optics FromSoumya Ranjan dasNo ratings yet
- Tensar Basetex Technical Info (April 2003)Document4 pagesTensar Basetex Technical Info (April 2003)sandycastleNo ratings yet
- Group Members:: University of Engineering and Technology PeshawarDocument11 pagesGroup Members:: University of Engineering and Technology PeshawarMuhammad MustafaNo ratings yet
- A Comparative Study On The Effect of Air Gap On Sound Transmission Loss Provided by Double Glazed PanelsDocument5 pagesA Comparative Study On The Effect of Air Gap On Sound Transmission Loss Provided by Double Glazed Panelssparesh121No ratings yet
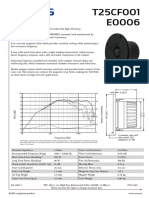
- 25mm fabric dome speaker with high efficiency and linear frequency responseDocument1 page25mm fabric dome speaker with high efficiency and linear frequency responseLaura CampbellNo ratings yet
- Energyflo DatasheetDocument2 pagesEnergyflo Datasheetclazy8No ratings yet
- 27TDCDocument1 page27TDCAdelino FontanaNo ratings yet
- Filter SolutionsDocument12 pagesFilter SolutionsHerik AziziNo ratings yet
- Filter Solutions For: Danfoss PAH, APP and CLP PumpsDocument12 pagesFilter Solutions For: Danfoss PAH, APP and CLP PumpsImmorthalNo ratings yet
- So Sanh Cach NhietDocument41 pagesSo Sanh Cach NhietHo Dac ThanhNo ratings yet
- Pe50bf Difh C SensorDocument2 pagesPe50bf Difh C SensorAli KhumaeniNo ratings yet
- Damage Detection in Stiffened CompositeDocument9 pagesDamage Detection in Stiffened CompositeAR HassanNo ratings yet
- Control of Reverberation Times in DomeDocument5 pagesControl of Reverberation Times in DomehaiobNo ratings yet
- GSM Interference Cancellation For Forensic AudioDocument10 pagesGSM Interference Cancellation For Forensic AudioxikechamhNo ratings yet
- CMD Presentation Dieter Eichinger (Lenzing)Document33 pagesCMD Presentation Dieter Eichinger (Lenzing)deep_thakkerNo ratings yet
- Reflectivity of Thin Plywood PanelsDocument1 pageReflectivity of Thin Plywood PanelsThe PieonicBritzNo ratings yet
- An Example ProposalDocument5 pagesAn Example ProposalJason fuNo ratings yet
- h1209 l26rfx P DatasheetDocument1 pageh1209 l26rfx P DatasheetStanko CaneNo ratings yet
- Application Note: UV/VIS Spectroscopy in MicroplatesDocument8 pagesApplication Note: UV/VIS Spectroscopy in MicroplatesGreiner Bio-OneNo ratings yet
- AcosutiPLus V Fibreglass Absorption and NRCsDocument2 pagesAcosutiPLus V Fibreglass Absorption and NRCsHamzeh TarteerNo ratings yet
- Ais 191Document3 pagesAis 191Hassan Ali SadiqNo ratings yet
- Effect of Deposition Time On The Properties of Al Doped Zno Films Prepared by DC Magnetron SputteringDocument4 pagesEffect of Deposition Time On The Properties of Al Doped Zno Films Prepared by DC Magnetron SputteringLoubna MentarNo ratings yet
- 19TFF1 H0737Document1 page19TFF1 H0737NikolaNesicNo ratings yet
- Brochure CLIMAVER Neto - Alu-Black FacingsDocument8 pagesBrochure CLIMAVER Neto - Alu-Black FacingsRomi ComateNo ratings yet
- Aerosound - LXFDocument1 pageAerosound - LXFMinh TranNo ratings yet
- E701 E2 01 X+E3Z+DatasheetDocument24 pagesE701 E2 01 X+E3Z+DatasheetAndrea SperottoNo ratings yet
- 3.15 Electrical, Optical and Magnetic Materials and Devices Prof. Caroline A. Ross Fall 2006Document2 pages3.15 Electrical, Optical and Magnetic Materials and Devices Prof. Caroline A. Ross Fall 2006Maciel Gomes Dos SantosNo ratings yet
- Amphion Loudspeakers FinlandDocument11 pagesAmphion Loudspeakers FinlandAmphion100% (2)
- TSD-RM001-Fire Performance Notes (XLPE Vs EPR)Document7 pagesTSD-RM001-Fire Performance Notes (XLPE Vs EPR)jedi_pandaNo ratings yet
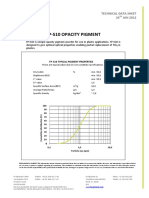
- Fp-510 Opacity Pigment: Technical Data Sheet 24 JAN 2012Document1 pageFp-510 Opacity Pigment: Technical Data Sheet 24 JAN 2012Long An DoNo ratings yet
- docs/Technology/Presentations/RPG Specialty AbsorbersDocument50 pagesdocs/Technology/Presentations/RPG Specialty AbsorbersJay JayNo ratings yet
- Understanding Damping Techniques For Noise and Vibration ControlDocument8 pagesUnderstanding Damping Techniques For Noise and Vibration ControlSanthosh KumarNo ratings yet
- AAF Leaflet BioCel VXL AstroCel VXLDocument2 pagesAAF Leaflet BioCel VXL AstroCel VXLsoumya saswatNo ratings yet
- Knauf Danoline Kraft Acoustic Plaster Ceiling SystemDocument12 pagesKnauf Danoline Kraft Acoustic Plaster Ceiling SystemKen RNo ratings yet
- Market Study On Acoustic MaterialsDocument50 pagesMarket Study On Acoustic MaterialsAqsa NazNo ratings yet
- Bag Filters: Synthetic Fine Filters F7Document2 pagesBag Filters: Synthetic Fine Filters F7mikael8118No ratings yet
- PES Membrane Pleated FilterDocument3 pagesPES Membrane Pleated FilterCarlos BarriosNo ratings yet
- Tsi Aerotrak Portable: Particle CounterDocument11 pagesTsi Aerotrak Portable: Particle CounterFatih RahmawatiNo ratings yet
- Vibration and Shock Isolation Systems Lower TransmissionDocument9 pagesVibration and Shock Isolation Systems Lower Transmission9740106486No ratings yet
- Brochure Veraviewepocs 3D R100 2019 ENDocument16 pagesBrochure Veraviewepocs 3D R100 2019 ENJosé Daniel Campos MéndezNo ratings yet
- Dynamic Behavior of Simple Soil-Structure Systems ExperimentDocument10 pagesDynamic Behavior of Simple Soil-Structure Systems ExperimentStewart Yaroshenko Lopez OtinianoNo ratings yet
- Reduce Noise and Vibrations in Commercial CompressorsDocument9 pagesReduce Noise and Vibrations in Commercial Compressorsshank100No ratings yet
- T35C002 classic dome midrange tweeterDocument1 pageT35C002 classic dome midrange tweeterJairPedroniNo ratings yet
- Bituminous Soft Fibre BoardDocument1 pageBituminous Soft Fibre BoardTayyabah ZafarNo ratings yet
- Sensitometry: Describing Photographic PerformanceDocument55 pagesSensitometry: Describing Photographic PerformanceilloNo ratings yet
- Room Acoustics: Early and Late Reflections, Reverberation Times (RT60Document7 pagesRoom Acoustics: Early and Late Reflections, Reverberation Times (RT60hariniNo ratings yet
- Filter KostenSenken ENDocument4 pagesFilter KostenSenken ENLuís CamposNo ratings yet
- Figures Chapter 4 Electroacoustic PerformanceDocument23 pagesFigures Chapter 4 Electroacoustic PerformanceTaegan YoungNo ratings yet
- Konica Centuria Super 1600 Film: Technical Data SheetDocument3 pagesKonica Centuria Super 1600 Film: Technical Data SheetRichard KingstonNo ratings yet
- A Quasi-Optical Free-Space Method For Dielectric Constant Characterization of Polymer Materials in Mm-Wave BandDocument4 pagesA Quasi-Optical Free-Space Method For Dielectric Constant Characterization of Polymer Materials in Mm-Wave BandNedelcuGeorgeNo ratings yet
- فحوص المرور السريع ط 8Document14 pagesفحوص المرور السريع ط 8Abdo AboretaNo ratings yet
- B-019 Update: Phytoplankton, Robots, and FunDocument29 pagesB-019 Update: Phytoplankton, Robots, and FunRUCOOLNo ratings yet
- Equivalency of envissSentinel Media Filter to STORM Calculator RaingardensDocument2 pagesEquivalency of envissSentinel Media Filter to STORM Calculator RaingardensBarrasons Engineers TeamNo ratings yet
- Thermo FormingDocument3 pagesThermo Formingajaikumar ShankarNo ratings yet
- Seas Prestige H1333!08!06 T18RE - XFCTV2 DatasheetDocument1 pageSeas Prestige H1333!08!06 T18RE - XFCTV2 DatasheetMaximusNo ratings yet
- liverfatquantification-wp-fnl-hrDocument8 pagesliverfatquantification-wp-fnl-hrmicropocketfilmsNo ratings yet
- Basic SpecificationDocument5 pagesBasic SpecificationArunpandiyanNo ratings yet
- Slope Stability of Embankments PDFDocument7 pagesSlope Stability of Embankments PDFFirhan RezyNo ratings yet
- Electrocoat 101 105Document5 pagesElectrocoat 101 105Sy Nguyen VietNo ratings yet
- High Performance Loudspeakers: Optimising High Fidelity Loudspeaker SystemsFrom EverandHigh Performance Loudspeakers: Optimising High Fidelity Loudspeaker SystemsRating: 4 out of 5 stars4/5 (1)
- SIAT - First Announcement 2021 - Final PDFDocument4 pagesSIAT - First Announcement 2021 - Final PDFjeyaselvanmNo ratings yet
- SIAT - First Announcement 2021 - Final PDFDocument4 pagesSIAT - First Announcement 2021 - Final PDFjeyaselvanmNo ratings yet
- Influence of Tensioner Dry Friction On The Vibration of Belt Drives With Belt Bending Stiffness PDFDocument9 pagesInfluence of Tensioner Dry Friction On The Vibration of Belt Drives With Belt Bending Stiffness PDFjeyaselvanmNo ratings yet
- Four-Fold Method of Noise and Vibration ControlDocument8 pagesFour-Fold Method of Noise and Vibration ControlasdmoomNo ratings yet
- TVC Input Data Form Page 7Document17 pagesTVC Input Data Form Page 7jeyaselvanmNo ratings yet
- Influence of Tensioner Dry Friction On The Vibration of Belt Drives With Belt Bending Stiffness PDFDocument9 pagesInfluence of Tensioner Dry Friction On The Vibration of Belt Drives With Belt Bending Stiffness PDFjeyaselvanmNo ratings yet
- 3-day introductory course on acoustic engineering in Pune, IndiaDocument1 page3-day introductory course on acoustic engineering in Pune, IndiajeyaselvanmNo ratings yet
- A SHORT TERM COURSE ON ADVANCES IN VIBRATION ENGINEERINGDocument2 pagesA SHORT TERM COURSE ON ADVANCES IN VIBRATION ENGINEERINGjeyaselvanmNo ratings yet
- Digital Audio - Creating A WAV (RIFF) FileDocument3 pagesDigital Audio - Creating A WAV (RIFF) FilejeyaselvanmNo ratings yet
- Applications of Triaxial AccelerometersDocument14 pagesApplications of Triaxial AccelerometersjeyaselvanmNo ratings yet
- Detailed Table of Contents NortonDocument8 pagesDetailed Table of Contents NortonjeyaselvanmNo ratings yet
- Helling Katalog NDTDocument43 pagesHelling Katalog NDTjeyaselvanmNo ratings yet
- A Model For Analyzing The Startup Dynamics of A Belt-Transmission Driven by A DC MotorDocument6 pagesA Model For Analyzing The Startup Dynamics of A Belt-Transmission Driven by A DC MotorjeyaselvanmNo ratings yet
- V Belt FailureDocument10 pagesV Belt Failuremuki10No ratings yet
- Understanding Noise Radiation From A Hermetic CompressorDocument6 pagesUnderstanding Noise Radiation From A Hermetic CompressorjeyaselvanmNo ratings yet
- Dynamic Modelling of Belt Drives PDFDocument76 pagesDynamic Modelling of Belt Drives PDFjeyaselvanmNo ratings yet
- Belt Study1 PDFDocument6 pagesBelt Study1 PDFjvaldebe82No ratings yet
- State-Space Representation of A Plant Plant With State-Variable FeedbackDocument1 pageState-Space Representation of A Plant Plant With State-Variable FeedbackjeyaselvanmNo ratings yet
- The Story of Allan D. Pierce Jerry H. GinsbergDocument7 pagesThe Story of Allan D. Pierce Jerry H. GinsbergjeyaselvanmNo ratings yet
- The Story of Allan D. Pierce Jerry H. GinsbergDocument7 pagesThe Story of Allan D. Pierce Jerry H. GinsbergjeyaselvanmNo ratings yet
- One-Dimensional Flows of Fluid and Gas in PipelinesDocument30 pagesOne-Dimensional Flows of Fluid and Gas in PipelinesjeyaselvanmNo ratings yet
- Changing CoordinatesDocument13 pagesChanging CoordinatesjeyaselvanmNo ratings yet
- 950 3-3 P5ZR 30 Pag 650-100Document8 pages950 3-3 P5ZR 30 Pag 650-100jeyaselvanmNo ratings yet
- Arku LevelingDocument20 pagesArku Levelingjeyaselvanm0% (1)
- Pipeline NetworksDocument15 pagesPipeline NetworksjeyaselvanmNo ratings yet
- Top 8 Vibration Analysis Software PackagesDocument7 pagesTop 8 Vibration Analysis Software PackagesjeyaselvanmNo ratings yet
- Smartphone SensorsDocument14 pagesSmartphone SensorsjeyaselvanmNo ratings yet
- Suppression PassiveDocument2 pagesSuppression PassivejeyaselvanmNo ratings yet
- Primer On Digital BeamformingDocument15 pagesPrimer On Digital Beamformingshaan76No ratings yet
- Physics Unit 2 6PH02 January 2011 ERDocument30 pagesPhysics Unit 2 6PH02 January 2011 ERDaniyal SiddiquiNo ratings yet
- Polarization Measurement (P Hernday)Document26 pagesPolarization Measurement (P Hernday)Zamzuri Abdul KadirNo ratings yet
- Waveguide Modeling For Naval RadarDocument5 pagesWaveguide Modeling For Naval Radarriyaz100% (1)
- AAL Thesis ResumoDocument8 pagesAAL Thesis ResumokamelNo ratings yet
- Indoor Optical WirelessDocument16 pagesIndoor Optical WirelessSantiago Federico Barrera BoadaNo ratings yet
- Absorption / Transmission / Reflection SpectrosDocument6 pagesAbsorption / Transmission / Reflection SpectrosArmin Anwar ArminNo ratings yet
- MRX525Document2 pagesMRX525Juan M. CórdovaNo ratings yet
- NIOSH Ruido Ocupacional PDFDocument126 pagesNIOSH Ruido Ocupacional PDFUltrich CarrascoNo ratings yet
- Light WavesDocument20 pagesLight WavesLampros gkNo ratings yet
- Project Tesla - The Demonstration of Artificially Stimulated Resonance of The Earth's Ionosphere WaveguideDocument14 pagesProject Tesla - The Demonstration of Artificially Stimulated Resonance of The Earth's Ionosphere WaveguideTHE NIKOLA TESLA INSTITUTE100% (2)
- Las Science 7 Q3 WavesDocument2 pagesLas Science 7 Q3 WavesJonah Santos-PinedaNo ratings yet
- CYMATICSDocument7 pagesCYMATICStragussNo ratings yet
- Science 8 ExamDocument5 pagesScience 8 ExamDennis Martin BarazonNo ratings yet
- Fresnel's BiprismDocument6 pagesFresnel's Biprismprateekjain010% (1)
- High Resolution X-Ray Diffractometry and Topography 1998Document278 pagesHigh Resolution X-Ray Diffractometry and Topography 1998Tal PeerNo ratings yet
- LiTech DatasheetDocument1 pageLiTech DatasheetMadhankumarNo ratings yet
- Waves and Types of WavesDocument14 pagesWaves and Types of Wavesusman_uet08100% (2)
- RF BehaviourDocument5 pagesRF BehaviouratoznsNo ratings yet
- Lecture12 EDMDocument13 pagesLecture12 EDMOmar Adnan AhmadNo ratings yet
- SCIENCE Grade 10: Quarter 2 - Module 4 Effects of Electromagnetic RadiationDocument15 pagesSCIENCE Grade 10: Quarter 2 - Module 4 Effects of Electromagnetic RadiationChristine GraceNo ratings yet
- Ultra OpenDocument10 pagesUltra OpenkherberrusNo ratings yet
- MESH-2100 User ManualDocument2 pagesMESH-2100 User ManualCarlos Daniel CruzNo ratings yet
- Examview Waves and Sound Practice Test4Document9 pagesExamview Waves and Sound Practice Test4Tajay Billings100% (1)
- Photonics, A Short Course - DegiorgioDocument260 pagesPhotonics, A Short Course - DegiorgiofernandoNo ratings yet
- SUMMATIVE-TEST-2.1-G10 For AmateursDocument2 pagesSUMMATIVE-TEST-2.1-G10 For AmateursAbraham Del CastilloNo ratings yet
- Year 11 Electromagnetic Waves-2017Document10 pagesYear 11 Electromagnetic Waves-2017Lawrence OnthugaNo ratings yet
- Barrier Insertion Loss Measurements: Report OnDocument35 pagesBarrier Insertion Loss Measurements: Report OnKevin BiltonNo ratings yet
- CK 12 Physics Basic Second EditionDocument137 pagesCK 12 Physics Basic Second EditionBuda ZorbaNo ratings yet